



【摘要】:模具图模具主要技术规格及零部件图3-6 盖滑动导向对角导柱钢模架固定卸料冲裁、拉深、落料三工位连续式复合模表3-6 模具主要技术规格及零部件(续)分析说明图3-6所示盖零件属异形拉深件,但其拉深高度较小,可一次拉深成形。其冲压工艺采用拉深成形后落料,进行连续冲压。该冲模使用普通标准滑动导向对角导柱钢模架和固定卸料横向送料结构,用标准矩形侧刃对送进入模材料限距定位,送料进距S=27mm,侧刃13沿送料方向长度也等于27mm。
(1)模具图(图3-6)
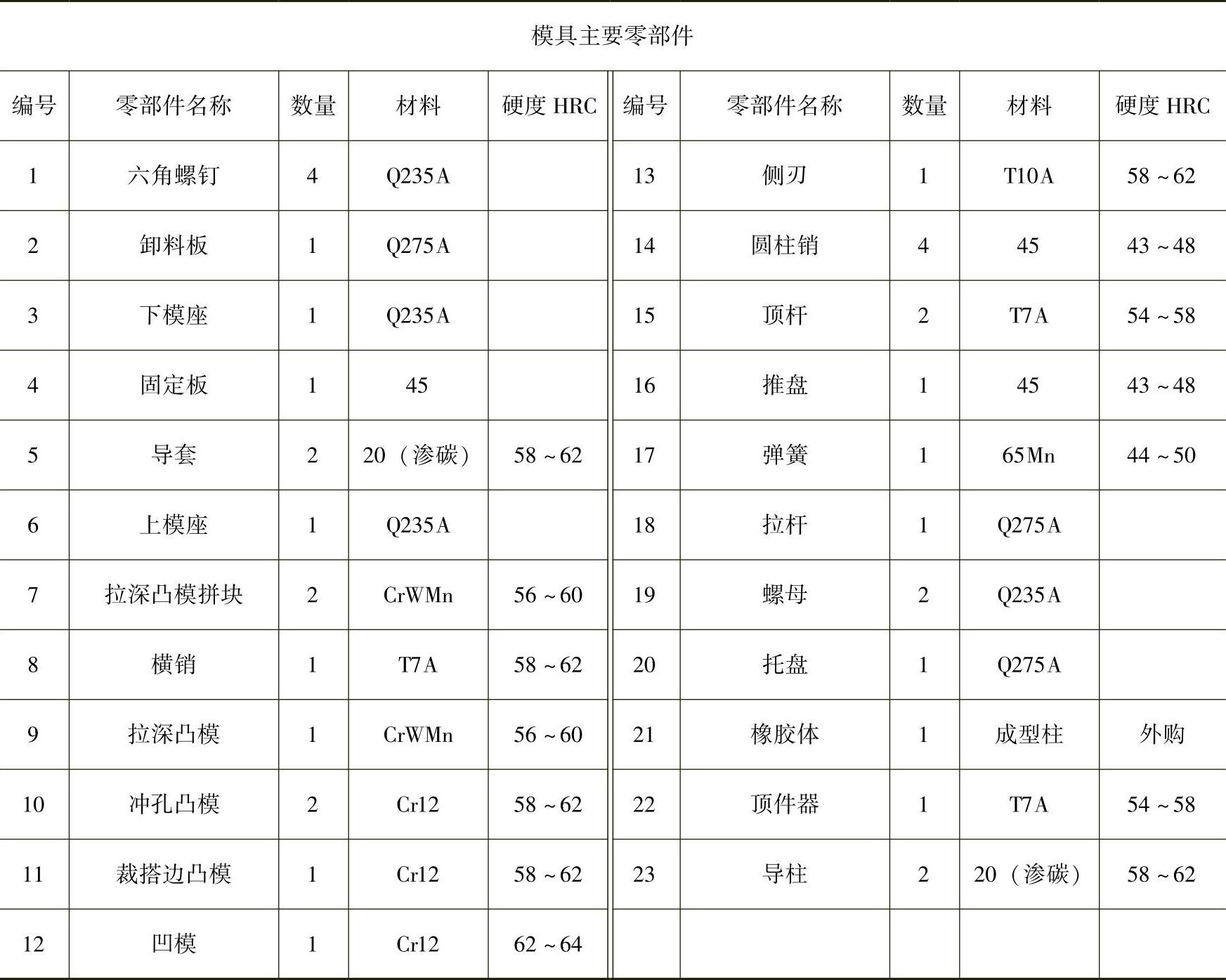
(2)模具主要技术规格及零部件(表3-6)
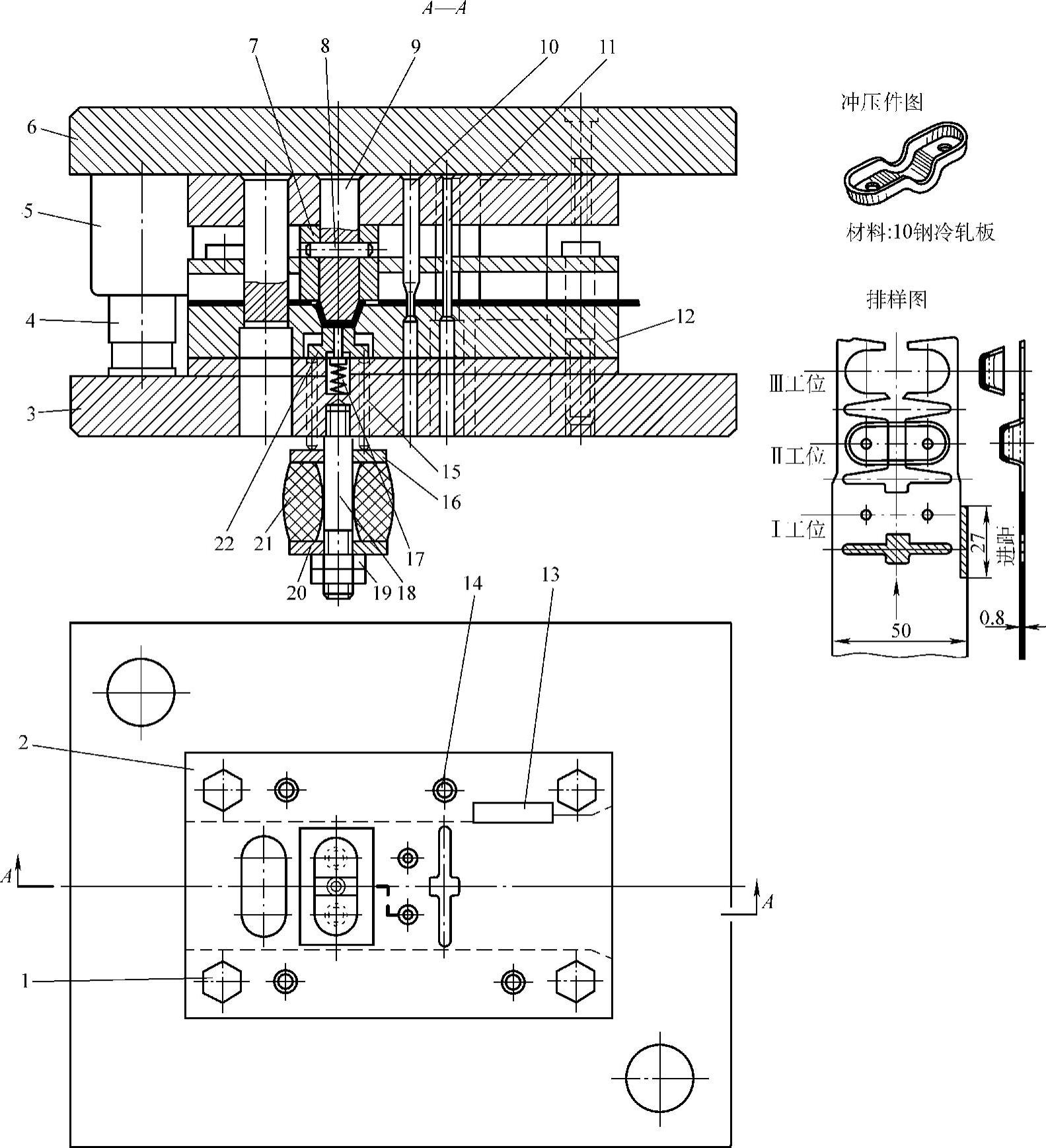
图3-6 盖滑动导向对角导柱钢模架固定卸料冲裁、拉深、落料三工位连续式复合模
表3-6 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(3)分析说明
图3-6所示盖零件属异形拉深件,但其拉深高度较小,可一次拉深成形。其冲压工艺采用拉深成形后落料,进行连续冲压。冲压工艺顺序为:冲孔并裁搭边冲切展开毛坯外廓、拉深成形、落料。该冲模使用普通标准滑动导向对角导柱钢模架和固定卸料横向送料结构,用标准矩形侧刃对送进入模材料限距定位,送料进距S=27mm,侧刃13沿送料方向长度也等于27mm。在第Ⅰ工位,裁搭边并冲两孔;第Ⅱ工位拉深成形;第Ⅲ工位落料成品零件。裁搭边凸模11的刃口形状与尺寸,按盖零件的展开平毛坯的形状与尺寸设计。考虑留出两工位间应有的搭边宽度,构成裁搭边凸模刃口形状与尺寸。由于盖零件虽类似长圆形,但其中间有一马鞍形突起,必须在拉深中一次成形,所以,拉深凸模设计成拼块组合结构,以便于制模加工与刃磨修理。由于拉深件虽高度不大,但在成形及工位间传递过程中仍需要足够的工作空间,为此采用加厚导料板的结构措施,加大卸料板2下表面与凹模12上表面之间的距离,扩大工作空间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。