



【摘要】:模具图模具主要技术规格及零部件表2-17 模具主要技术规格及零部件图2-17 卡座滑动导向对角导柱模架固定卸料裁搭边、冲孔、弯曲、切断五工位连续式复合模分析说明图2-17所示为卡座滑动导向对角导柱模架固定卸料裁搭边、冲孔、弯曲、切断五工位连续式复合模。总计五个工位,连续冲压,一模成形。该冲模采用滑动导向钢板模座导柱模架,凹模按冲压工位作业需要,分工位镶拼组合,制造修理都较方便。
(1)模具图(图2-17)
(2)模具主要技术规格及零部件(表2-17)
表2-17 模具主要技术规格及零部件

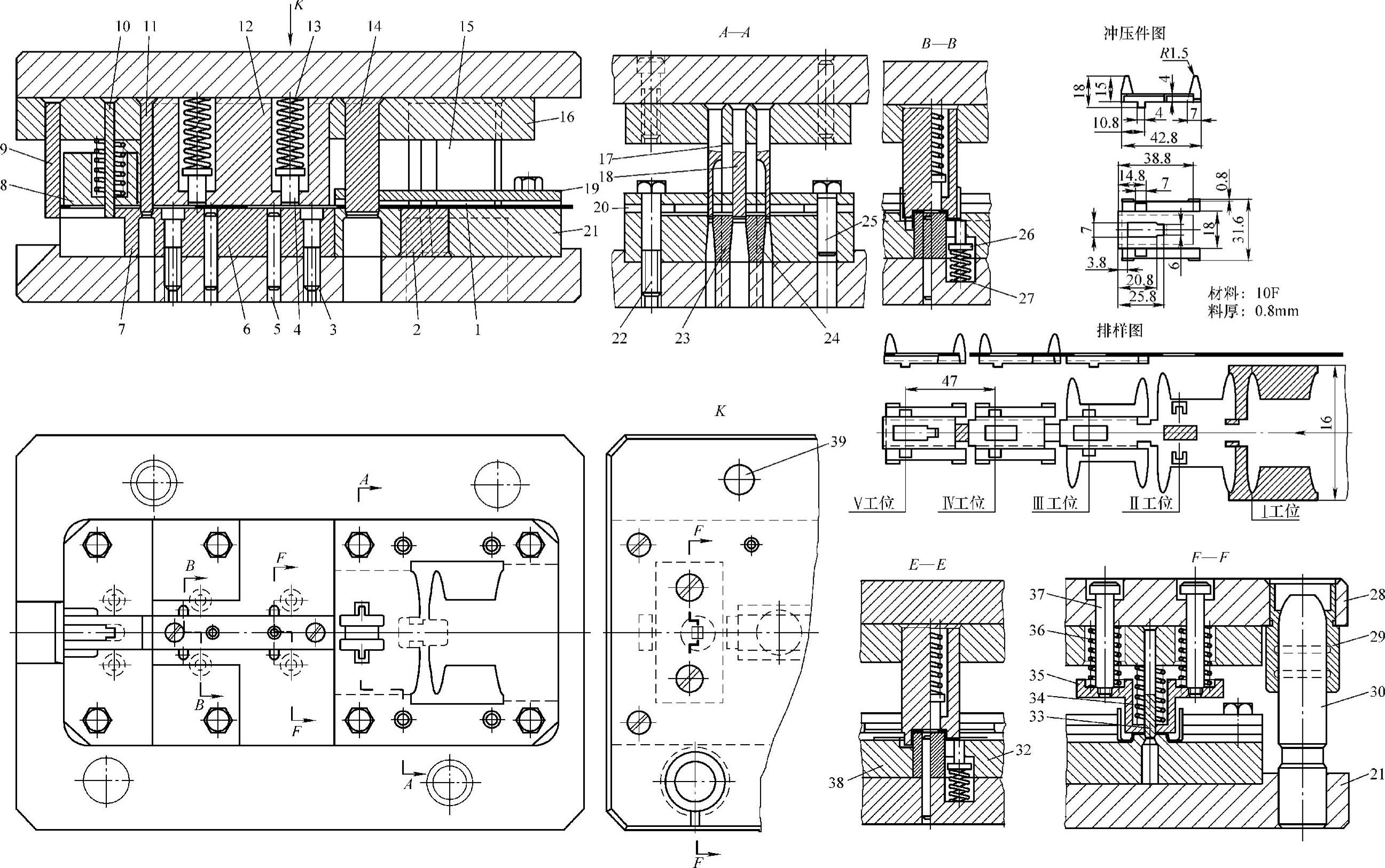
图2-17 卡座滑动导向对角导柱模架固定卸料裁搭边、冲孔、弯曲、切断五工位连续式复合模(https://www.xing528.com)
(3)分析说明
图2-17所示为卡座滑动导向对角导柱模架固定卸料裁搭边、冲孔、弯曲、切断五工位连续式复合模。其冲压件是一个多弯角、形状复杂的立体型薄板仪表芯承载结构件,详见冲压件图。
根据冲压件展开平毛坯的形状及轴对称的结构特点,冲压工艺采用裁搭边、冲切废料,获取展开平毛坯,用送进条料携带毛坯至各工位冲压加工。从图2-17的排样图中可以看出,第Ⅰ工位用对称的两个异形成形侧刃,冲切出冲压件外形两边各两个凸出的锐角三角形臂形成的巨大梯形结构废料;第Ⅱ工位冲中间矩形孔及两个对称的小凸台;第Ⅲ工位弯出中间凹模;第Ⅳ工位弯外形两边各两锐角三角形悬臂呈90°;第Ⅴ工位中心内孔扳边呈90°,并切断落料。总计五个工位,连续冲压,一模成形。
该冲模采用滑动导向钢板模座导柱模架,凹模按冲压工位作业需要,分工位镶拼组合,制造修理都较方便。整体拼合的凹模嵌装在加厚钢模座的矩形沉孔中,不仅压缩了冲模的闭合高度,同时能保证模芯与模架同轴度达到零误差或接近零误差的水平,提高了制模工艺性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。