



1.气割前的准备
(1)场地准备 首先检查工作场地是否符合安全生产的要求,然后将工件垫 。工件下面应留有一定的空隙,以利于氧化铁渣的吹出。工件下面的空间不能封闭,否则会在气割时引起爆炸。工件表面的油污和铁锈要加以清除。
(2)检查切割氧流线(风线)其方法是点燃割炬,并将预热火焰调整好;然后打开切割氧阀门,观察切割氧流线的形状。切割氧流线应为笔直而清晰的圆柱体,并有适当的长度,这样才能使工件切口表面光滑干净,宽度一致。如果切割氧流线形状不规则,应关闭所有的阀门,熄火后用透针或其他工具修整割嘴的内表面,使之光滑无阻。
2.气割工艺参数
影响气割质量和效率的主要气割工艺参数如下:
(1)火焰能率 预热火焰能率用可燃气体每小时消耗量(L/h)表示,它由割炬型号及割嘴号码的大小来决定。割嘴孔径越大,火焰能率也就越大。
火焰能率的大小应根据工件厚度恰当地选择。火焰能率过大,使割缝边缘产生连珠状钢粒,甚至边缘熔化成圆角,同时背面有粘附的熔渣,影响气割质量;火焰能率过小,割件得不到足够的热量,气割过程易中断,而且切口表面不整齐。
(2)氧气压力 氧气压力应根据工件厚度、割嘴孔径和氧气纯度选定。氧气压力过低时,金属燃烧不完全,切割速度降低,同时氧化物吹除不干净,甚至割不透;氧气压力过高时,过剩的氧气会对切割金属起冷却作用,使气割速度和表面质量降低。一般情况下,割嘴和氧气纯度都已选定,则割件越厚,切割时所使用的氧气压力越高。
(3)气割速度 气割速度必须与切口整个厚度上金属的氧化速度相一致。气割速度过小,会使切口边缘熔化,切口过宽,割薄板时易产生过大的变形;气割速度过大,则会造成切口下部金属不能充分燃烧,出现割纹深度增大的现象,甚至割不透。手工气割时,合理的气割速度可通过试割来决定。一般以不产生或只有少量后拖量的情况为宜。
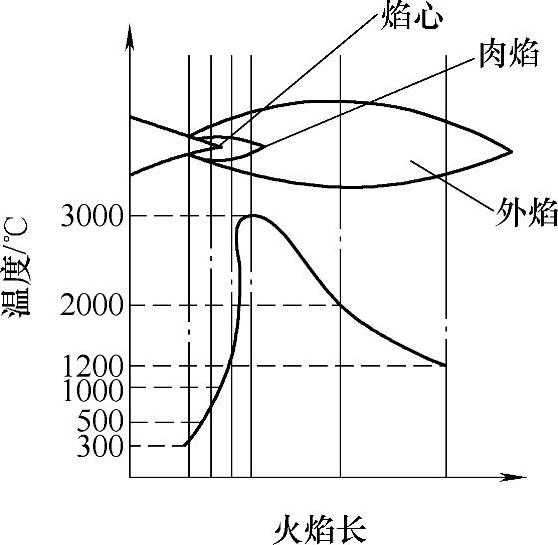
(4)预热火焰 氧乙炔气割时的预热火焰,根据氧气和乙炔气的混合比不同,分为碳化焰、氧化焰、中性焰三种。气割采用的是氧气和乙炔气比例适中、火焰中两种气体均无过剩的中性焰或轻微氧化焰,在切割过程中要随时观察和调整火焰,以防止发生碳化焰。中性焰的温度沿轴线分布的情况如图3-21所示,其最高温度可达3000℃左右,且对高温金属氧化或碳化作用极小。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-21 中性焰的温度分布
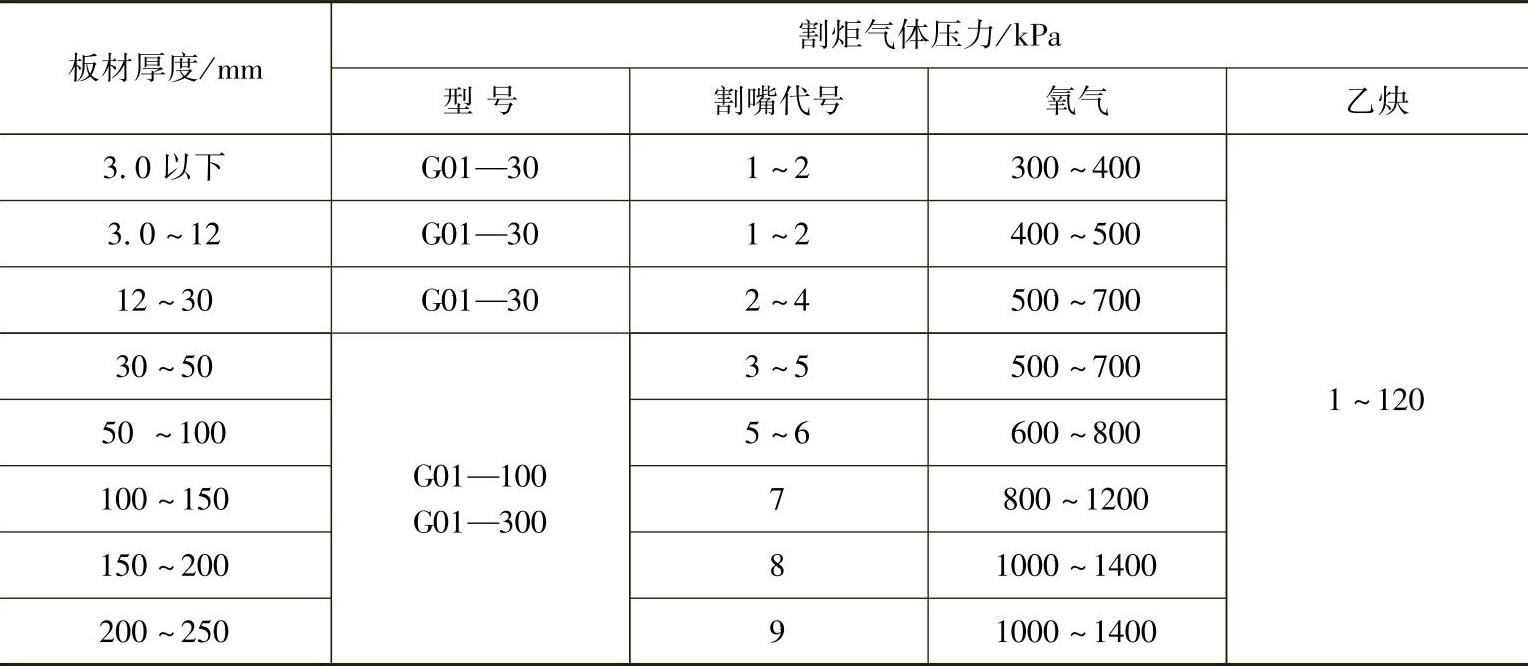
手工气割有关工艺规范的确定,可参考表3-1。
表3-1 手工气割工艺规范
3.气割操作
气割操作时,首先点燃割炬,随即调整好预热火焰,然后进行切割。
开始气割时,先预热钢板的边缘至略呈红色,将火焰局部移出边缘线以外,同时慢慢打开切割氧阀门。待预热的红点在氧流中被吹捧时,应迅速开大切割氧阀门。当有氧化铁渣随氧流一起飞出时,证明已割透,即可按预定速度进行切割。
在切割过程中,有时因割嘴过热或氧化铁渣的飞溅,使割嘴堵住或乙炔供应不及时,割嘴头部处产生鸣爆并发生回火现象。这时应迅速关闭预热氧和切割氧阀门,阻止氧气倒流入乙炔管内,使回火熄灭。若此时割炬内仍然发出“嘶嘶”的响声,说明割炬内回火尚未熄灭,应迅速将乙炔阀门关闭或拔下割炬上的乙炔软管,使回火的火焰气体排出。处理完毕,应先检查割炬的射吸能力,然后方可重新点燃割炬,继续切割。
切割临近终点时,嘴头应略向切割前进的反方向倾斜,使钢板的下部提前割透,以求收尾时割缝整齐。当到达终点时,应迅速关闭切割氧阀门,并将割炬抬起,再关闭乙炔阀门,最后关闭预热氧阀门。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。