



【摘要】:模具图图7-11 三种冲裁件拼裁与套裁用滑动导向后侧导柱模架固定卸料少废料四工位连续冲裁模模具主要技术规格及零部件表7-11 模具主要技术规格及零部件分析说明图7-11所示为三种冲裁件拼裁与套裁用滑动导向后侧导柱模架固定卸料少废料冲孔、落料四工位续冲裁模。其冲模结构特点如下:1)采用滑动导向后侧导柱加强型模架,在加厚模座的基础上,加粗导柱,保证在连续过程中运作平衡,模架刚度大,不变形。
(1)模具图(图7-11)
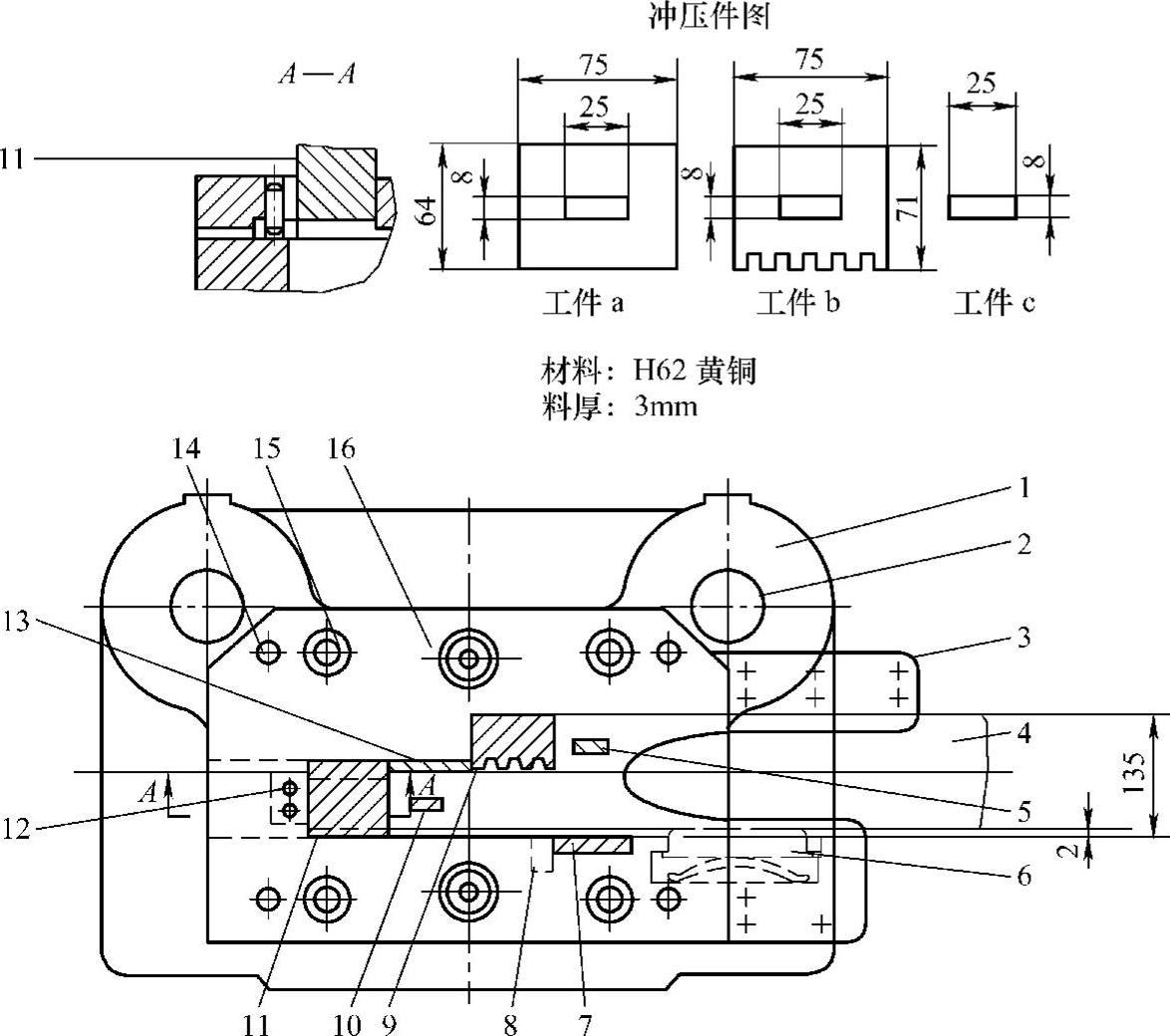
图7-11 三种冲裁件拼裁与套裁用滑动导向后侧导柱模架固定卸料少废料四工位连续冲裁模
(2)模具主要技术规格及零部件(表7-11)
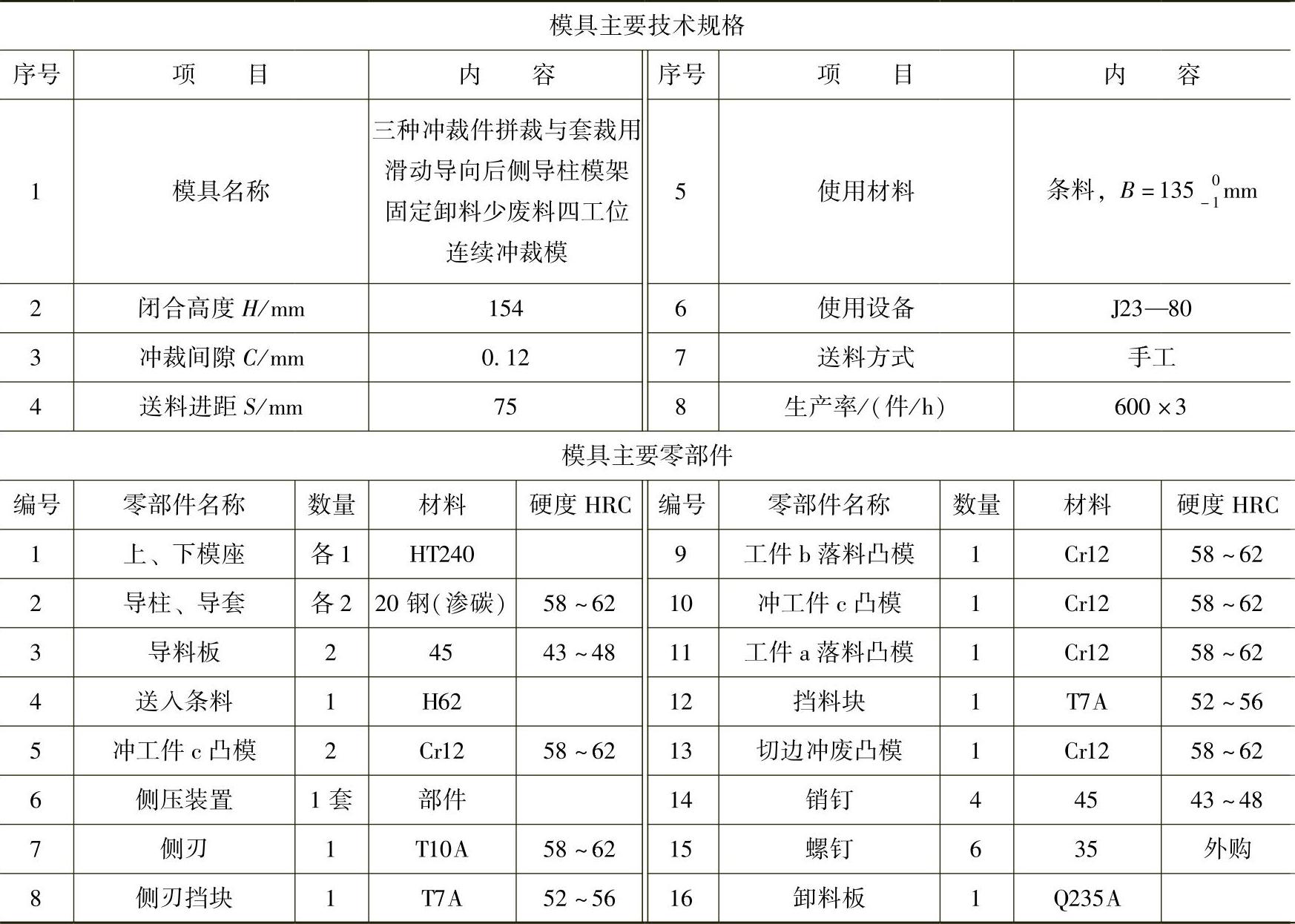
表7-11 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图7-11所示为三种冲裁件拼裁与套裁用滑动导向后侧导柱模架固定卸料少废料冲孔、落料四工位续冲裁模。欲实施套裁和拼裁的平板冲裁件应具备一定的条件,因为无论拼裁还是套裁,都是通过合理拼合或充分利用工艺废料与结构废料,大幅度提高材料利用率,大幅度降低冲裁件生产成本。但是,参与拼裁和套裁的冲裁体,其材质一样,料厚必须相同,产量应基本一致。要进行少无废料冲裁,冲裁件形状应满足无搭边排样的要求。图7-11中冲压件图示出的3个冲裁件基本达到了拼裁与套裁的要求。
冲压工艺根据冲压件形状,采用并排双列,a、b两件都套裁c件,使拼裁与套裁都恰到好处。其冲模结构特点如下:
1)采用滑动导向后侧导柱加强型模架,在加厚模座的基础上,加粗导柱,保证在连续过程中运作平衡,模架刚度大,不变形。
2)用两排四工位,错开布置。利用Ⅱ、Ⅲ工位错行,在第Ⅲ工位切除遗留在材料上的齿型,而后进行a件落料。
3)因冲裁件料厚大,卸料力因齿型会进一步加大,故卸料板应适当加厚,增加强度和刚度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。