



(1)模具图(图5-1)
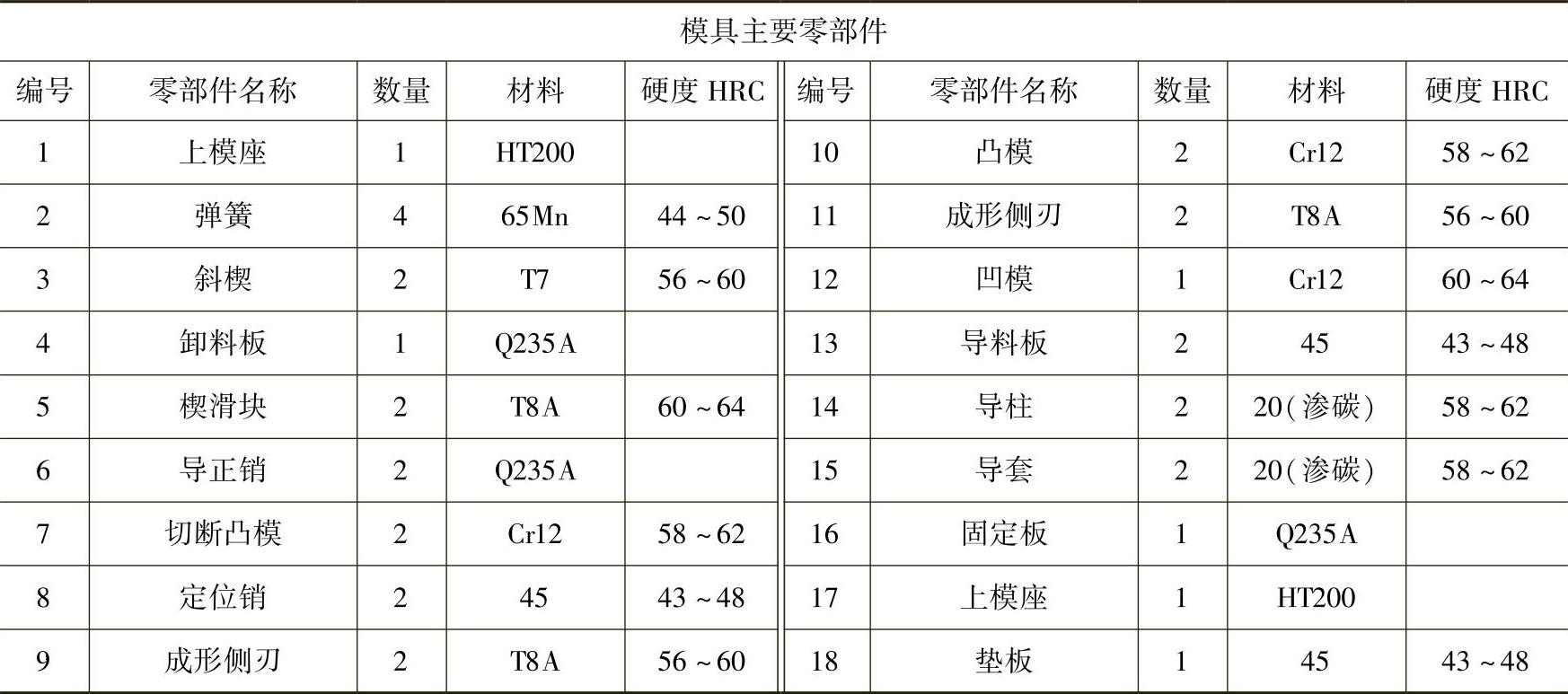
(2)模具主要技术规格及零部件(表5-1)
(3)分析说明
用楔传动机构实施冲压方向以外的横向冲压,为弯曲件的一模成形及冲压过程的自动化创造了条件。图5-1所示圆钩冲压件的四工位连续式复合模便是实例。
图中圆钩冲压件是用10钢冷轧板弯制而成,料厚t=1mm。其展开平毛坯是一端有槽口,另一端有孔的矩形片料,欲一模成形需沿水平方向弯曲圆钩。但单件弯曲势必使冲模产生很大的侧向力,尤其对于有小孔、窄槽口冲裁的连续模,在连续冲压过程中任何方向出现的侧向力都会使凸模产生纵向弯曲而折断,至少使冲裁间隙发生局部改变,使模具出现不均匀磨损并难以平稳运作。为平衡水平弯曲力,采用成对组合对称有搭边有沿边排样,设计用一对成形侧刃使沿边与搭边组合裁切,在裁沿边的同时,冲切出展开平毛坯的槽口,冲出另一端小孔,后相向成对弯形,详见排样图。
根据其排样图表示出的一模成形的工艺过程,冲模结构及其运作方法如下:
条(带)料入模后,第Ⅰ工位由一双成形侧刃在条料两边裁切去沿边与中间搭边拼切出端头槽口。成形侧刃沿送料方向的长度L等于送料进距S,用于控制送料进距。第Ⅱ工位冲出展开平毛坯另一端的小孔,即并列排样在中间搭边两边的两个小孔。第Ⅲ工位用装在该工位端部对称位置的两组双作用斜楔传动机构,其楔滑块上装有卷圆凹模。在斜楔驱动下,沿水平面垂直于送料方向,对称两组楔滑块同时相向冲弯成形。第Ⅳ工位切断分离出成品工件。为确保横向冲弯质量,采用弹压卸料板压牢毛坯,并在其上模装导正销,对送至第Ⅲ工位的工件,用导正销6先插入第Ⅱ工位冲制的小孔中校准定位,保证送料偏差<0.1mm。(https://www.xing528.com)
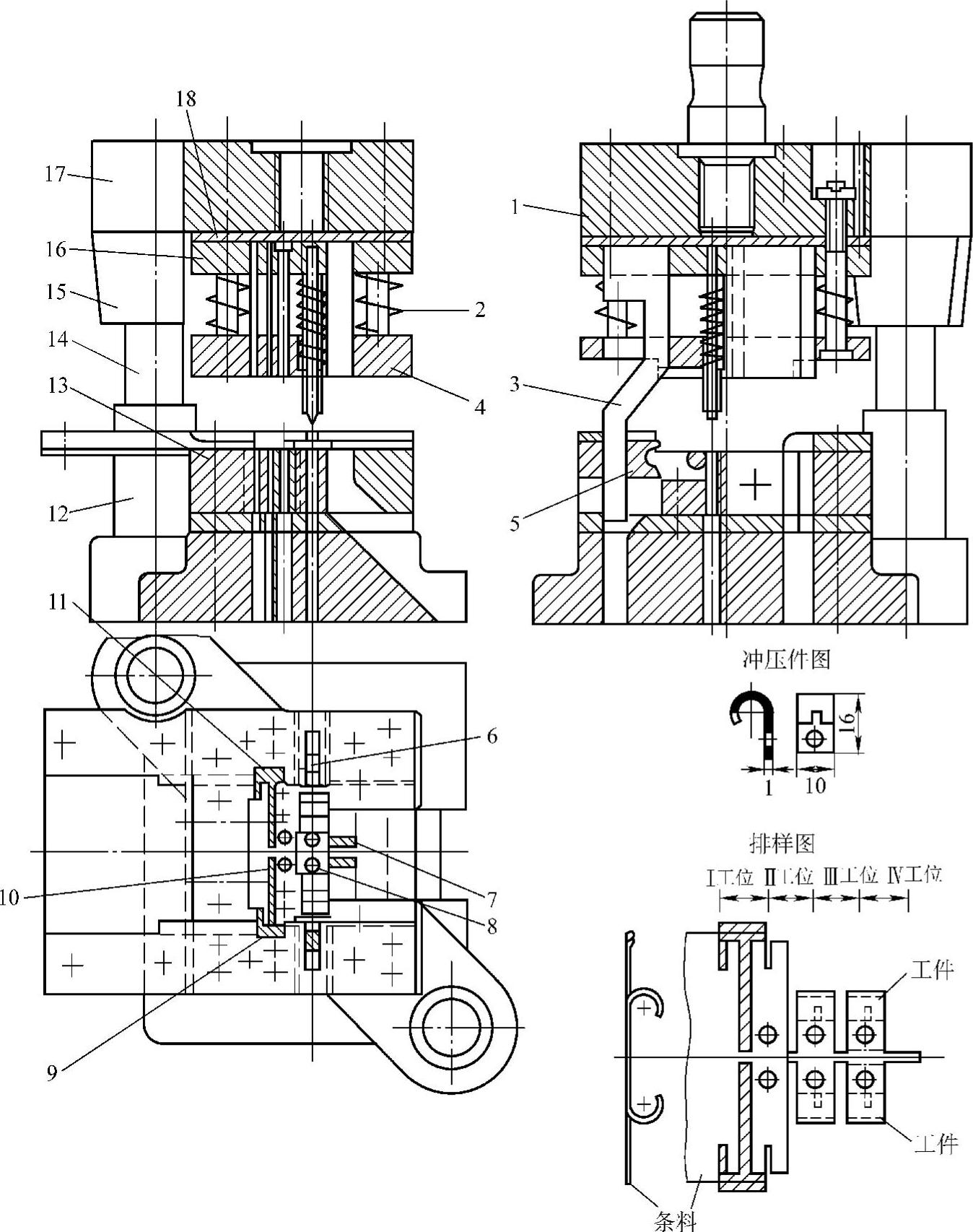
图5-1 圆钩楔传动弯曲成形四工位连续式复合模
表5-1 模具主要技术规格及零部件

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。