



(1)模具图(图1-62)
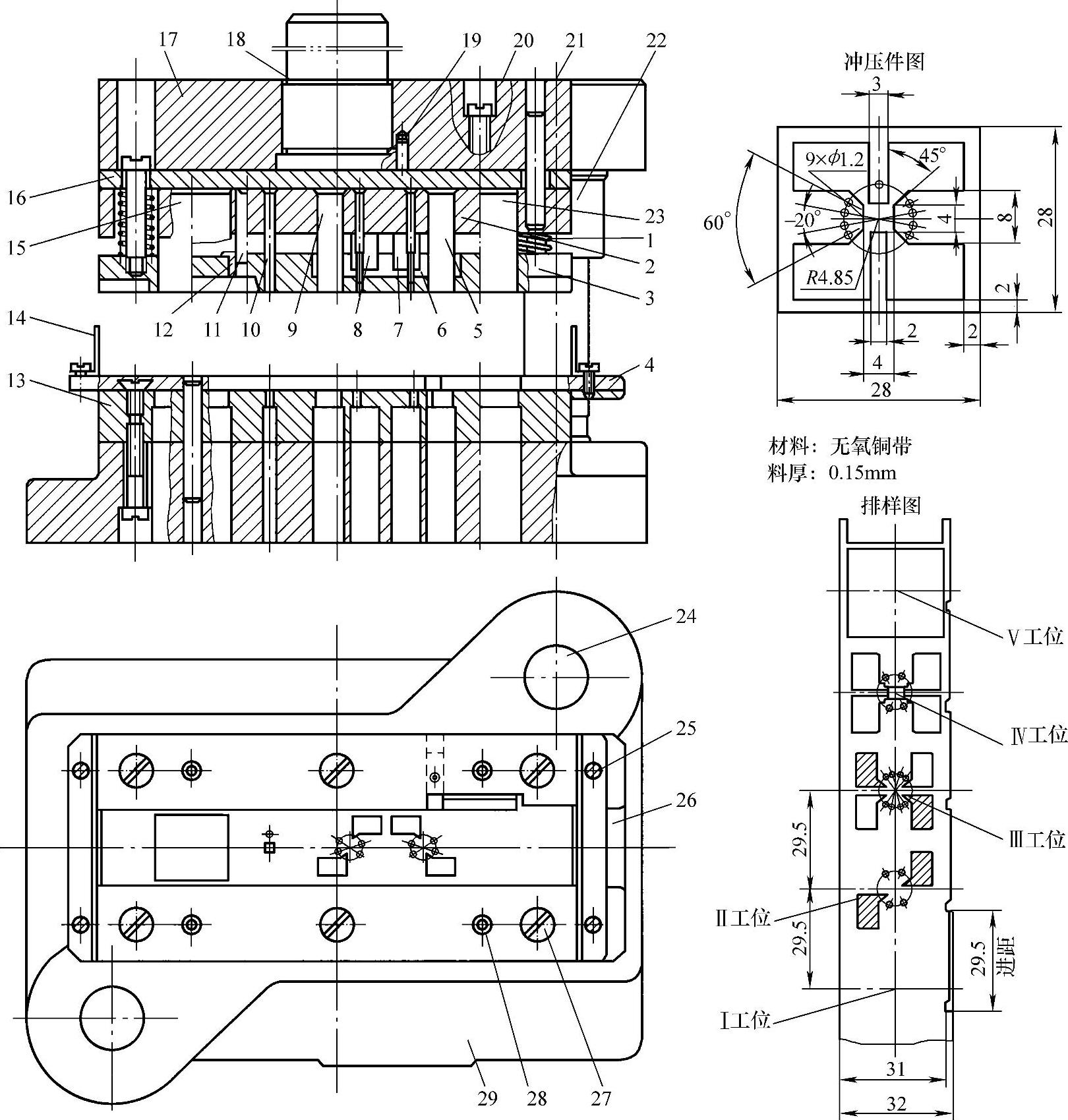
图1-62 引线滑动导向对角导柱模架弹压导板连续冲孔、落料连续冲裁模
(2)模具主要技术规格及零部件(表1-62)
表1-62 模具主要技术规格及零部件

(3)分析说明
图1-62中的冲压件料厚仅有0.15nnn,而且是抗剪强度τb≈250MPa的软料,采用GB/T16743—2010《冲裁间隙》规定的Ⅰ类小间隙,其单边间隙C=0.006nnn。该冲压件尺寸小,是一个带群孔的平板冲裁件,有9个ϕ1.2mm的小圆孔,均布在R=4.85mm的相对应的四分之一的圆周线上,还有4个11mm×11mm的大方孔均布于整个冲裁件边长为28mm×28mm的正方形面积的四角,边壁均为2mm,详见冲压件图。复合冲裁工艺性极差,又不能采用多序分模冲压,只有采用多工位连续冲裁模冲制。其结构设计采取了以下一系列技术措施。(https://www.xing528.com)
1)采用高精度Ⅰ级滑动导向对角导柱模架和弹压卸料导板式结构。凸模固定板上装小导柱11与弹压卸料板上的匹配小导套12构成第二层精密导向系统。
2)9个直径为1.2mm的小孔、4个11mm×11mm的方孔以及中心4mm×4mm方孔总共分三个工位依次冲出,见排样图。
3)采用角形侧刃,其切边长度L=29.5mm=S,偏差范围为+0.05~+0.1mm,按IT8制造。
4)直径为1.2mm的小凸模加粗杆部尺寸为2d=2.4mm,刃口段长度L凸=(5~8)d<10mm。
5)加厚凸模固定板、卸料板,使凸模固定段的长度大于总长度的30%。卸料板的厚度约为凸模总长度的30%。
6)卸料板与凸模匹配模孔按基轴制h5/H6配合加工,确保导向及对凸模的横向支承。
7)考虑安全因素,安装了防护栅。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。