



近年来,随着标准化进程的加快,企业也逐步认识到标准化对企业的重要性,在模具这种单件生产的产品中,正在逐渐推行标准化。其主要原因是专业生产模架等零部件的企业,有完善的工艺装备、由专业人员来从事大批量的生产,既能够保证产品的质量,又能够降低生产成本,这对推广标准件起到了推动作用。采用标准化的零件,如模架、导柱、导套等零部件,能降低模具的制造成本、提高质量。
模具中凸模、凹模、凸凹模等工作零部件刃口尺寸的公差,以前都是依靠设计人员的经验来确定。现在许多企业开始采用标准公差等级(公差数值)来标注公差。其主要原因是计算机绘图查公差表十分容易,同时能够提高零部件的互换性,对于模具的维修十分有利。因此,模具的标准化进程也在加快。本书中的案例,能够使用标准件的零部件,都采用标准件;尺寸公差都采用标准公差。
凹模零件图如图1-14所示。刃口尺寸及公差,应按照计算数值进行标注。加工凹模时,先进行粗加工、精加工,再加工销钉孔、螺纹孔,淬火,然后用线切割机床加工刃口部分,最后进行精磨。
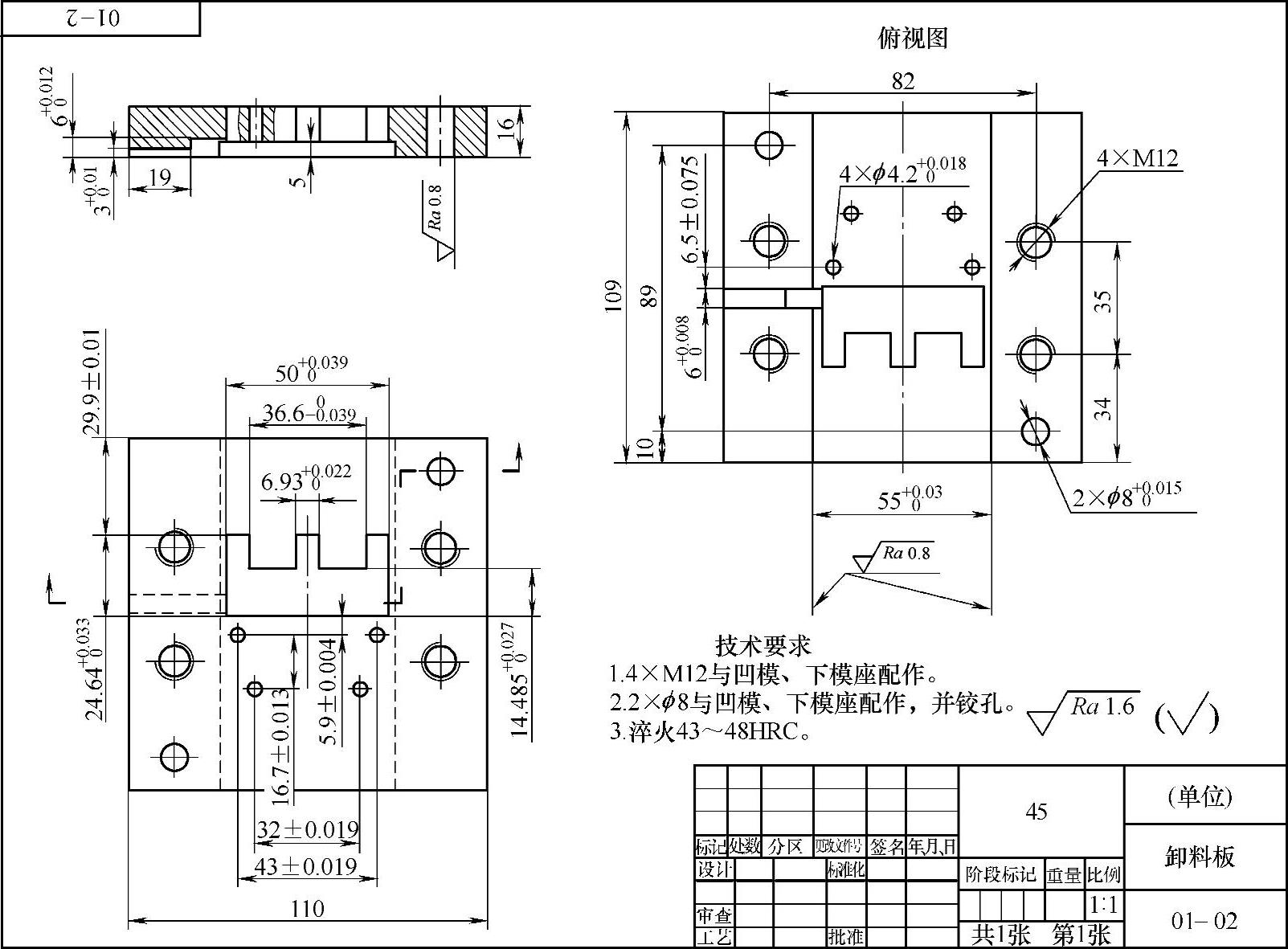
冲压模具一般是单件生产,且精度要求比较高,零部件之间的配合精度是靠销钉孔及销钉的制造与装配精度来保证的。所以,模具的销钉孔一般采用配作的方式进行加工。在模具零件图中,销钉孔在图样中标注公称尺寸,并在技术要求中写上“配作”。这是一种比较常见的方法,如凹模(图1-14)与卸料板(图1-15)对应的销孔及螺纹孔的标注都属于此种方法,凸模固定板(图1-16)与垫板(图1-17)对应的销孔及螺钉孔的表达方法。
模具凸模、凹模刃口是采用分别加工法制造的模具,凸模刃口尺寸及公差、凹模刃口尺寸及公差,分别在图样的对应位置标注;对于采用配合加工法制造的模具,配作的凸模(或凹模),只在对应刃口尺寸部分标注相应的尺寸,不标注公差,但在技术要求中应说明。详见落料凸模(图1-18)与凹模(图1-14)刃口部分尺寸及公差的标注方法,以及冲孔凸模(图1-19)与凹模刃口部分尺寸的标注方法。
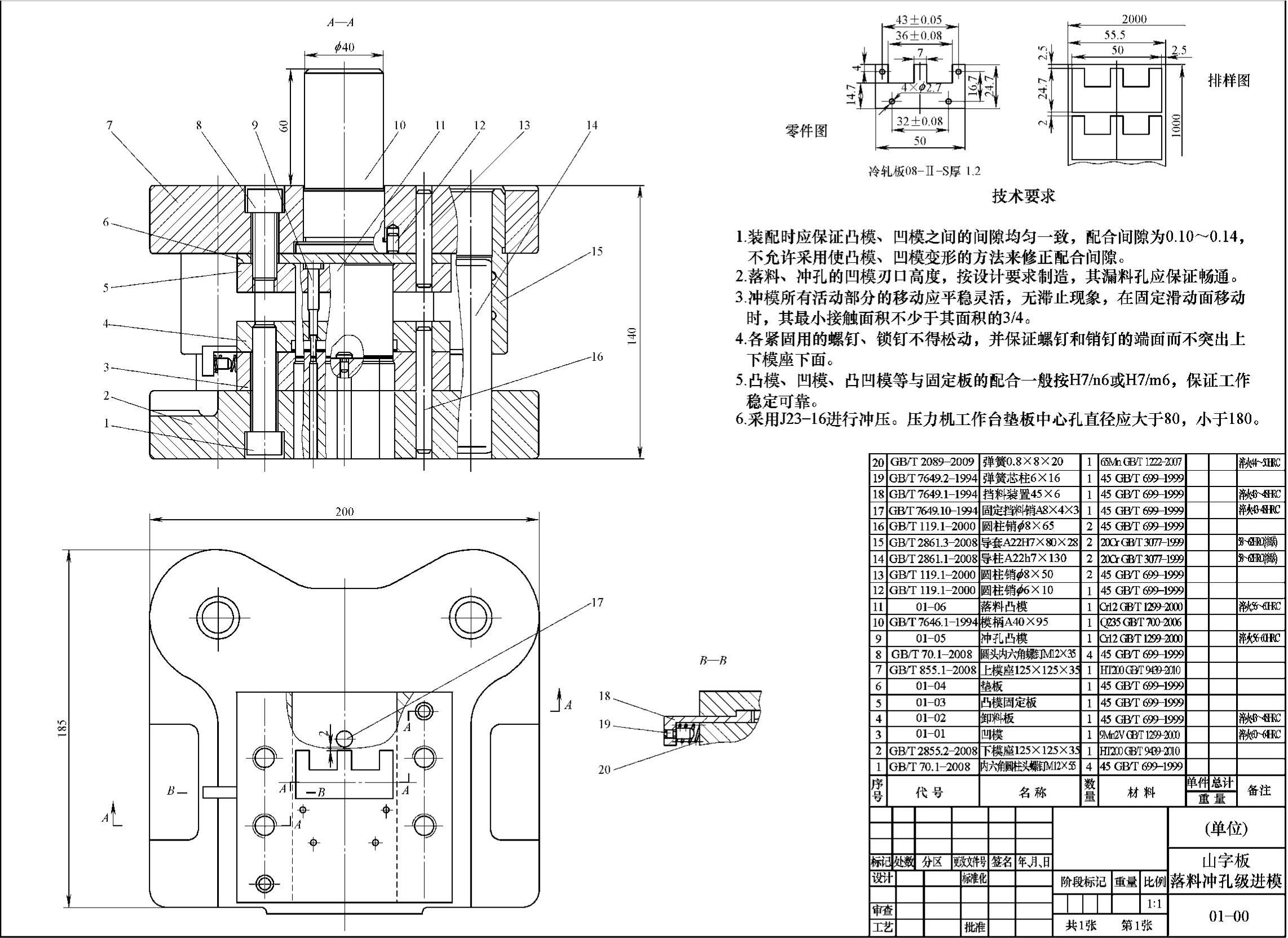
图1-13 山字板冲裁模具装配图
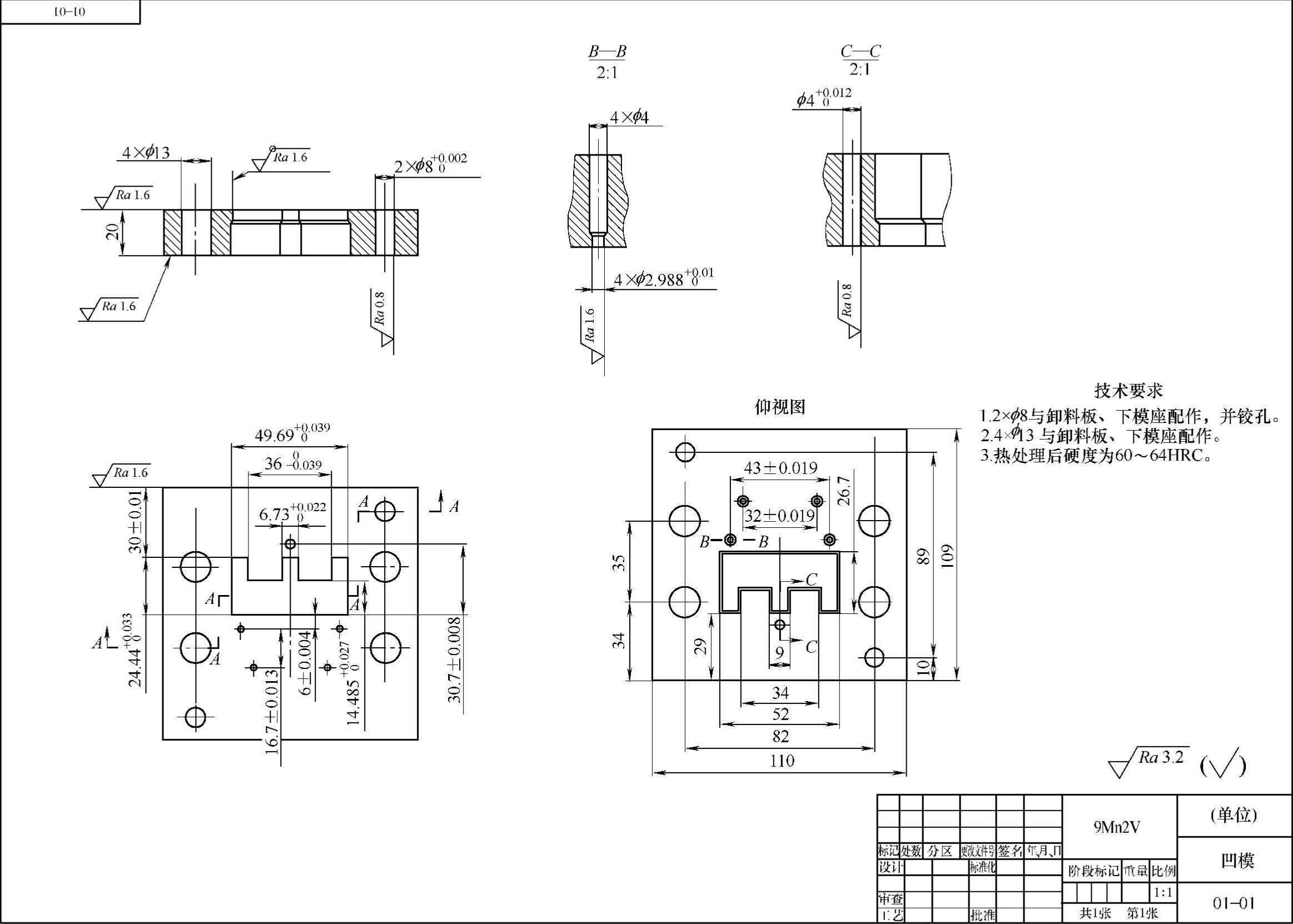
图1-14 凹模
 (https://www.xing528.com)
(https://www.xing528.com)
图1-15 卸料板
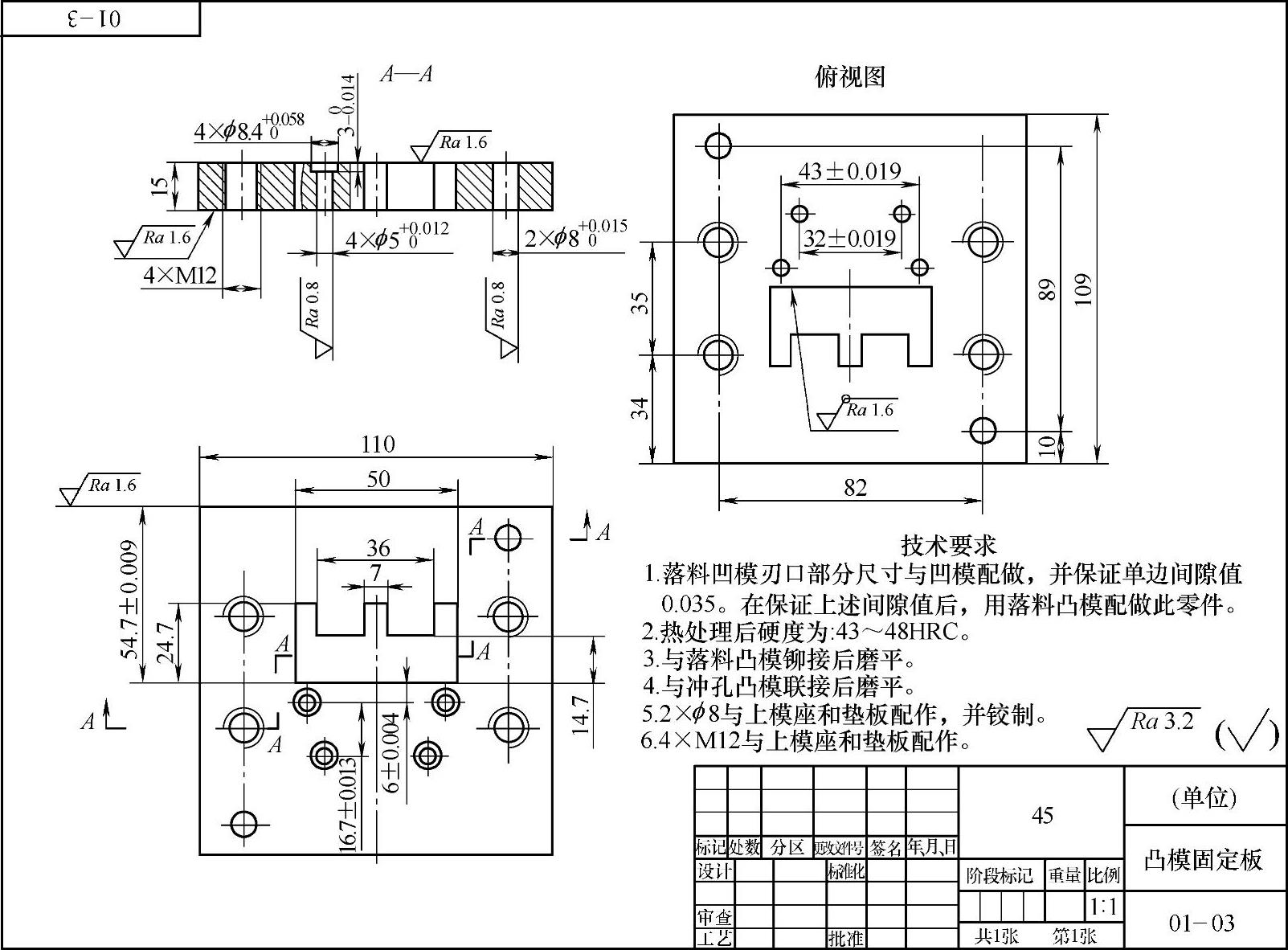
图1-16 凸模固定板
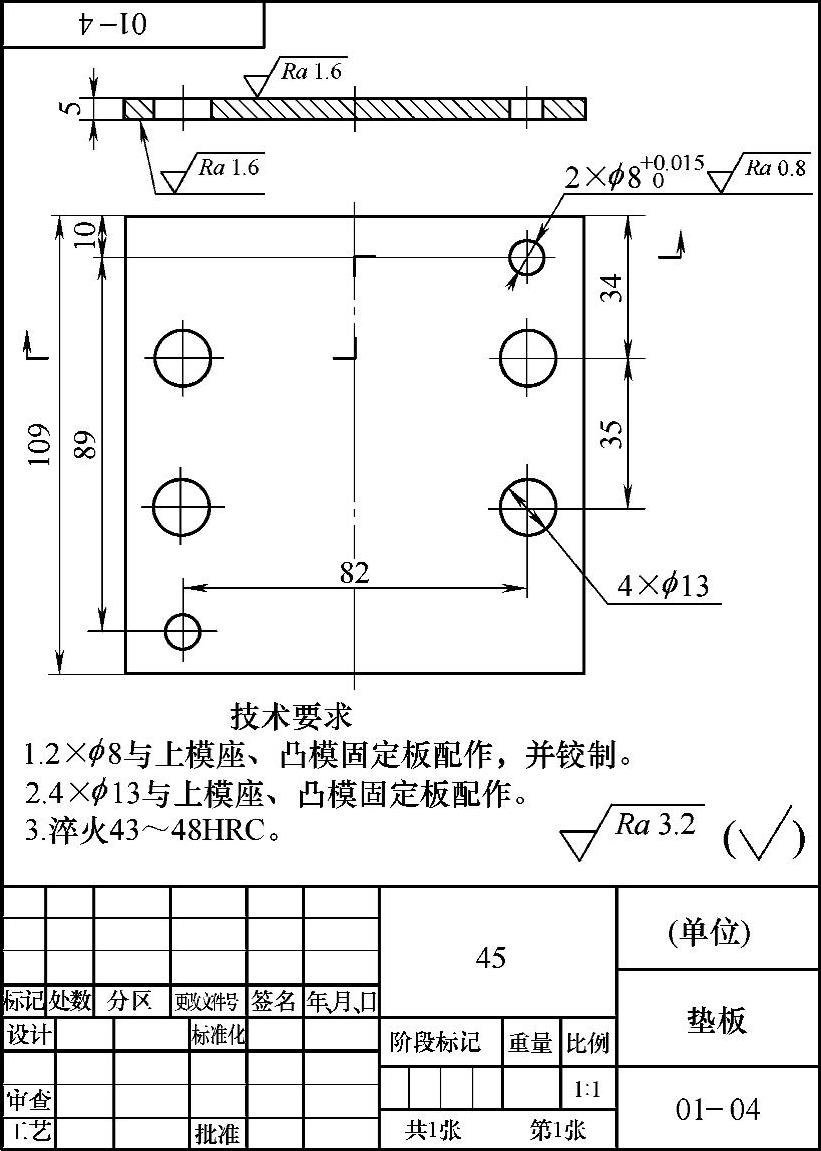
图1-17 垫板
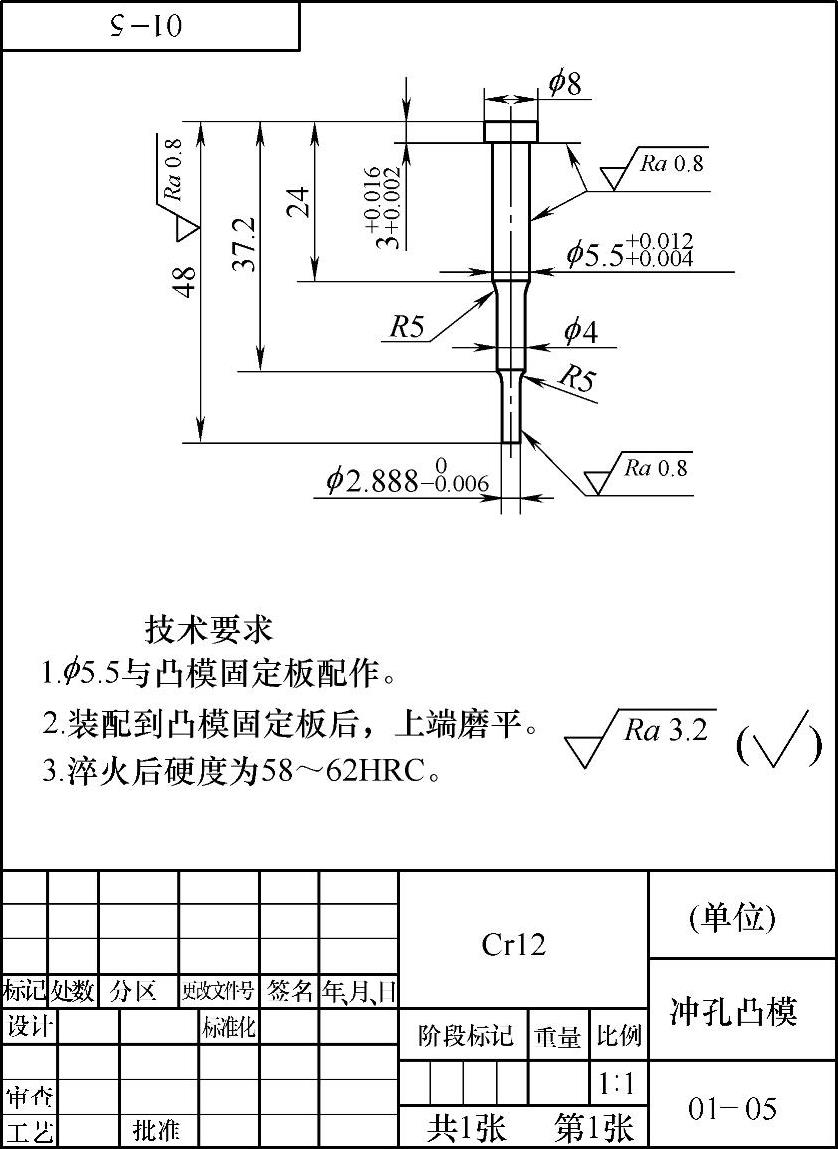
图1-18 冲孔凸模
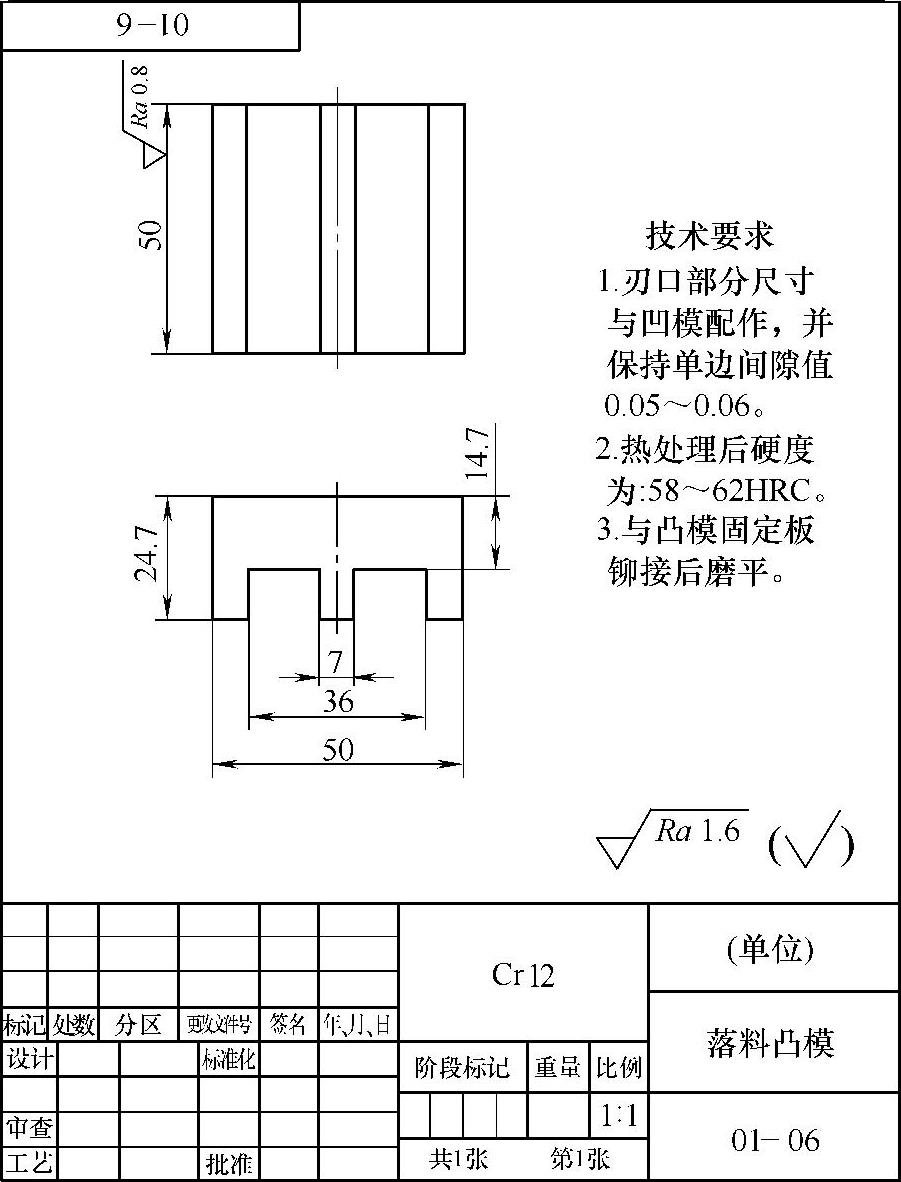
图1-19 落料凸模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。