



(1)模具图(图4-12)
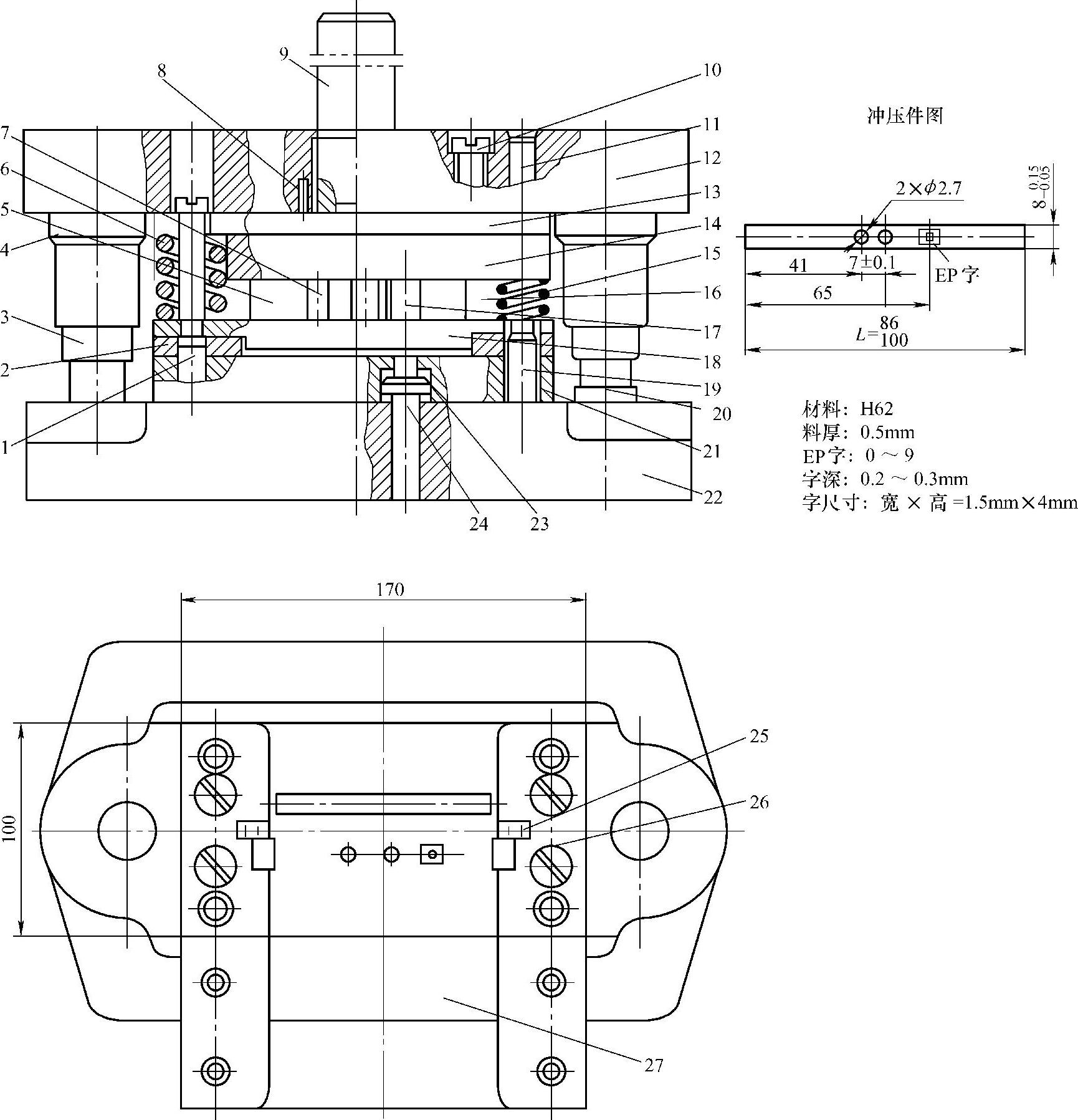
图4-12 数码条滑动导向中间导柱模架弹压卸料冲孔压印、落料二工位连续式复合模
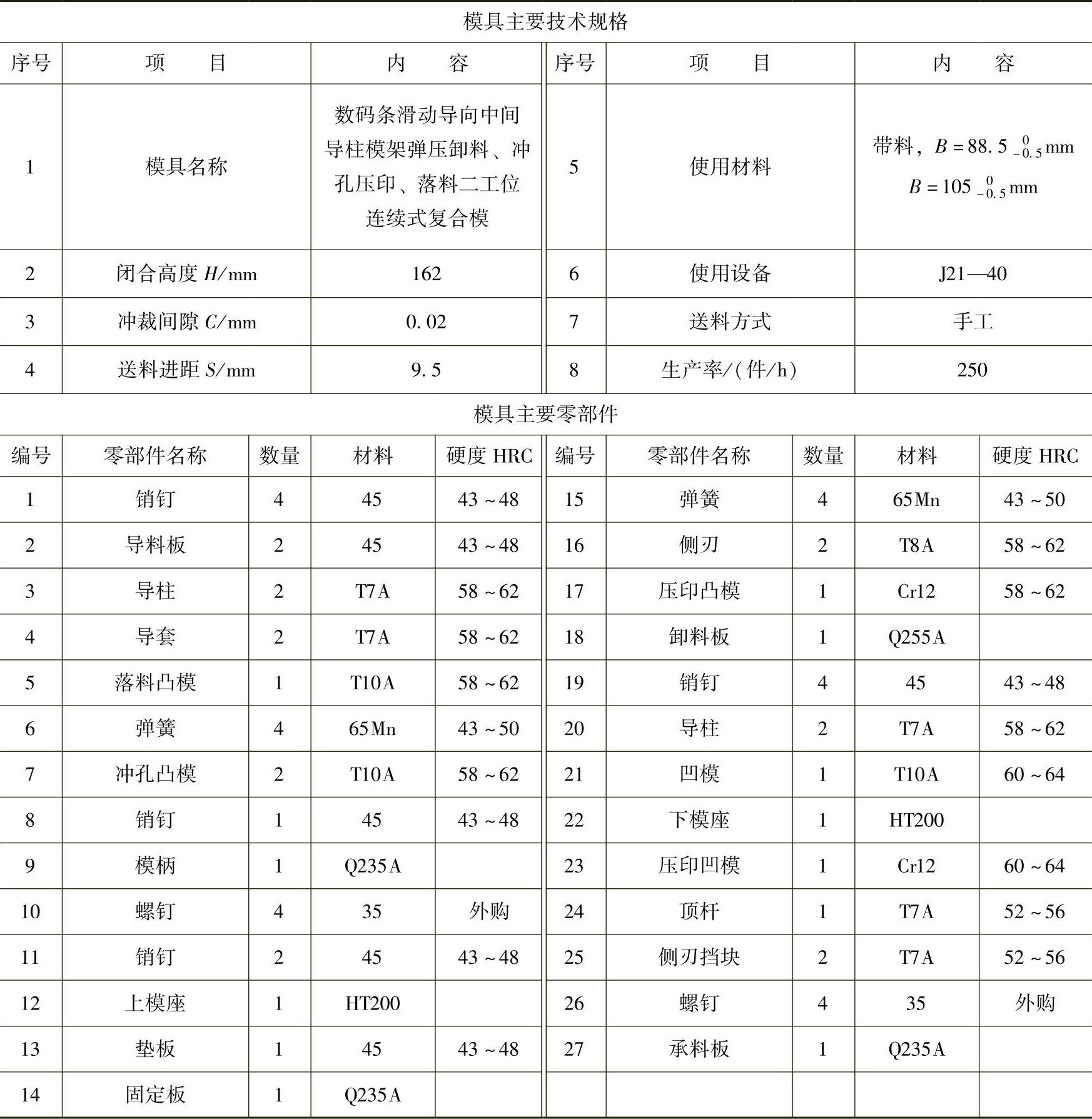
(2)模具主要技术规格及零部件(表4-12)
表4-12 模具主要技术规格及零部件
(3)分析说明
图4-12所示为用0.5mm厚的H62黄铜带料大量冲制两种宽度B均为8mm而长度L分别为86mm、100mm的数码条采用的滑动导向中间导柱模架弹压卸料结构的冲孔压印、落料二工位连续式复合模。该冲压件形状十分简单,是一个带有两个ϕ2.7mm圆孔,表面压印有宽×高=1.5mm×4mm、深0.2~0.3mm的数字,外形长为86mm和100mm两种、宽均为8mm的矩形窄长条。由于H62黄铜材质的料厚仅0.5mm,制件刚度差,易扭曲变形,冲压件要保证平整,无手感毛刺,具有相当难度。(https://www.xing528.com)
冲压工艺采用有搭边、有沿边的有废料冲裁。排样为横置单列直排。为使冲制工件具有更高的尺寸与形位精度,无手感毛刺,应采用有废料冲裁,并且冲模还要采用相应的结构措施。该冲模的主要结构特点为:
1)用一套连续模冲制两种不同长度的冲压件。由于冲压件左端面为基准面,总长度为L=86mm、L=100mm两种,测量长度以基准面为基准,至65mm、86mm处。冲模按L=100mm制造,但冲压带料宽度有两种:
a)冲压件总长L0+2×侧刃切边宽度C0+2×沿边宽度b=100mm+2×1mm+2×1.5mm=100mm+2mm+3mm=105mm;
b)86mm+C0+b=88.5mm。冲制L=86mm的冲压件时,用宽度B=88.5mm的带料,贴着左导料板2送进冲压即可。
2)采用双边布局的矩形侧刃,控制送料进距S=9.5mm。
3)落料及冲孔均采用单边冲裁间隙C≤4%t=0.02mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。