



(1)模具图(图4-24)
(2)模具主要技术规格及零部件(表4-24)
(3)分析说明
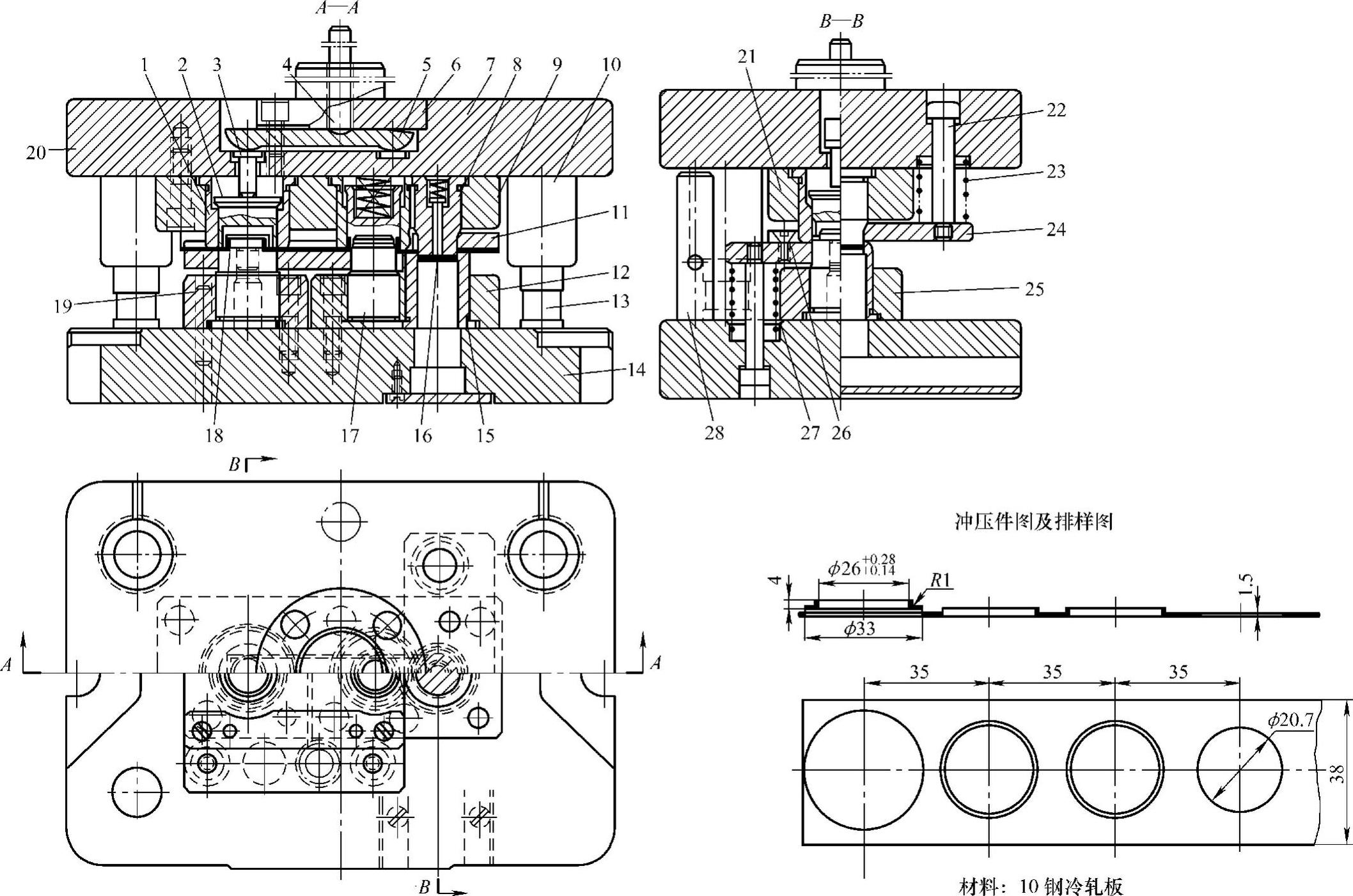
图4-24 法兰环滑动导向三导柱模架弹压卸料冲孔、翻边、落料四工位连续式复合模(https://www.xing528.com)
表4-24 模具主要技术规格及零部件
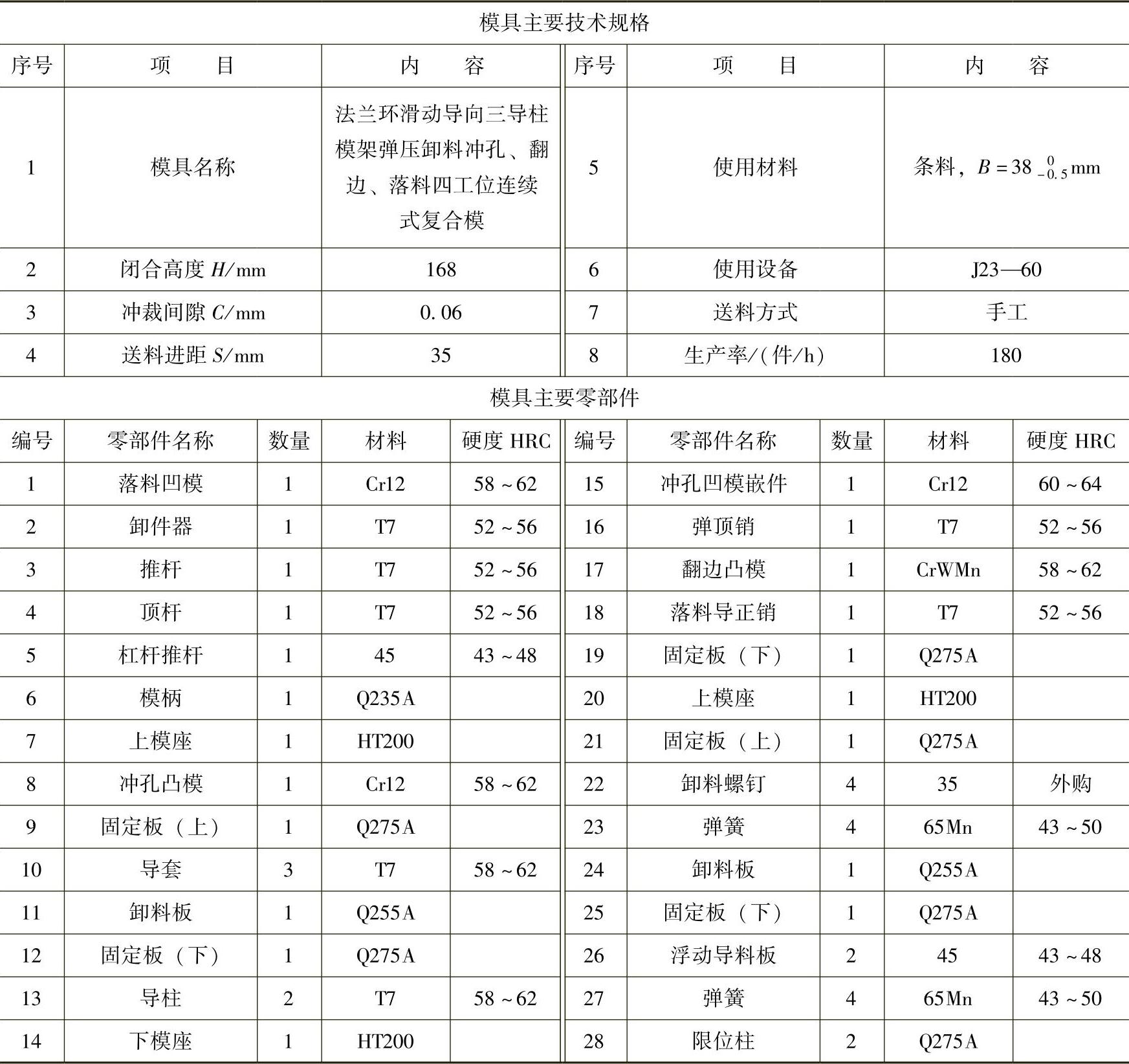
图4-24所示宽度B=38mm、厚度t=1.5mm的10钢冷轧板剪裁条料,在J23—60型开式双柱可倾压力机上,使用滑动导向对角导柱模架弹压卸料冲孔、翻边、落料四工位连续式复合模,连续冲压一模成形,可成批和大量生产冲压件图所示法兰环,不仅效率高,而且冲制法兰环一致性好、互换性强、应用广泛。连续冲压工艺为:第Ⅰ工步冲孔作为下一工步翻边的预冲孔。采用预冲孔内缘翻边(亦称翻孔),可以达到更高精度的翻边凸缘尺寸和更好的翻边质量:翻边凸缘口部平齐,少有裂口,形位精度更好,尺寸更精准。第Ⅱ工步翻边,其凸模与凹模倒装,送料、卸件及携带工件至下一工步,都较方便、顺畅。第Ⅲ工步落料。其凸模装有导正销18,能保证落料的成品法兰环内外圆与法兰有更高的同轴度。由于送料进距S=35mm,落料凹模外边刃口为ϕ33mm,第Ⅱ工步与第Ⅲ工步之间距离太近,使得两工步的凸模在固定板上的安装位置不足,结构上无法实施装配。因此,依常规每工步一个工位则3个工位相距都较小。但第Ⅰ工步与第Ⅱ工步之间,因冲孔直径仅为20.7mm,比落料的第Ⅲ工步落料直径33mm小12.3mm,每边要小6.15mm。第Ⅰ工步与第Ⅱ工步两凹模间最小壁厚为23.35mm。故第Ⅰ工步与第Ⅱ工步相连各设一个工位,不影响两者凹模强度,而且两者凸模在固定板上有足够的安装位置,可不在两工步间设空工位。但第Ⅱ工步与第Ⅲ工步之间凹模最小壁厚仅5mm,甚至不足5mm,考虑冲裁料厚t=1.5mm,应该在两者之间加一个空工位,以利于提高冲模寿命并满足冲模总装结构的需要,所以该冲模便成为三工步四工位连续式复合模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。