



为防止工件在热变形加工后的冷却过程中因氢呈气态析出而形成发裂(白点),在形变加工完结后直接进行的退火,其目的是使氢扩散到工件之外,这种退火称为预防白点退火,也称为去氢退火。
由于这种退火工艺往往和热变形加工后的一次或多次重结晶退火、正火以及高温回火相结合,因而退火后还能起到改善组织、消除应力、降低硬度、细化晶粒的目的。
预防白点退火主要适用于大型碳钢、低合金钢、高合金钢锻件。
1.准备工作
为确保退火质量,在实施本工艺前应核实一些项目,并做好准备工作。
(1)工件 可参照本章1.1.1节均匀化退火的准备工作进行。
(2)设备 可参照本章1.1.1节均匀化退火的准备工作进行。但在正常装炉量情况下,炉内有效加热区的温度允许偏差应调节控制在±20℃范围内。
(3)测温仪表及温控装置 可参照本章1.1.1节均匀化退火的准备工作进行。
(4)工夹具 可参照本章1.1.1节均匀化退火的准备工作进行。
2.装炉
可参照本章1.1.1节均匀化退火的装炉要求进行。
3.工艺规范
(1)工艺要点 溶解于固溶体中的氢是造成钢中出现白点缺陷的主要危险,而用退火的方法可以使固溶氢脱溶。由于氢在α-Fe中的溶解度小,扩散系数大,而且,氢在α-Fe中的溶解度随温度降低而下降,为此,去氢工艺应按下述原则确定:
1)锻后应尽快冷却到珠光体转变速度最高的温度范围(即等温转变图上鼻尖温度区),以尽快获得铁素体与碳化物的混合组织。
2)重新加热到低于下临界温度Ac1的较高温度(≈650℃)保温。
3)高合金钢锻后预先重结晶退火、正火,不仅能改善组织、细化晶粒,而且能使氢的分布均匀,有利于氢的扩散析出。
4)可与高温回火合并进行。
5)应控制好加热温度与保温时间。
6)冷却速度应足够缓慢,不仅有利于氢的排除,也能减少工件的残留应力。
(2)工艺方法
1)对白点敏感较轻的碳素结构钢、低碳低合金钢(例如15、20、35、45、55、40Mn、50Mn、12~20CrMo、20Cr、20MnMo、20MnSi等)以及对白点敏感中等的中碳低合金钢、马氏体不锈钢(例如35CrMo、40Mn2、40Cr、42CrMo、35SiMn、30CrMnSi、35SiMnMo、42MnMoV、34CrMo1A、12Cr13、20Cr13、30Cr13等),常采用的工艺有:
①等温炉冷法。即锻件锻后尽快冷却到620~660℃长时间保温后,炉冷到300~500℃出炉空冷。
对于碳钢:保温时间按3h/100mm计算。保温后,以50~60℃/h速度冷却到400~500℃后出炉空冷。
对于低合金钢:保温时间按6~7h/100mm计算。保温后,以50~60℃/h速度冷却到300~400℃后出炉空冷。
②正火及高温回火法(去氢与高温回火结合进行)。即锻件锻后,立即重新加热进行正火,然后再高温回火。工艺方法有热装炉正火及冷装炉正火两种。
热装炉正火法,其工艺曲线见图1-1。
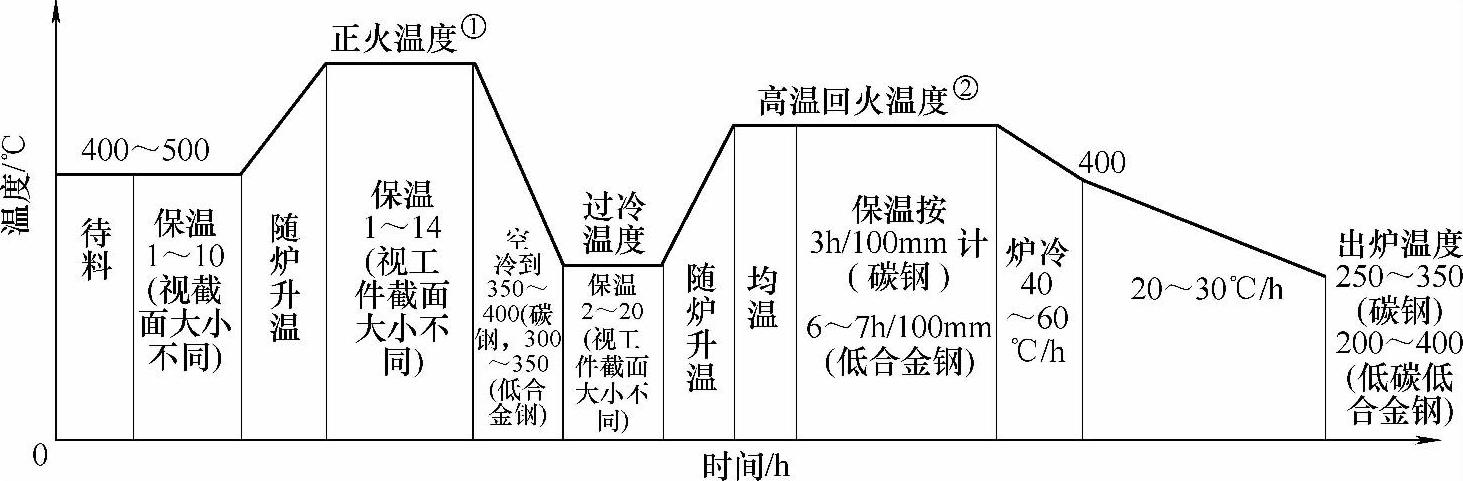
图1-1 热装炉正火法
①正火温度视钢材而定。
②高温回火温度对于大多数钢材为620~660℃。如果考虑性能方面的要求,可将下限放宽到560~580℃。
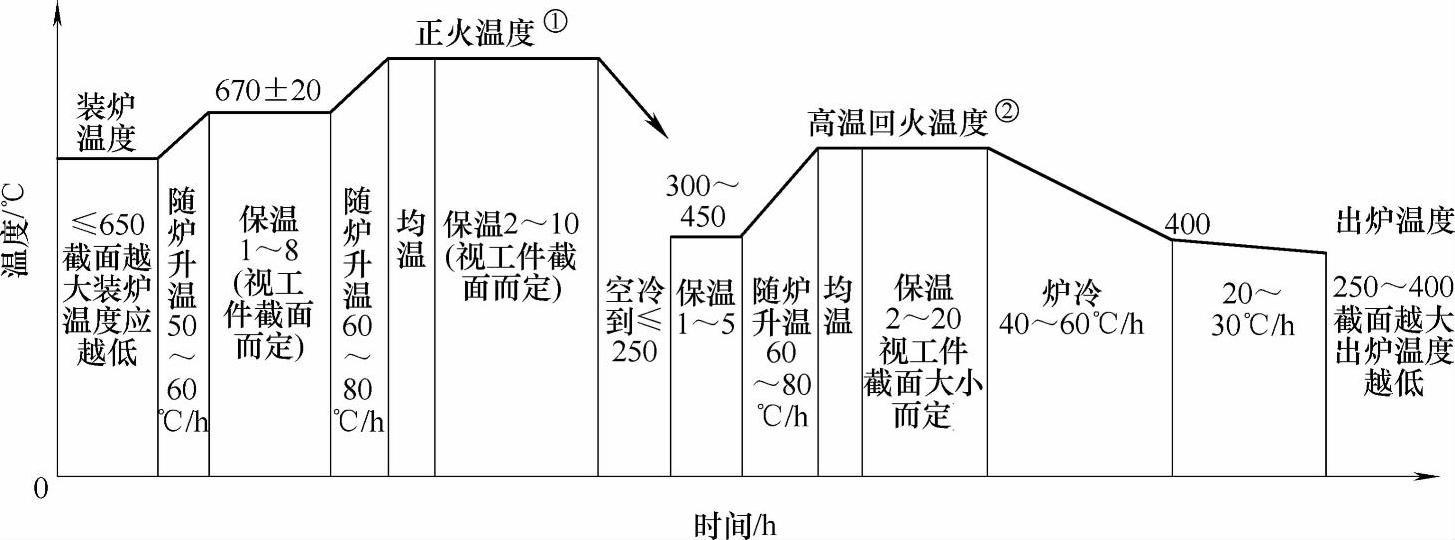
冷装炉正火法,其工艺曲线见图1-2。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-2 冷装炉正火法
①正火温度视钢材而定。
②高温回火温度对于大多数钢材为620~660℃。如果考虑性能方面的要求,可将下限放宽到560~580℃。
2)对白点敏感严重的中、高碳镍铬合金钢、高镍合金钢(例如40CrNi、34CrNi1Mo、5CrNiMo、70Cr3Mo、9Cr2Mo、12CrNi3MoV、18Cr2Ni4WA、34CrNi3Mo、26Cr2Ni4MoV等),常采用的工艺有:
①起伏等温退火法。具体工艺曲线见图1-3。
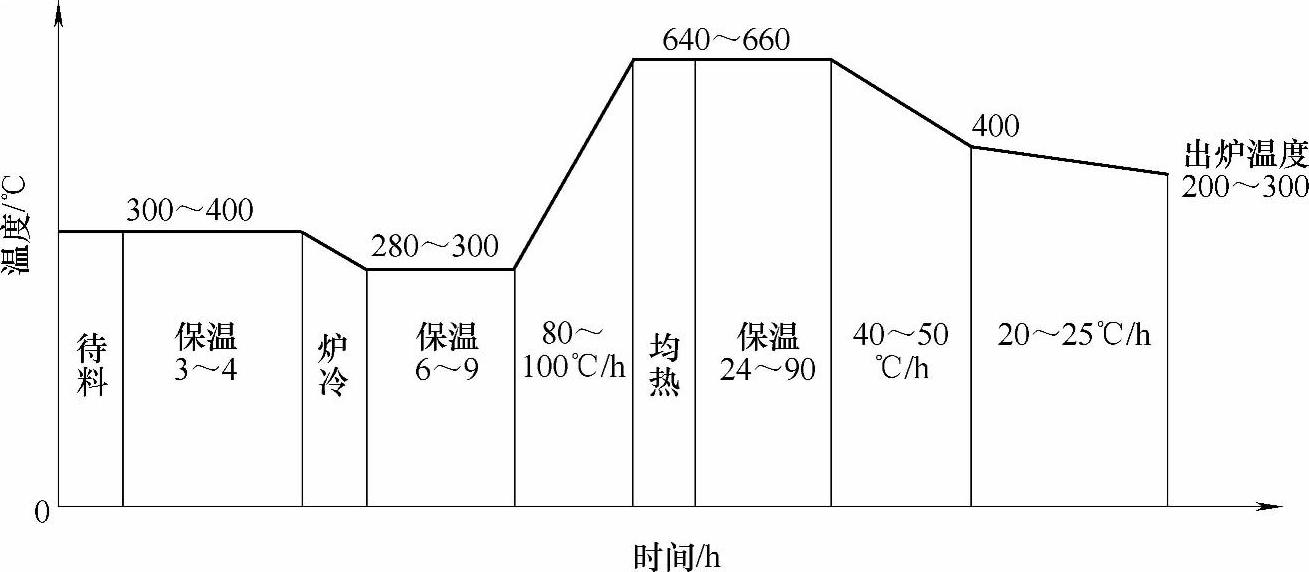
图1-3 起伏等温退火法
注:640~660℃的保温时间一般为20~40h;对白点特别敏感的高镍钢为50~90h。
②热装炉正火并高温回火法(去氢与高温回火结合进行),具体工艺曲线见图1-4。
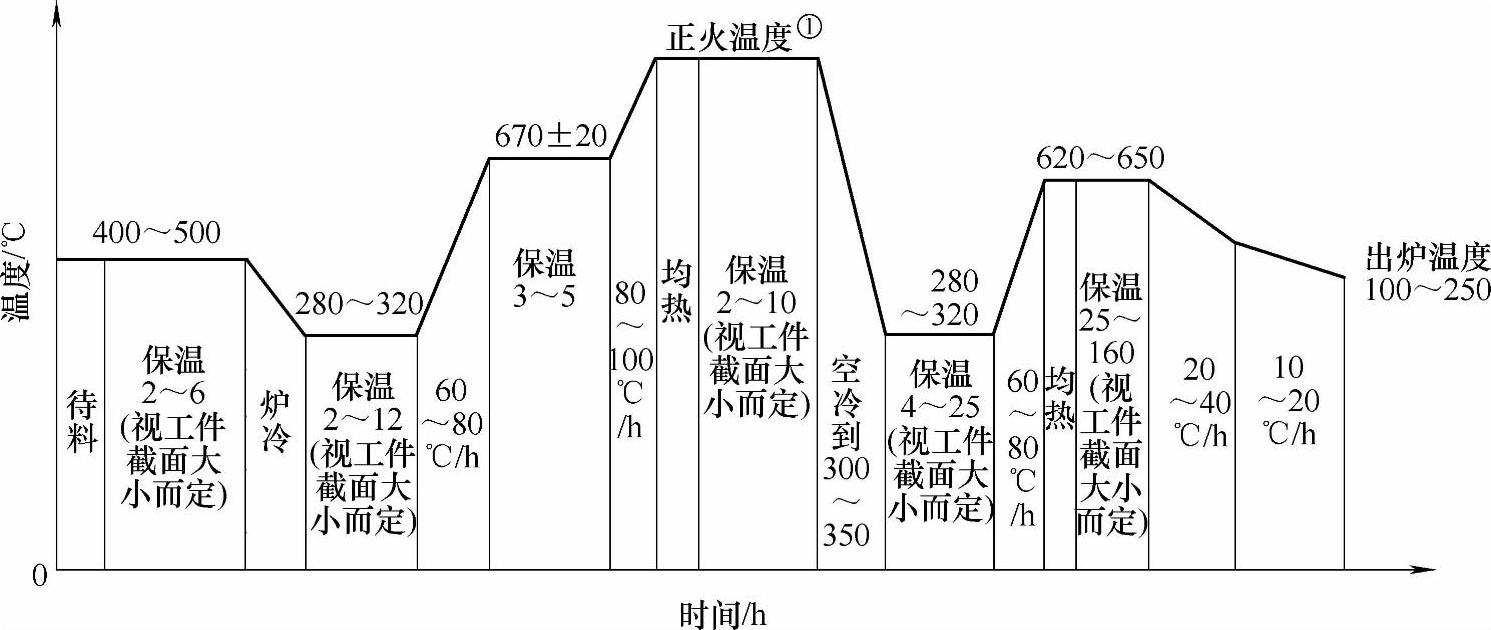
图1-4 热装炉正火并高温回火法
①正火温度视钢材而定。
③冷装炉正火并高温回火法(去氢与高温回火结合进行),具体工艺曲线见图1-5。
4.操作注意事项
可参见本章1.1.1节均匀化退火的注意事项。
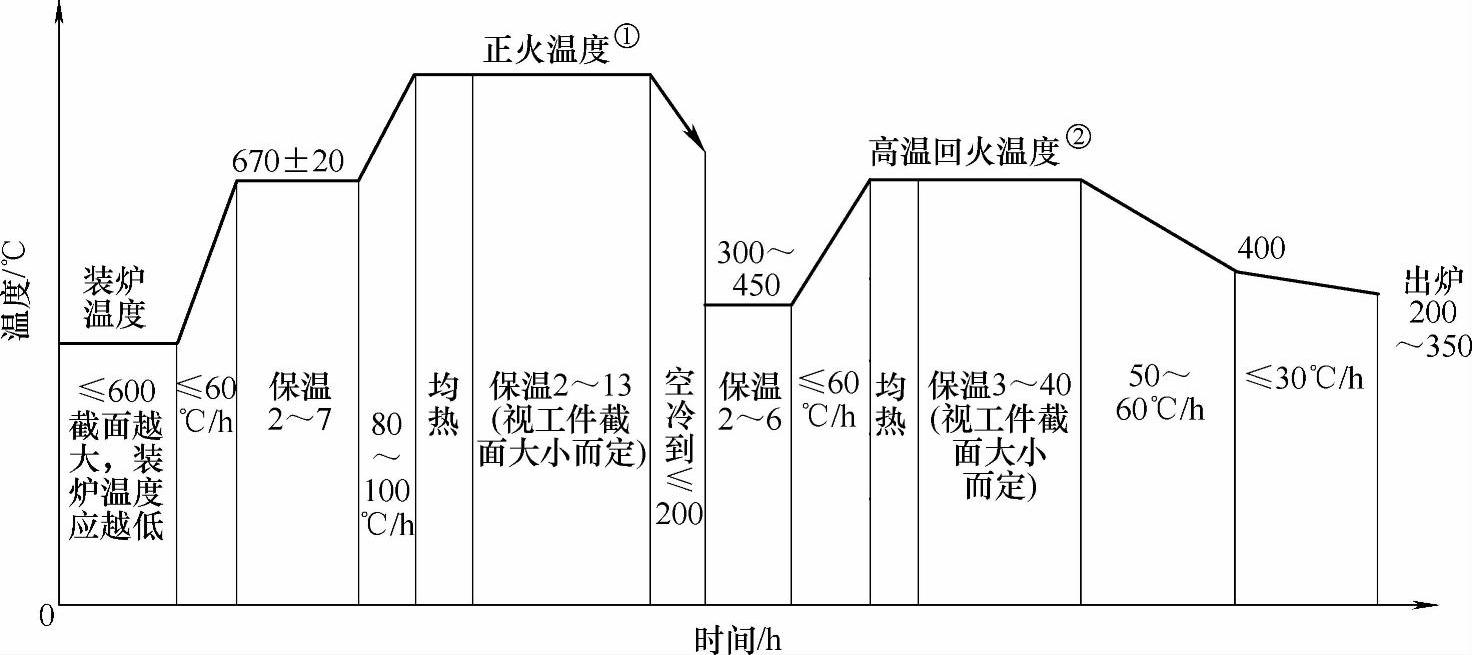
图1-5 冷装炉正火并高温回火法
①正火温度视钢材而定。
②高温回火温度对于大多数钢材为620~660℃,如果对性能有要求时,下限可放宽至560℃。
5.后续工序
退火后对于有严重氧化皮的工件应安排喷砂(或丸)清理。
6.质量检验
(1)外观 工件表面不得有裂纹、影响最终形状尺寸的伤痕、氧化皮等缺陷。
外观检验可采用肉眼、低倍放大镜或磁粉探伤、着色探伤等方法进行。
(2)金相组织 视工艺需要而定。
1)应得到符合工艺要求的正常组织。可按GB/T 13298—1991《金属显微组织检验方法》进行。
2)晶粒度应为4~8级。晶粒度的检测按GB/T 6394—2002《金属平均晶粒度测定法》规定进行。
3)表面氧化脱碳层应不超过其加工余量(直径或厚度)的1/3。表面脱碳层检测按GB/T 224—2008《钢的脱碳层深度的测定法》规定进行。
(3)硬度 视工艺需要而定。硬度检验可采用布氏硬度试验法,按GB/T231.1—2009《金属材料 布氏硬度试验 第1部分:试验方法》进行。
(4)低倍断口检验 液析及白点应符合工艺规定的限值。断口检验按GB/T1979—2001《结构钢低倍组织缺陷评级图》评定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。