



如图4-71所示板料折角弯曲工件图。
1.考前准备:
(1)工具 划针、钢直尺、钢卷尺、石笔、锤子、錾子、锉刀等。
(2)备料 Q235A钢板,δ=4mm。
(3)设备 台虎钳(折边机)。
2.考核要求
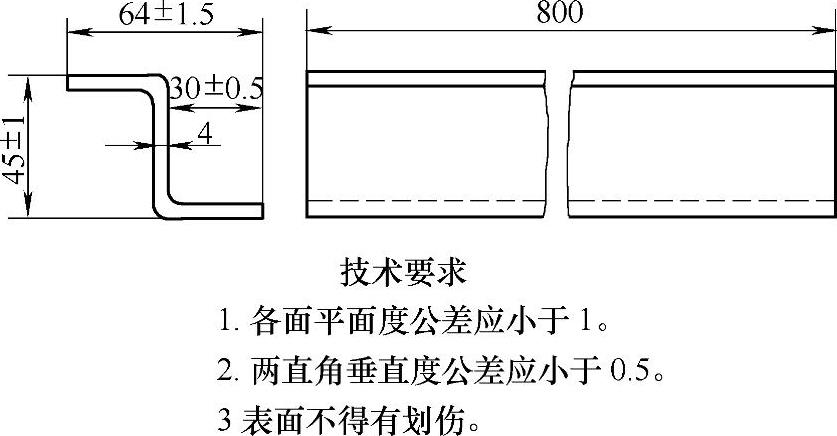
图4-71 板料折角弯曲工件图
1)正确计算料长。
2)确定折弯线并成形。
3)操作时间为60min。
3.操作工艺
1)准备平台、压铁、规铁(压铁、规铁均可用厚钢板制成,棱角与弯曲件角度相同)以及大锤、平锤、手锤等工具和用具。
2)将板料放在平台规铁上,上面放置压铁,用羊角卡(见图4-72)卡紧。注意使板料的弯曲线和规铁、压铁的棱边重合。
3)锤击板料两端,使之弯成一定角度,以便定位(见图4-73)。这样,板料在以后连续锤击中将不会错位。
4)从一端开始,一点接着一点地向另一端移动锤击。锤击力不可过重,要求的弯曲角度要分多次锤击而成,以免板料局部拉伤或产生过度伸长变形。锤击过程中,要注意随时敲紧羊角卡使其不松动。图4-74所示为锤击位置及方式。
5)角度基本弯曲后,应垫上平锤再敲击一遍,使工件更加平直。
6)第一折角弯成后,翻转工件,再按上述方法弯曲第二折角。
7)工件弯曲成形后,要按技术要求检查弯曲件质量。(https://www.xing528.com)
①用钢板尺立放在工件表面上,检查工件各面的平面度(见图4-75)。
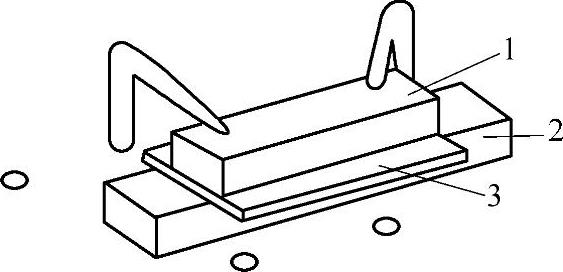
图4-72 弯折角时卡板料
1—压铁 2—平台 3—板料
②用样板检查工件角度(见图4-76)。
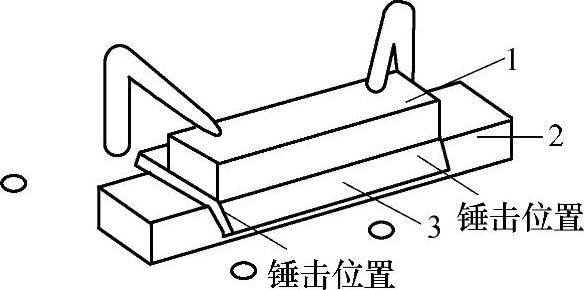
图4-73 弯两端以定位
1—压铁 2—平台 3—板料
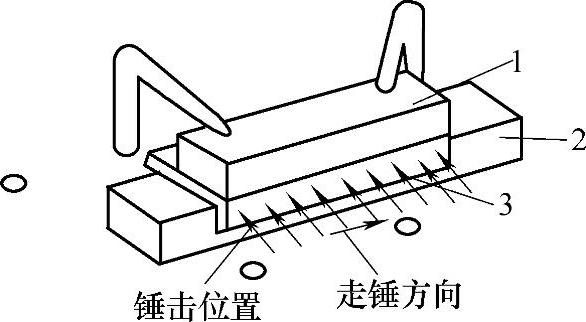
图4-74 锤击位置及方式
1—压铁 2—平台 3—板料
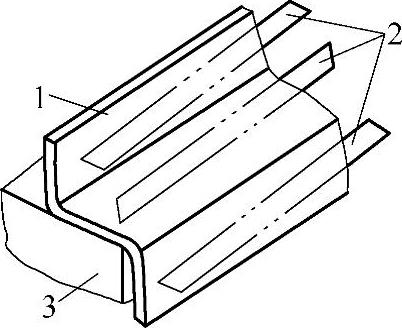
图4-75 检查工件平面度
1—工件 2—钢直尺 3—平台
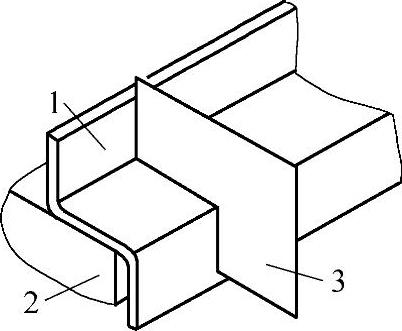
图4-76 检查工件角度
1—工件 2—平台 3—样板
8)清理检查交件。加工完毕检查工号等填写是否标准,清理场地后交件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。