



(1)模具图(图8-19)
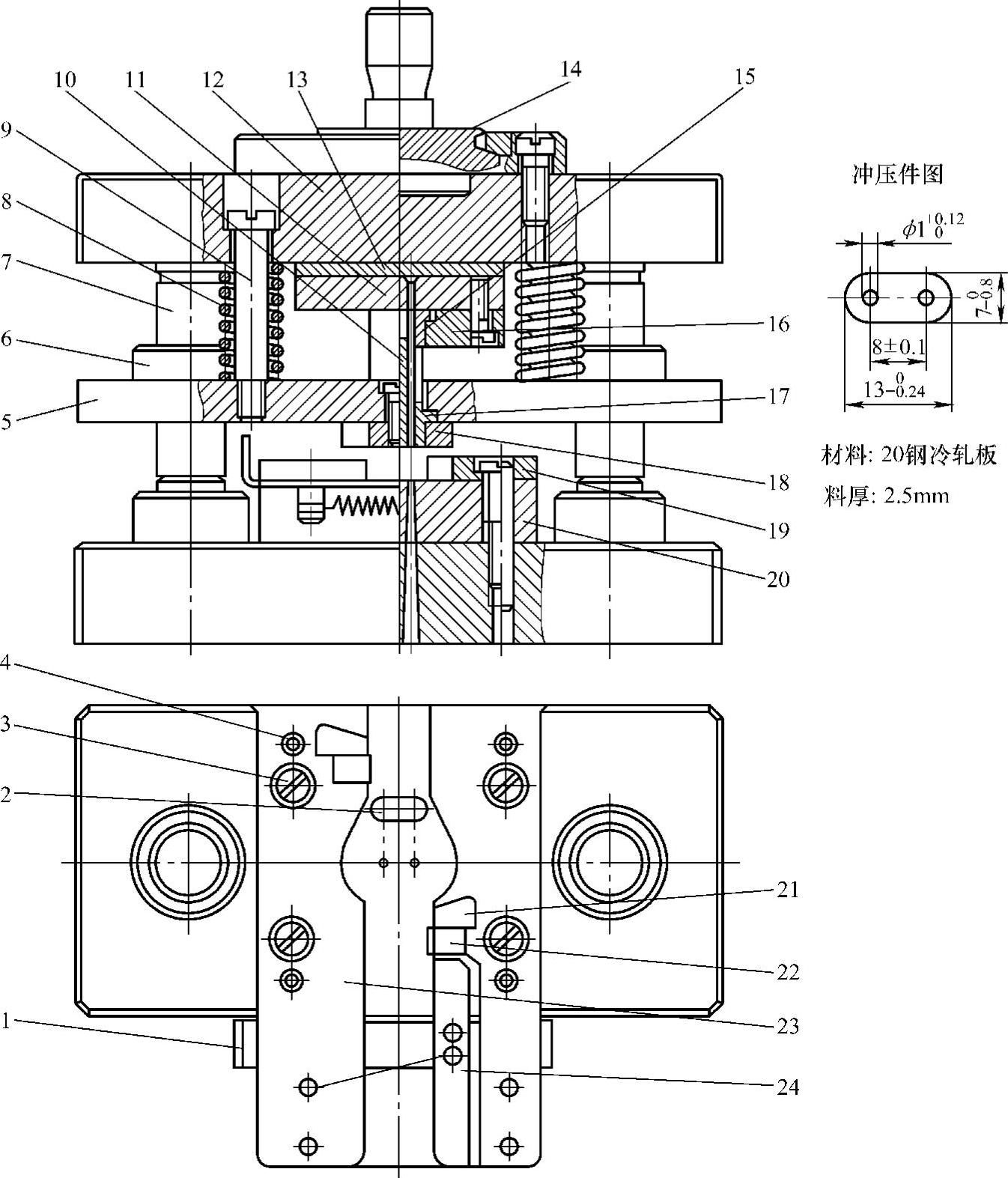
图8-19 底座滑动导向中间导柱模架弹压导板冲深孔、落料二工位连续冲裁模
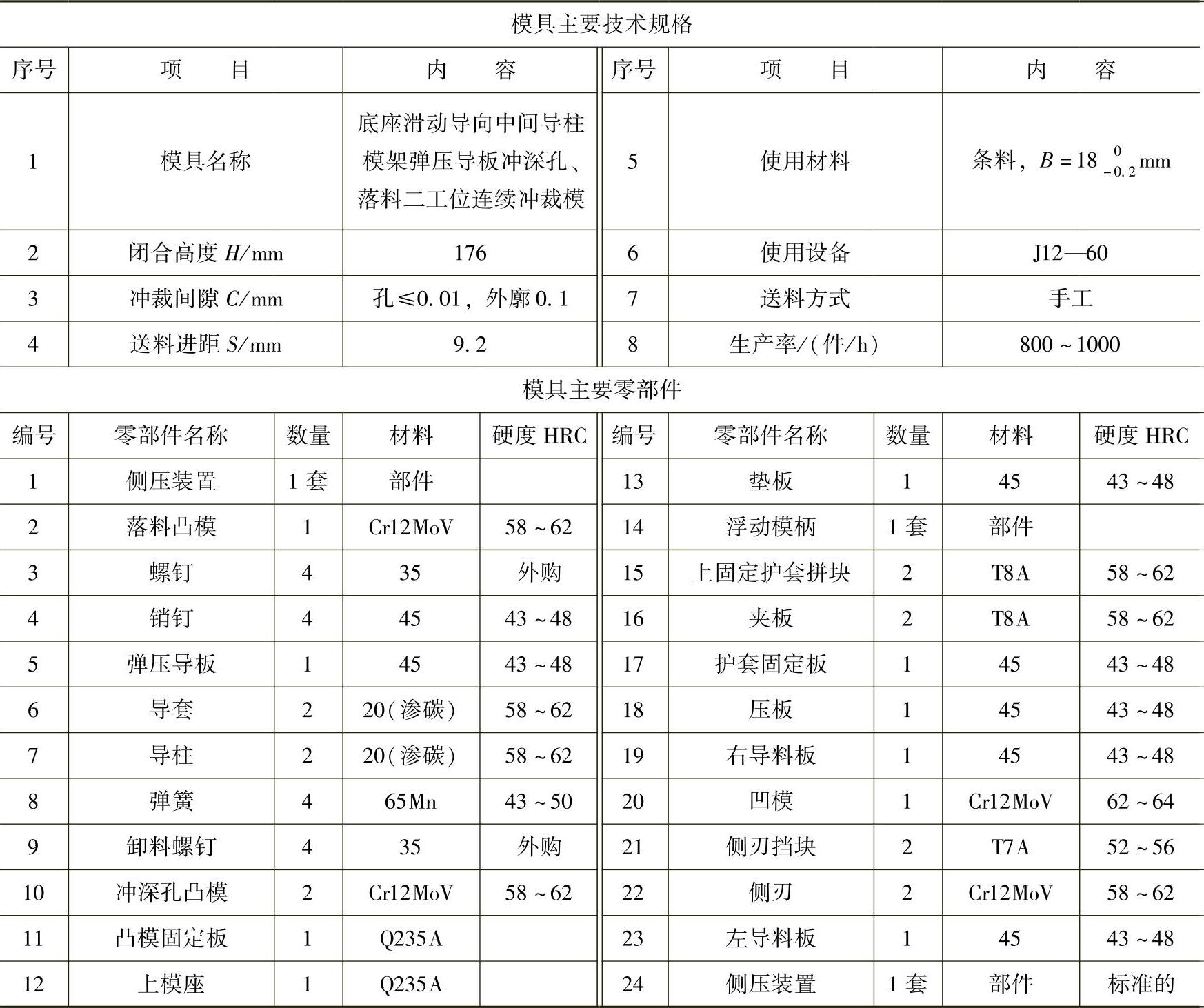
(2)模具主要技术规格及零部件(表8-19)
表8-19 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图8-19所示冲裁模,可用料厚t=2.5mm、料宽B=18mm的20钢冷轧钢板的剪裁条料,在公称压力为600kN的国产J12—60型开式单柱活动台偏心机上大量冲制底座冲压件。该冲模结构上的特点十分突出,而运作过程与普通冲孔、落料二工位连续冲裁模没有区别。
该冲模的凸模在全部长度上均有护套导向,不易折断,因此所冲孔径可小于料厚,压料及卸料力较大,凸、凹模的间隙较小,约为料厚的1%~1.5%,因此,冲出工件的质量较好,尺寸精度高,孔壁垂直,表面光洁而平整。
该模具的导向结构是:凸模固定板11下面紧固一夹板16,三瓣扇形固定护套15固定在夹板上,并以三面夹紧凸模10,一活动护套17装在压板18上,并以间隙配合套住凸模,它的上段开有三个扇形槽与三瓣固定护套形状一致,以便插入夹板内,弹压导板5上装有两个导套6,与固定在上模座上的导柱7配合,起导向作用,使用凸模在整个长度上均有导向。
采用上模座固定导柱,可使凸模修磨时活动套不脱离凸模以保持原来的导向精度,而且这种结构压料板的导套行程小,磨损小,能延长寿命。
这种冲模结构也属于弹压卸料导板式冲模的一种结构形式。由于上、下模座与中间卸料板用导柱穿通导向,形成三板同柱,故整体导向精度高;细长小凸模在特殊护套的全行程保护下运作,不会产生纵弯,只承受压力载荷,可在钢板上冲制d=(0.35~0.5)t的深孔。
该模具还采用浮动模柄,不会因压力机的精度不良而影响模具的精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。