



【摘要】:模具图模具主要技术规格及零部件图5-18 夹圈楔传动送料剪截冲孔、预弯、终弯成形三工位连续式复合模表5-18 模具主要技术规格及零部件分析说明图5-18所示连续式复合模,可用宽度B=20mm、料厚t=1mm的镀锌铁皮带料,在J21—60型开式双柱固定台压力机上成批与大量冲制冲压件图所示夹圈,质量好、效率高、成本低。第Ⅲ工位是在上模完成第二工步回程中,由推杆22将在第Ⅱ工位预弯曲成形的坯件推送到预弯凸模29的悬臂部分20上,并进行最终弯曲成形。
(1)模具图(图5-18)
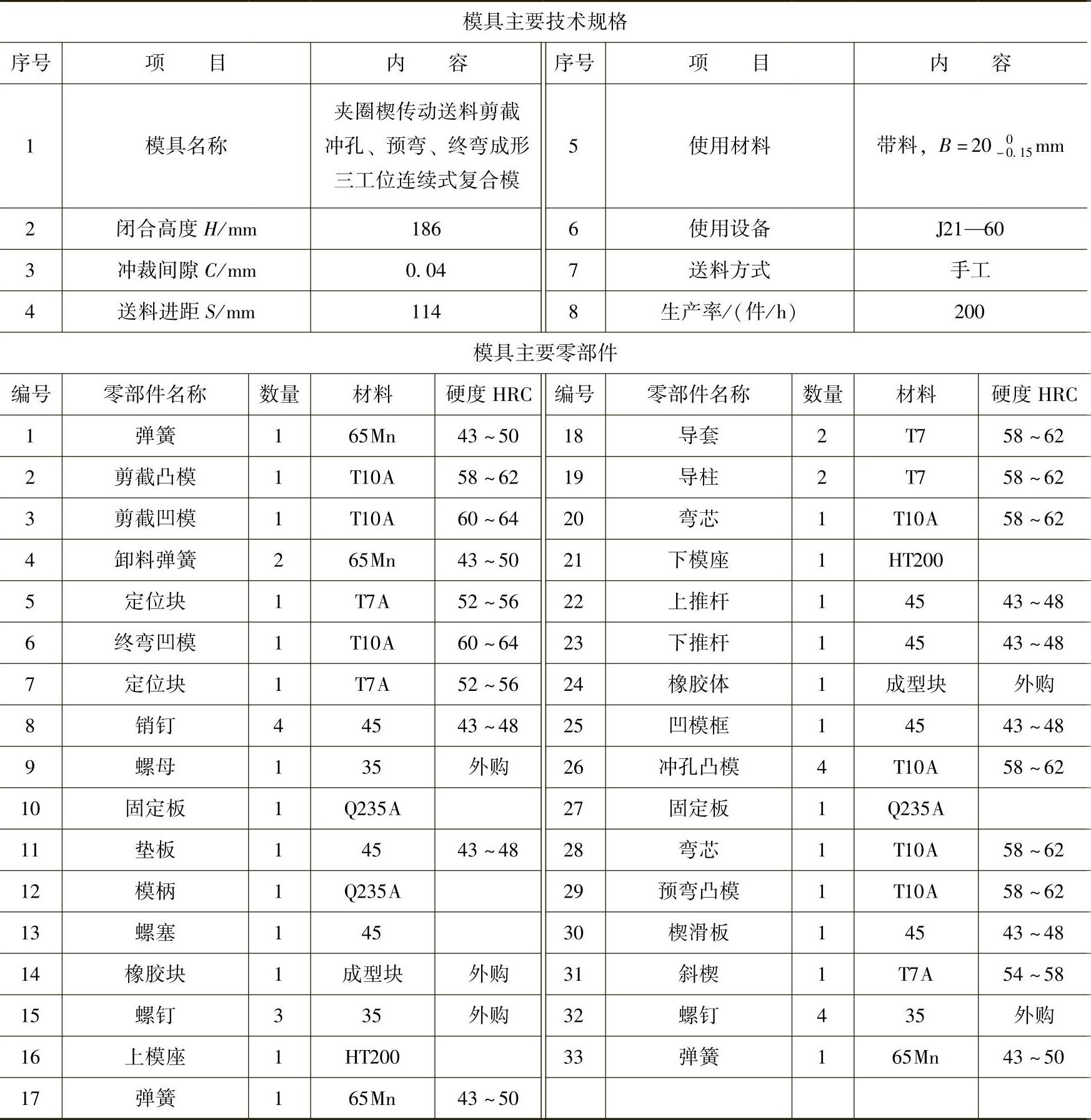
(2)模具主要技术规格及零部件(表5-18)
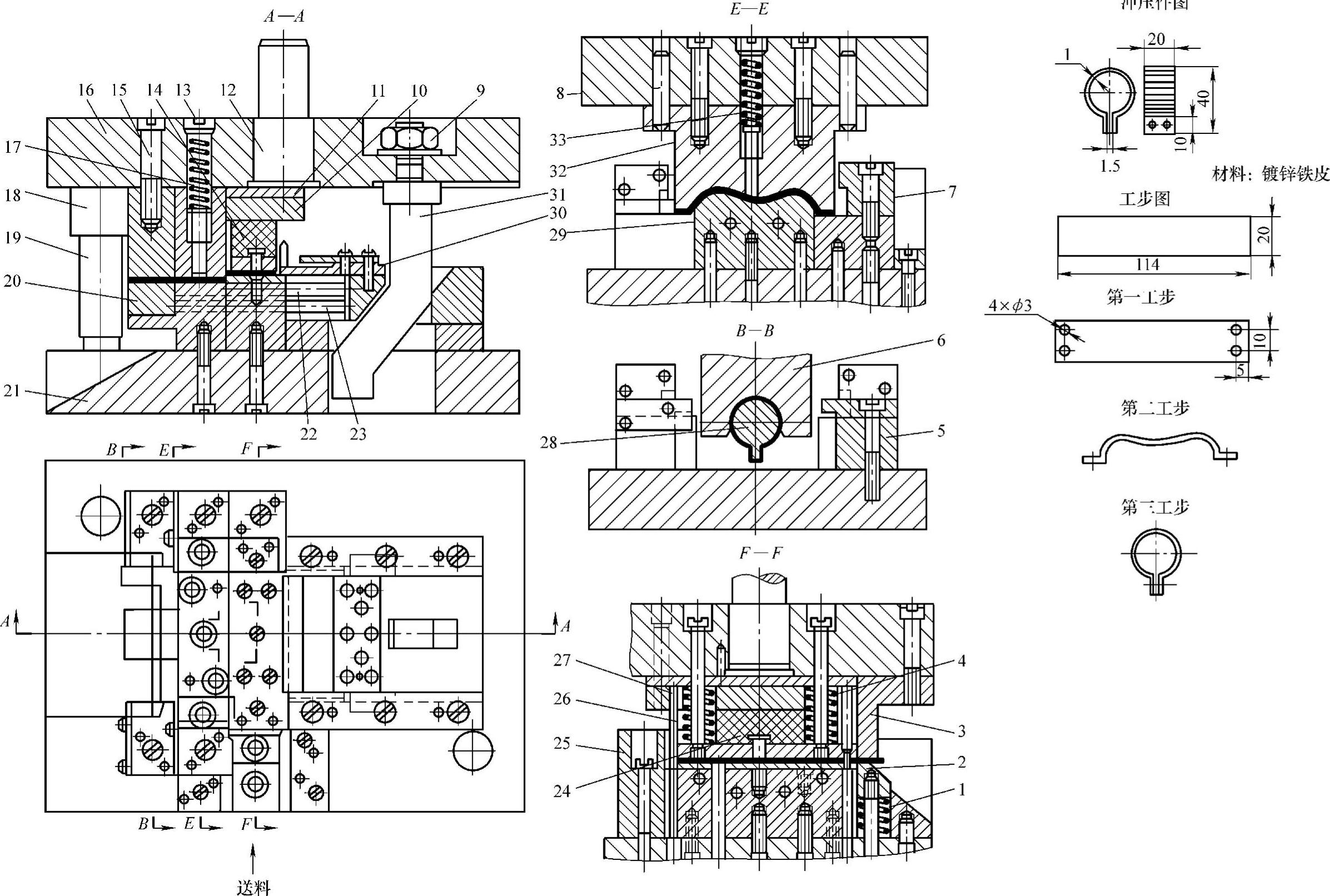
图5-18 夹圈楔传动送料剪截冲孔、预弯、终弯成形三工位连续式复合模
表5-18 模具主要技术规格及零部件
(3)分析说明
图5-18所示连续式复合模,可用宽度B=20mm、料厚t=1mm的镀锌铁皮带料,在J21—60型开式双柱固定台压力机上成批与大量冲制冲压件图所示夹圈,质量好、效率高、成本低。该冲模的冲压运作过程如下:
第Ⅰ工位将沿箭头方向送料入模的20mm宽的带料或板裁条料,剪截成长×宽=114mm×20mm的单个展开平毛坯,并冲出两端4个ϕ3mm小孔。(https://www.xing528.com)
第Ⅱ工位是在上模回程中,由斜楔31驱动滑板30把第Ⅰ工位剪截的毛坯推送到预弯凸模29上,并进行预弯曲成形。
第Ⅲ工位是在上模完成第二工步回程中,由推杆22将在第Ⅱ工位预弯曲成形的坯件推送到预弯凸模29的悬臂部分20上,并进行最终弯曲成形。在上模完成第三工步回程上升时,由推杆23将成品工件推卸出模。
该冲模的结构特点如下:
1)由斜楔31及楔滑块(板)30构成的楔传动机构与压力机滑块异步协调承担冲模各工位的原材料及中间坯件的推卸工作。
2)凹模采用按工位镶拼组合结构,便于刃磨、修理及易损件更换。
3)采用有芯终弯成形并用楔传动自动卸件出模。
4)实现了无搭边、无沿边排样,进行少废料冲压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。