



弯形加工是指被弯曲材料按规定的加工要求发生塑性变形。而被弯曲材料自身,又有一定的变形特点。因此,为获得良好的弯形件,就必须了解被弯曲材料的变形特点对弯形加工的影响,以求能正确、合理地确定弯形加工方法和工艺参数。
钢材弯曲变形特点对弯形加工的影响主要有以下4个方面:
1.弯形力
弯形是使被弯曲材料发生塑性变形,而塑性变形只有在材料内应力超过其屈服点时,才会发生。因此,无论采用何种弯形方法,其弯形力都必须能使被弯曲材料的内应力超过其屈服点。
实际弯形力的大小,要根据材料的力学性能、弯形方式和性质、弯形件形状等多方面因素来确定。
2.弹复现象
弯形时,材料的变形由弹性变形过渡到塑性变形,通常材料在发生塑性变形时,总还有部分弹性变形存在。弹性变形部分在卸载(除去外弯矩)时,要恢复原态,便弯曲材料内层被压缩的金属又有所伸长,外层被拉伸的金属又有所缩短,结果使弯形件的曲率和角度发生了变化,这种现象叫做弹复。弹复现象的存在,直接影响弯形件的几何精度,在弯形加工中必须加以控制。
影响弹复的因素如下:
(1)材料的力学性能 材料的屈服点越高,弹性模量越小,加工硬化越激烈,弹复也越大。
(2)材料的相对弯形半径r/δr/δ越大,材料的弹复程度越大,反之,则弹复程度越小。
(3)弯形角α 在弯形半径一定时,弯形角α越大,表示变形区的长度越大,弹复也越大。
(4)其他因素 零件的形状、模具的构造、弯形方式及弯形力的大小等,对弯形件的弹复也有一定的影响。
影响弯形弹复的因素很多,到目前为止,还无法用公式准确地计算出各种弯形条件下的弹复值,生产中多靠对各种弯形加工条件的综合分析及实际经验来确定弹复值。批量弯形加工时,则需要经试验确定。(https://www.xing528.com)
3.最小弯形半径
材料在不发生破坏的情况下,所能弯曲的最小曲率半径,称为最小弯形半径。材料的最小弯形半径是材料性能对弯形加工的限制条件。采用适当的工艺措施,可以在一定程度上改变材料的最小弯形半径。
影响最小弯形半径的因素如下:
(1)材料的力学性能 材料的塑性越好,其允许变形程度越大,则最小弯形半径越小。
(2)弯形角α 在相对弯形半径r/δ相同的条件下,弯形角α越小,材料外层受拉伸的程度越小,而不易开裂,最小弯形半径可以小些;反之,弯形角α越大,最小弯形半径也应增大。
(3)材料的方向性 轧制的钢材形成各向异性的纤维组织,钢材平行于纤维方向的塑性指标大于垂直于纤维方向的塑性指标。因此,当弯曲线与纤维方向垂直时,材料不易断裂,弯形半径可以小些。零件弯曲线与钢材纤维方向的关系如图4-46a和图4-46b所示。当弯形件有两个相互垂直的弯曲线,弯形半径又较小时,应按图4-46c所示的方式排料。
(4)材料的表面质量与剪断面质量 当材料的剪断面质量与表面质量较差时,弯形时易造成应力集中,使材料过早破坏,这种情况下应采用较大的弯形半径。
(5)其他因素 材料的厚度和宽度等因素也对其最小弯形半径有影响。例如,薄板料和窄板料可以取较小的弯形半径。
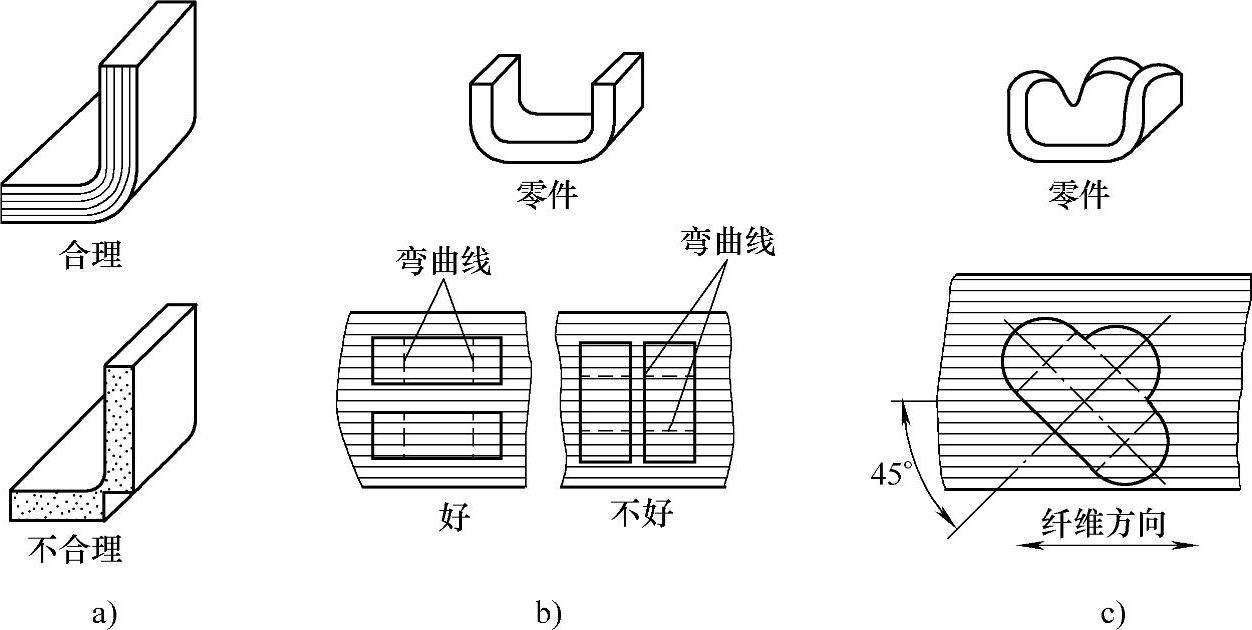
图4-46 材料纤维方向与弯曲线的关系
4.横截面变形
如前所述,弯形过程中,材料的横截面也要发生变化,其变化过程主要与相对弯形半径、横截面几何特征及弯形方式等因素有关。当弯形程中材料横截面形状变化较大时,也会影响弯形件的质量。例如,窄板弯形时出现如图4-47a所示的畸变,弯制扁钢圈时出现内侧变厚、外侧变薄,如图4-47a所示;弯管时则出现椭圆截面,如图4-47b所示。在这些情况下,就需采用一些特殊的工艺措施来限制横截面的变形,以保证弯形件的质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。