



【摘要】:上模下行,两个斜楔分别推动两个滚轮9,使楔滑块7向右移并同时将两个拉簧11拉开,使其储备能量。当上模回程上升时,斜楔4与滚轮9脱开,拉簧11收缩拉着楔滑块7向左运动,夹板夹住带料送进一个进距S=20mm。
(1)模具图(图5-21)
(2)模具主要技术规格及零部件(表5-21)
表5-21 模具主要技术规格及零部件
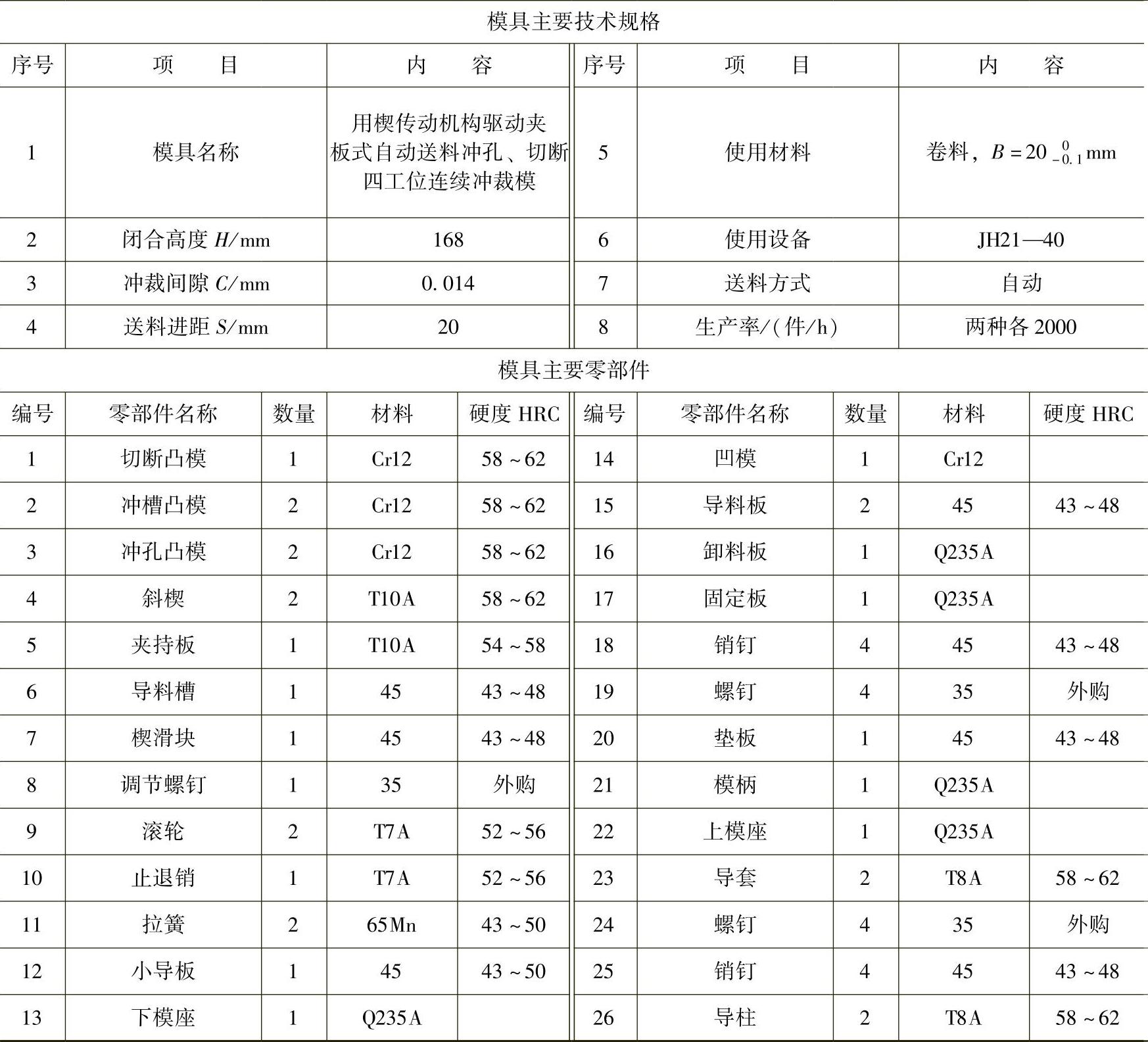
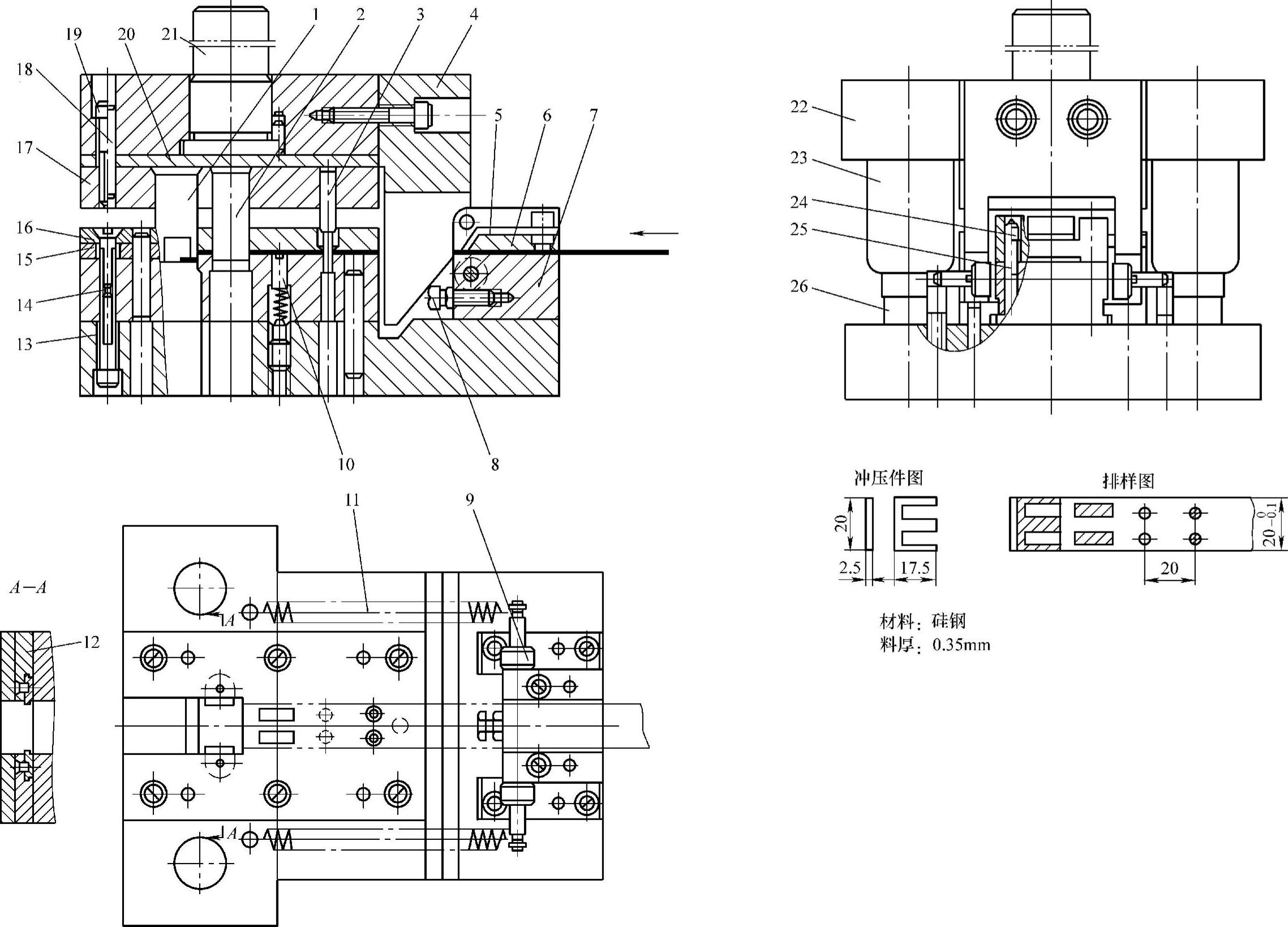
图5-21 山字形硅钢片用楔传动机构驱动夹板式自动送料冲孔、切断四工位连续冲裁模(https://www.xing528.com)
(3)分析说明
图5-21所示连续模,可用料厚t=0.35mm、料宽B=200-0.1mm的硅钢带,在公称压力为400kN的国产JH21—40型开式双柱固定台压力机上冲制仪表产品中小型变压器铁心20mm×17.5mm山字形硅钢片。由于冲压工艺采用了无沿边排样,山字形铁心及一字形轭片套裁,一模冲出,材料利用率较高。其冲压运作过程及模具结构特点如下:
采用成盘卷料大量生产,要配开卷机、辊剪机、校直机及润滑装置,先将宽度大的卷料经辊剪机剪裁成宽度B=200-0.1mm的带料,再进入校直机将经辊剪变得不平直的窄条带料经校直后,通过润滑装置适当润滑,进入冲模右边的入料口,可以进行高速冲压、大量生产。带料入模的自动送进靠楔驱动。上模下行,两个斜楔分别推动两个滚轮9,使楔滑块7向右移并同时将两个拉簧11拉开,使其储备能量。此时,夹持板5松开,止退销10插入已冲出的工艺定位孔中,带料不能后移。当上模回程上升时,斜楔4与滚轮9脱开,拉簧11收缩拉着楔滑块7向左运动,夹板夹住带料送进一个进距S=20mm。如此循环,自动送料。
从两冲压件套裁排样图上可以看出其冲压过程:第Ⅰ工位冲两个工艺定位孔;第Ⅱ工位空挡;第Ⅲ工位冲出两矩形孔获两件轭片;第Ⅳ工位切断,获得山字形硅钢片。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。