



【摘要】:模具图图5-15 接线头楔传动冲孔、裁搭边、弯曲、卷圆、落料五工位连续式复合模模具主要技术规格及零部件表5-15 模具主要技术规格及零部件分析说明接线头的类型及规格很多,其冲制冲模的类型与结构各异。该模具是接线头用楔传动多工位连续模冲压加工的又一种形式,采用先弯曲后落料,配有自动送料装置。同样,螺杆将已经卷圆工件顶出;条料继续送进,凸模5将成形工件落下。2)用楔传动机构实现闭口弯曲件冲模的弯曲工位弯芯的插抽工作。
(1)模具图(图5-15)

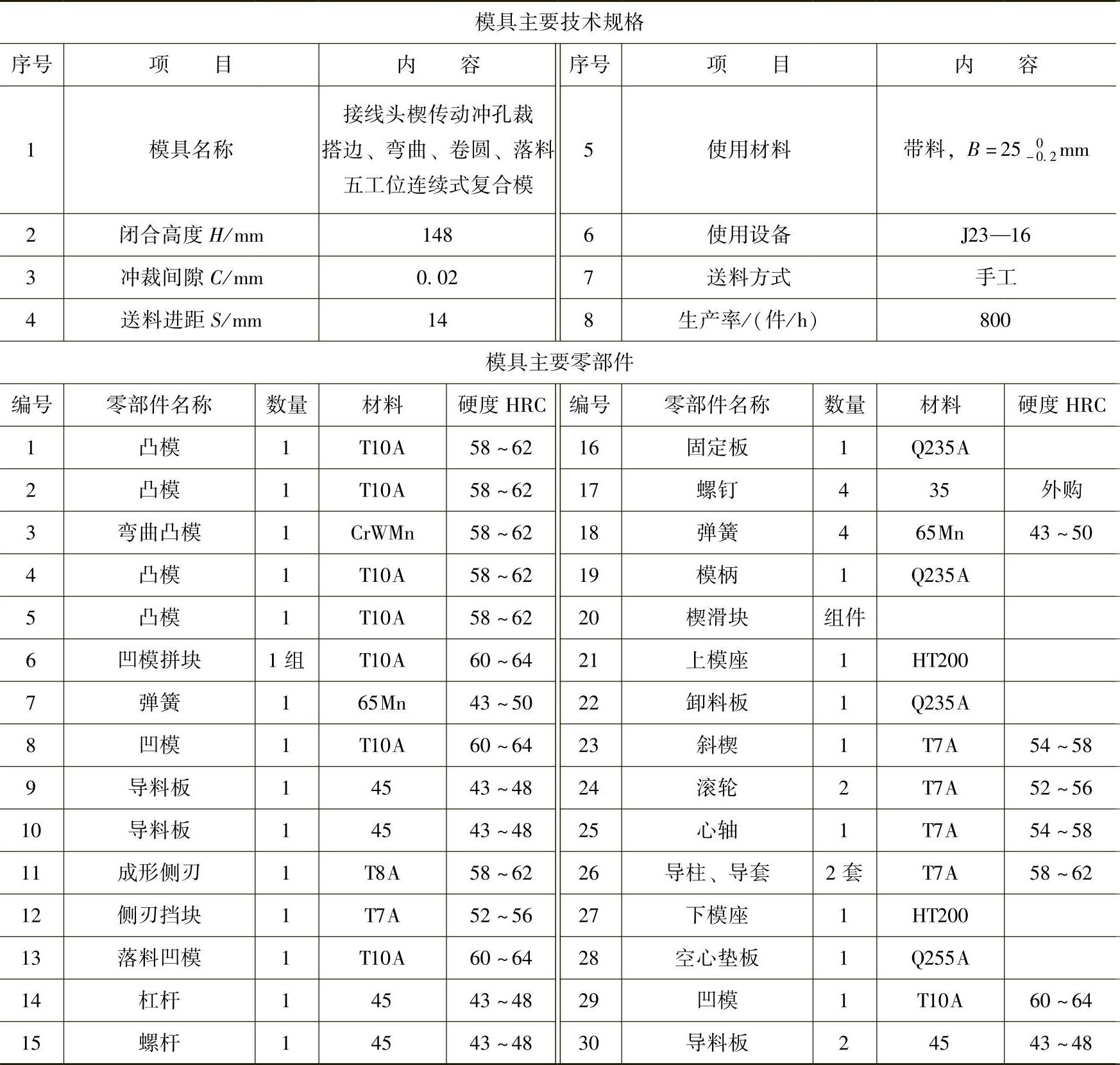
图5-15 接线头楔传动冲孔、裁搭边、弯曲、卷圆、落料五工位连续式复合模
(2)模具主要技术规格及零部件(表5-15)
表5-15 模具主要技术规格及零部件
(3)分析说明
接线头的类型及规格很多,其冲制冲模的类型与结构各异。图5-15所示为一种接线头楔传动一模成形五工位连续模。(https://www.xing528.com)
该模具是接线头用楔传动多工位连续模冲压加工的又一种形式,采用先弯曲后落料,配有自动送料装置。
条料从导料板9、10中通过,凸模1对条料冲孔,凸模2冲去废料,弯曲凸模3先将工序件弯成U形。螺杆15敲击杠杆14使凹模拼块6和工件一起顶起。当上模座上升时,凹模拼块6借弹簧7复位,条料得以顺利继续送进。斜楔23推动滚轮24使心轴25进入弯曲工序工作位置,凸模4、凹模8、心轴25完成工件的卷圆工步。同样,螺杆将已经卷圆工件顶出;条料继续送进,凸模5将成形工件落下。
该冲模结构特点如下:
1)采用滑动导向后侧导柱加强型模架。模座要加厚,导柱、导套要加粗、加长,从而使模架刚度更大,工作更平稳。
2)用楔传动机构实现闭口弯曲件冲模的弯曲工位弯芯的插抽工作。
3)细小冲孔凸模都加粗杆部给予加固,并用卸料板为凸模导向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。