



采用机械矫正法矫正板材的变形一般在多辊矫平机上进行,但有时也可利用液压机或其他设备进行矫正。
1.多辊矫平机矫正
矫平机的工作部分由上下两列轴辊组成,如图6-1所示,通常有5~11个工作轴辊。下列为主动辊,通过轴承和机体连接,由电动机带动旋转,但位置不能调节。上列为从动辊,可通过手动螺杆或电动升降装置作垂直调节,来改变上下辊列间的距离,以适应不同厚度钢板的矫正。工作时钢板随着轴辊的转动而啮入,在上下轴辊间方向相反力的作用下,钢板产生小曲率半径的交变弯曲。当应力超过材料的屈服点时产生塑性变形,使板材内原长度不相等的纤维,在反复拉伸与压缩中趋于一致,从而达到矫正的目的。
根据轴辊的排列形式和调节轴位置的不同,常用的矫平机有以下两种:
(1)辊列平行矫平机 当上下辊列的间隙略小于被矫正钢板的厚度时,钢板通过后便产生反复弯曲。上列两端的两个轴辊为导向辊,不起弯曲作用,只是引导钢板进入矫正辊中,或把钢板导出矫正辊,如图6-1a所示。由于导向辊受力不大,故直径较小。导向辊可单独上下调节,导向辊的高低位置应能保证钢板的最后弯曲得以调平。有些导向辊还做成能单独驱动的形式。通常钢板在矫平机上要反复来回滚动多次,才能获得较高的矫正质量。
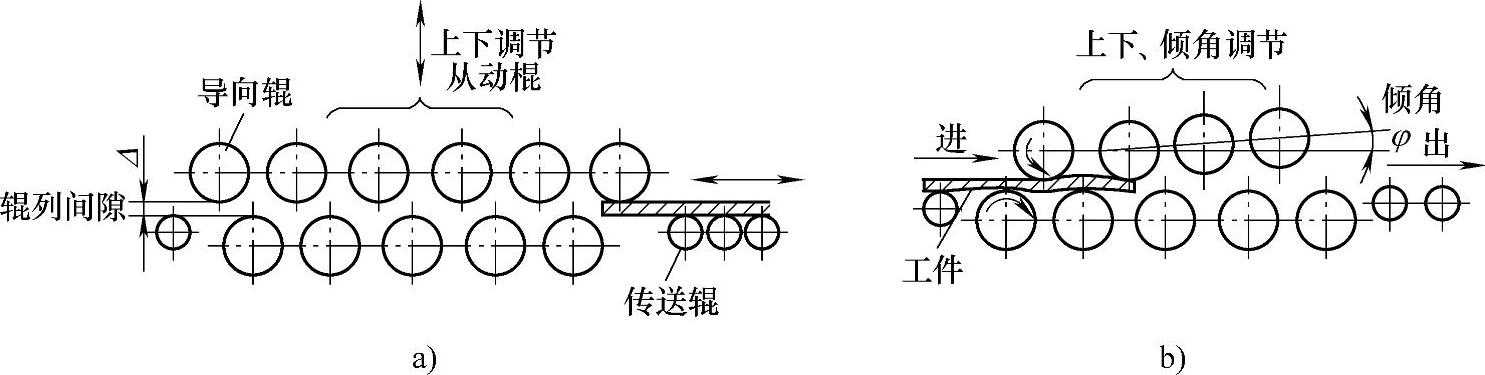
图6-1 多辊矫平机
a)上下辊列平行矫平机 b)上辊列倾斜矫平机
(2)上辊列倾斜矫平机 上下两辊列的轴心线形成很小的夹角φ,上辊除能做升降调节外,还可借助转角机构改变倾角,使上下辊列的间隙向出口端逐渐增大,如图6-1b所示。当钢板在辊列间通过时,弯曲曲率逐渐减小,到最后一个轴辊前,钢板的变形已接近于弹性弯曲,因此不必装置可单独调节的导向辊。矫正时,头几对轴辊进行的是钢板的基本弯曲,继续进入时其余各对轴辊对钢板产生拉力。这附加的拉力能有效地提高钢板的矫正效果。此类矫平机多用于薄钢板的矫正。
一般来说,钢板越厚,矫正越容易。薄板容易变形,矫正起来比较困难。厚度在3mm以上的钢板,通常在五辊或七辊矫平机上矫平;厚度在3mm以下的薄板,必须在九辊、十一辊或更多辊矫平机上矫平。
凹凸变形严重的钢板,可以根据其变形情况,选择大小和厚度合适的低碳钢板条(厚度为0.5~1.0mm),垫在需加大拉伸的部位,以提高矫平效果。(https://www.xing528.com)
钢板零件由于剪切时挤压或气割边缘时局部受热而产生变形,需进行二次矫正。这时,只要把零件放在被用作垫板的平整厚钢板上,通过多辊矫平机,然后将零件翻转180°再通过轴辊碾压一次即可矫平。此时上下辊的间隙应等于垫板同零件厚度之和。
2.液压机矫正
在缺少专用钢板矫平机时,厚板的弯曲变形也可以在液压机上进行矫正。矫正时,应使钢板的凸起面向上,并用两条相同厚度的扁钢在凹面两侧支承工件。工件在外力作用下发生塑性变形,达到矫正的目的,如图6-2所示。施加外力时,钢板应超过平直状态(略呈反向变形),使外力去除后钢板回弹而矫平。当工件受力点下面空间间隙较大时,应放置垫铁,其厚度应略小于两侧垫板的厚度。若钢板的变形比较复杂时,应先矫正扭曲变形,后矫正弯曲变形,这时要适当改变垫铁和施加压力的位置,直至矫平为止。
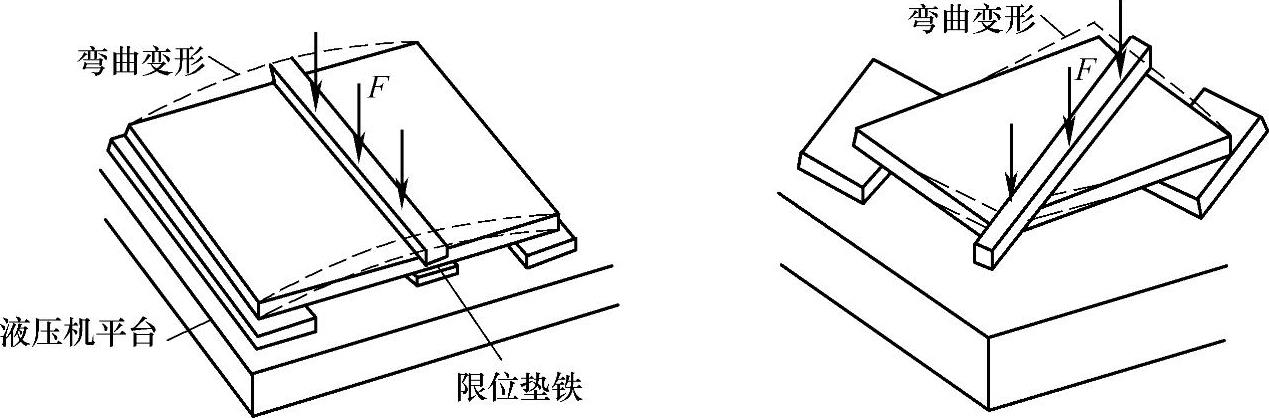
图6-2 在液压机上矫正厚板
3.碾压滚轮矫正
在实际生产中,有时会遇到薄板拼接的工作。由于薄板的刚度较差,易失稳,因此薄板拼接后容易产生波浪变形。对于薄板的波浪变形可用专门的碾压滚轮矫正,如图6-3所示。由于这种变形是由焊缝的纵向收缩引起的,用滚轮施加一定的压力在焊缝上来回反复的碾压,可以使焊缝及其附近的金属延展伸长,从而消除拼接薄板的波浪变形。
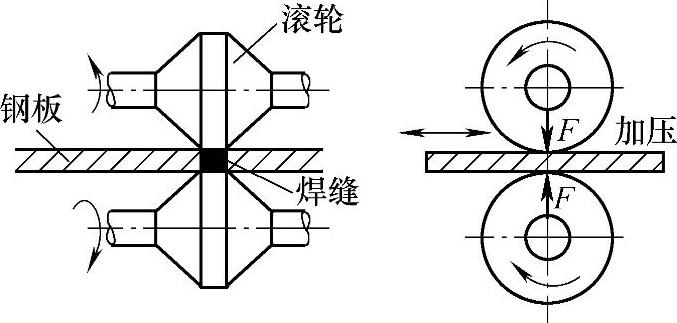
图6-3 滚碾法矫正拼接板变形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。