



【摘要】:2)采用两组单角侧刃,分置于冲模的导料槽两边,对入模带料切边定距,确保送料进距S=7.3mm,误差小于±0.15mm。4)连续冲压工艺为:冲孔、落料、一次弯曲成形。整体落料平毛坯由落料凹模中的顶件器将其顶回原搭边框中,用送料携带至弯曲工位弯曲成形。
(1)模具图(图6-33)
(2)模具主要技术规格及零部件(表6-33)
表6-33 模具主要技术规格及零部件
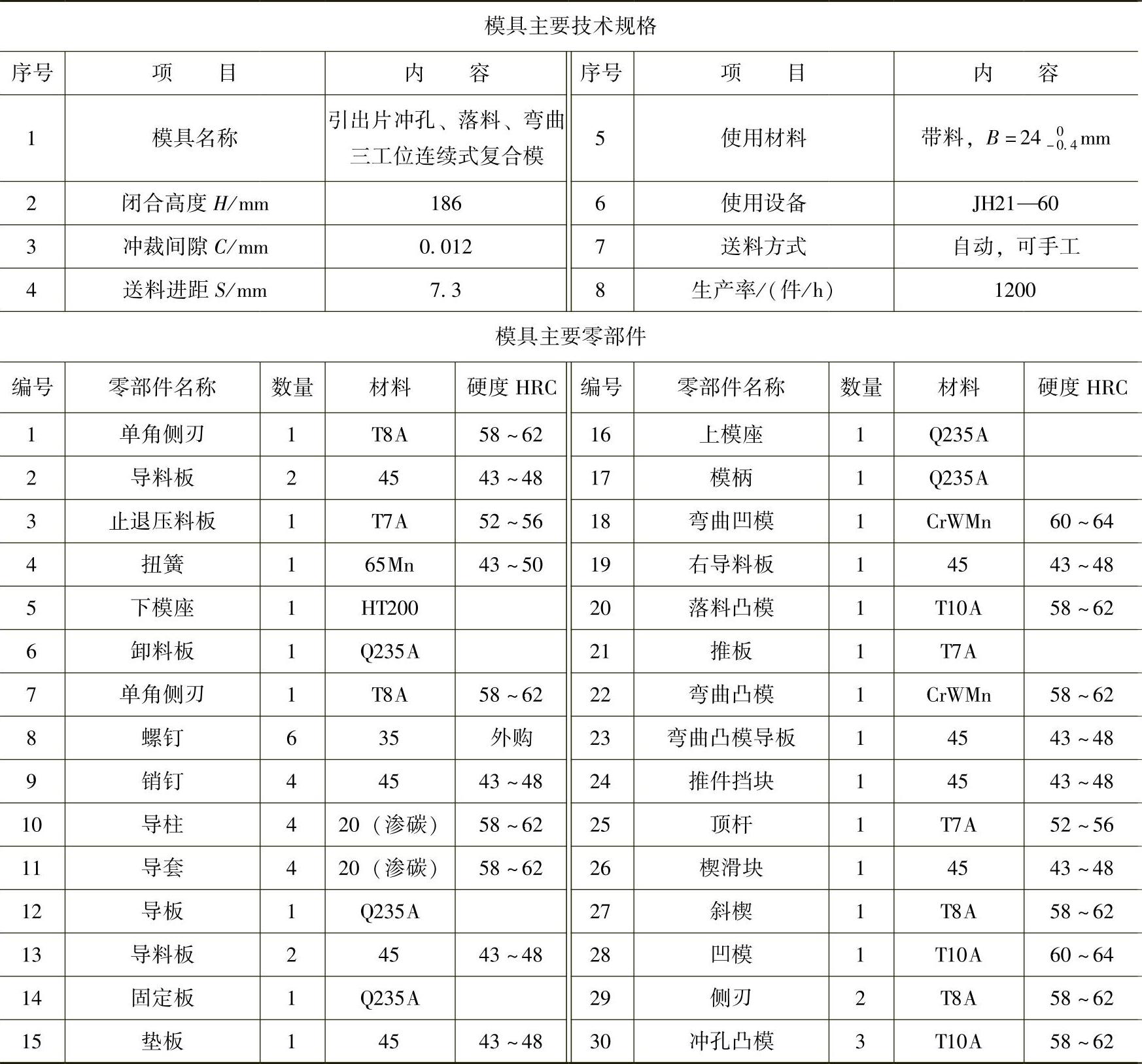
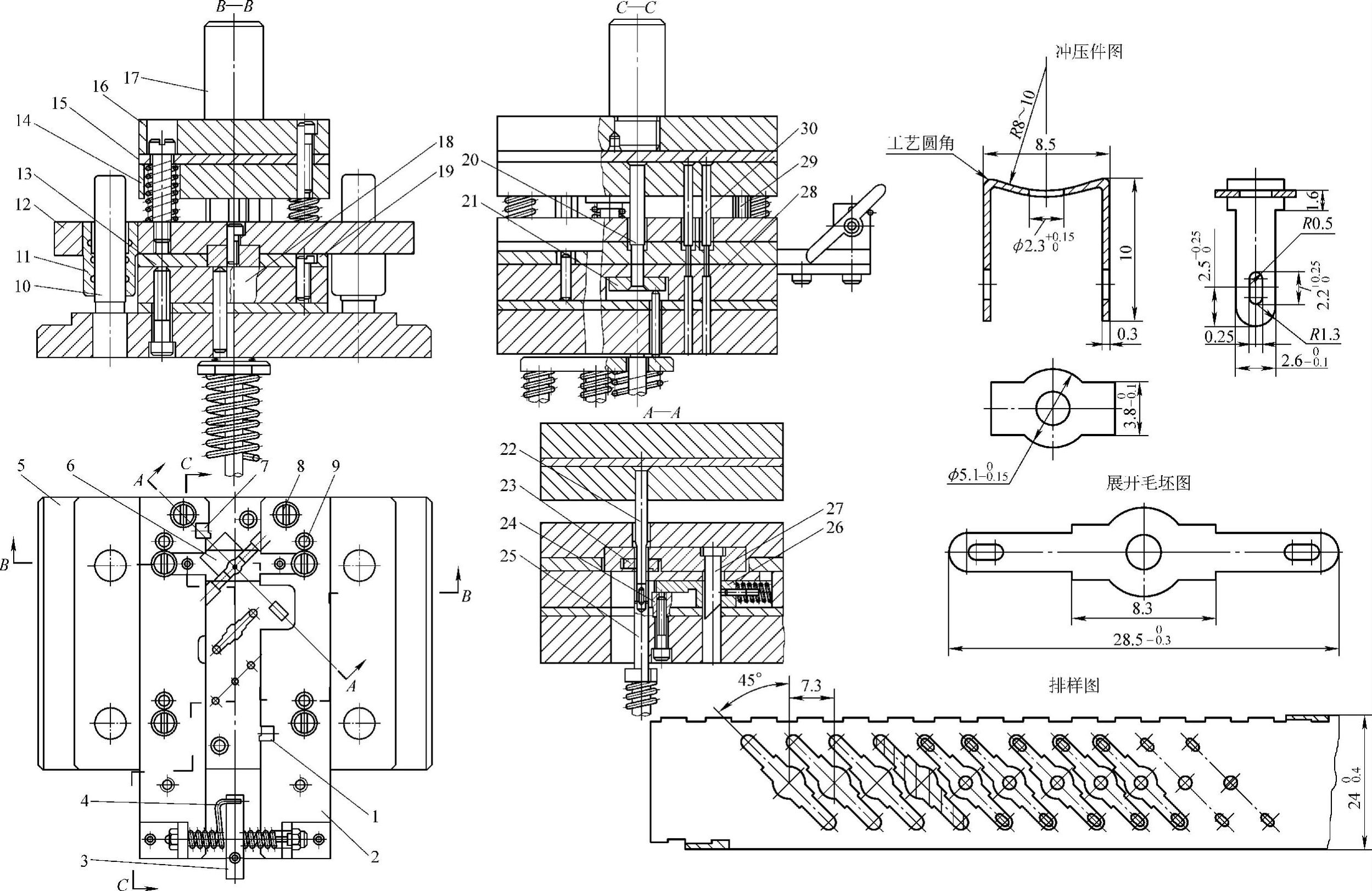
图6-33 引出片冲孔、落料、弯曲成形三工位连续式复合模
(3)分析说明
图6-33所示复合模,可用料厚t=0.3mm、料宽B=240-0.4mm的H62黄铜冷轧带钢,由匹配的通用一次自动送料装置或手工将带料按工艺要求节拍与频率送入模内并携带工件至各工位冲压加工,在公称压力为600kN的J21—60型开式双柱固定台压力机上,经冲孔、落料、弯曲成形3工位冲制引出片冲压件。(https://www.xing528.com)
该冲模的结构特点如下:
1)采用专用或通用带料校平装置装在冲模的入料口,专门对成卷带料的轧制与卷绕圆弧进行校平后进入冲压工位。
2)采用两组单角侧刃,分置于冲模的导料槽两边,对入模带料切边定距,确保送料进距S=7.3mm,误差小于±0.15mm。
3)采用四角导柱模架弹压卸料导板式结构,对冲小孔凸模实施加固保护。
4)连续冲压工艺为:冲孔、落料、一次弯曲成形。整体落料平毛坯由落料凹模中的顶件器将其顶回原搭边框中,用送料携带至弯曲工位弯曲成形。
5)为了防止弯曲时毛坯滑移而使其两弯边高度不等,特意在弯曲凸模上装导正销,待其插入毛坯中心孔后弯曲。
6)压弯处装下卸料板,避免成形工件随压弯凸模带入废料搭边框中,使工件留在凹模洞口,由一只装在凹模内侧的弹簧推料器,将工件推入凹模落料孔落下。冲压时靠装在上卸料板上的斜楔使推料器后退。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。