



机床控制是指包含控制机床运动以及其他的辅助动作的一系列后处理事件的操作,是非切削加工操作。这些操作不在被加工工件上生成刀轨,但是利用这些操作可以免除在每一个包含刀轨的切削加工操作中去定义后处理事件命令。用户只需要在切削加工操作之前、之间和最后插入适当的机床控制操作就可以了。
典型的机床控制操作一般包含启动或关闭机床主轴(Spindle On/Spindle Off)、开启或关闭冷却液(Coolant On/Coolant Off)、加工过程中的换刀动作(Tool Change)、刀长补偿(Tool Length Compensation)等后处理事件。这些后处理事件是工件整个加工过程中的辅助动作,大多是完成切削加工前的准备操作或完成切削加工加工后的善后操作,也可以是两个加工操作之间的扶助操作。
机床控制操作的主要作用是在所有操作刀轨开始之前或结束之后对机床进行一些特定控制工作。如,在操作刀轨开始之前开启机床主轴、开启冷却液、定位刀具到其始位置,预选一把刀具等,在所有操作刀轨结束之后关闭冷却液、关闭机床主轴、将刀具回到初始位置等,也可以在各操作之间实现换刀、添加刀具补偿等功能。这些命令实际上都可以说是一些后处理命令或事件(Events)。
注意:可将机床控制命令创建成独立的操作,使得CNC编程员可以方便地重新安排这些操作的位置和顺序,因为它不依赖于任何切削运动。
机床控制是“创建工序”对话框中的一个加工子类型按钮 ,用于在加工的开始和结束以及加工操作之间设置必要的一些辅助工作。
,用于在加工的开始和结束以及加工操作之间设置必要的一些辅助工作。
工序对话框中的“机床控制”如图3-97所示,可以指定开始刀轨事件、结束刀轨事件和运动输出类型。
1.开始刀路事件
开始刀路事件可以指定刀路开始时的相关事件,后面有“复制至﹍”和“编辑”按钮。当单击“复制至﹍”按钮 ,系统弹出如图3-98所示的“后处理命令重新初始化”对话框,通过该对话框可以从另一操作或者从操作模板中复制特殊的后处理命令。当单击“编辑”按钮
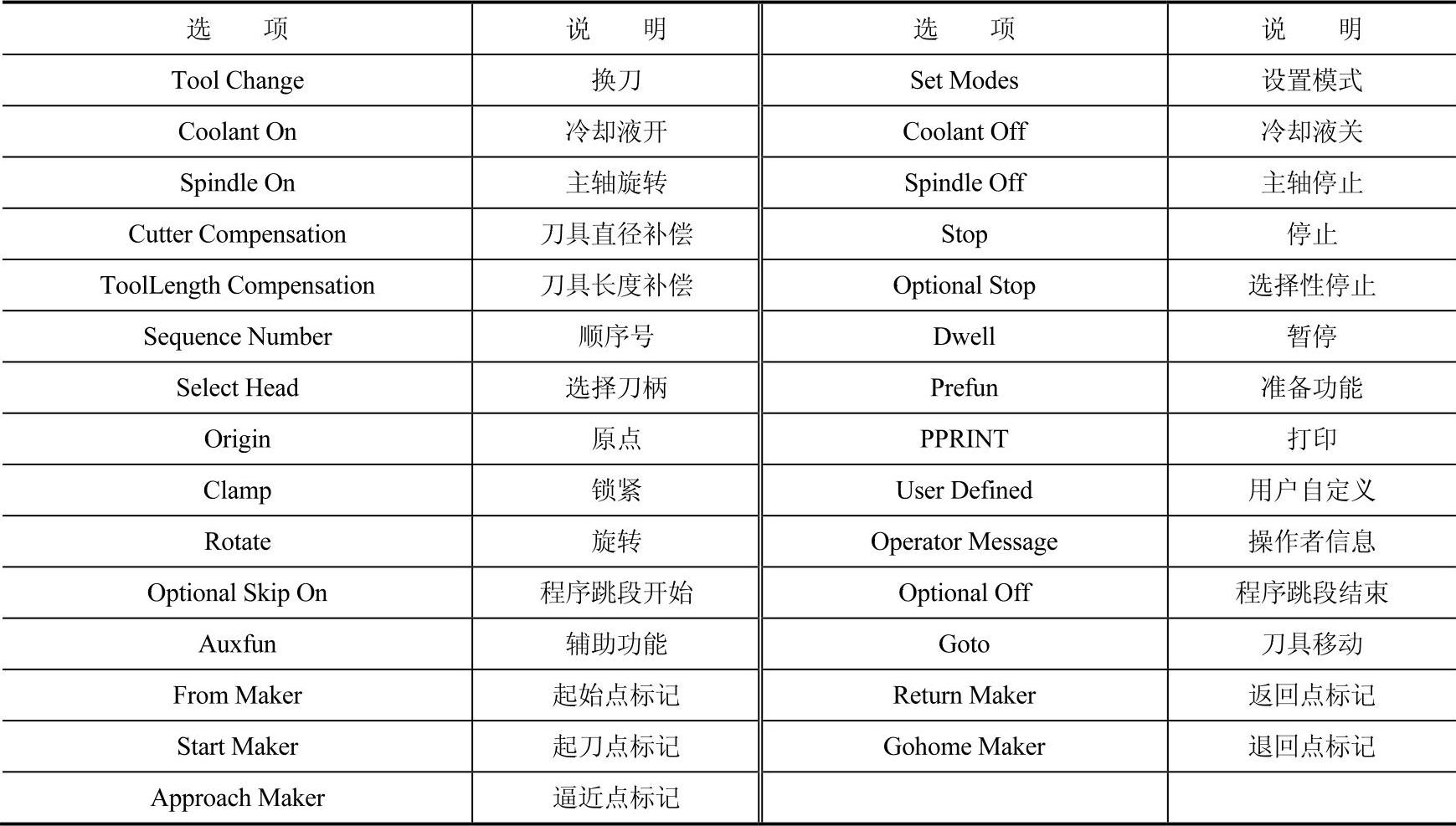
,系统弹出如图3-98所示的“后处理命令重新初始化”对话框,通过该对话框可以从另一操作或者从操作模板中复制特殊的后处理命令。当单击“编辑”按钮 ,系统弹出如图3-99所示的“用户定义事件”对话框。用户可以旋转事件添加到开始刀轨位置,在“用户定义事件”对话框中的“可用事件”列表框中,列出了用于生成辅助功能的机床代码的机床事件,在“已用事件”列表框中列出了用户定义的事件。常见的辅助指令如表3-2所示。
,系统弹出如图3-99所示的“用户定义事件”对话框。用户可以旋转事件添加到开始刀轨位置,在“用户定义事件”对话框中的“可用事件”列表框中,列出了用于生成辅助功能的机床代码的机床事件,在“已用事件”列表框中列出了用户定义的事件。常见的辅助指令如表3-2所示。
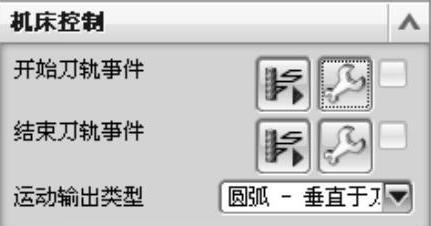
图3-97 机床控制

图3-98 “后处理命令重新初始化”对话框
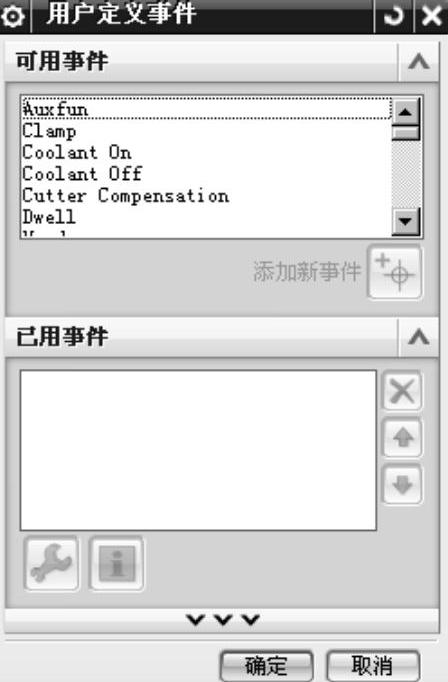
图3-99 “用户定义事件”对话框
表3-2 常见的辅助指令
(1)列表事件
列出所有可以选取的后处理事件,双击列表中的任何一个事件(或选取一个事件,然后单击“添加新事件”按钮 )开始定义一个事件,一个事件可以包含不止一个后处理命令。(https://www.xing528.com)
)开始定义一个事件,一个事件可以包含不止一个后处理命令。(https://www.xing528.com)
(2)定义的列表
已经定义好的事件将出现在“已用事件”列表框中。双击一个已定义的事件(或选取一个事件,然后单击“编辑”按钮 )可以编辑事件。
)可以编辑事件。
(3)删除
删除一个被选取的已定义的事件。在“已用事件”列表框中选择一个已定义的事件,然后单击“移除”按钮 ,可以删除一个事件。
,可以删除一个事件。
注意:在“用户定义事件”对话框的“可用事件”列表框中有各种可用事件,但并不是每个操作都需要定义所有的事件,因为不是所有机床的控制器都支持所有的事件,更何况有些事件是车削加工和电火花线切割用的,CNC编程员应该根据加工的实际需要设置。
2.运动输出
刀具运动输出(Motion output)选项用于控制刀具路径的生成方式。UG NX 8.5有5种刀具路径输出方式,即“直线”“圆弧-垂直于刀轴”“圆弧-垂直/平行于刀轴”“Nurbs”和“Sinumerik样条”。
(1)直线
选择此输出方式,生成的刀具路径全部由直线走刀组成,也就是只有直线插补方式,在刀具路径中不存在圆插补走刀。在圆弧处走刀则由多段直线来逼近圆弧,因此在后置处理程序中没有。
(2)圆弧-垂直于刀轴
选择此输出方式,在垂直于刀轴的平面内,刀具在圆弧处走刀时尽可能由圆弧走刀完成,并可将一系列小段直线走刀用一个圆弧走刀近似代替。刀具路径为直线段或不垂直于刀轴的曲线时,刀具以直线走刀方式切削工件。因此,在后置处理程序中即有G0l直线走刀指令,也有G02、G03圆弧走刀指令。
(3)圆弧-垂直或平行刀轴
选择此输出方式,在垂直或平行于刀轴的平面内,刀具都可以进行圆弧插补走刀,因此在后置处理程序中即有G01直线走刀指令,也有02、03圆弧走刀指令。
(4)Nurbs
选择此输出方式,系统可进行B样条曲线插补走刀,而不是以直线或圆弧来近似B样条曲线。刀具路径为直线或圆弧时,刀具路径还是以直线走刀或圆弧走刀来加工工件。因此在后置处理程序中不仅可以看到G01直线走刀指令和G02、G03圆弧走刀指令,还可以看到G06样条线走刀指令。目前只有少数机床可以执行B样条走刀指令。框该对话框可控制表面的加工精度。
(5)Sinumerik样条
Siemens Sinumerik控制器的输出样条,针对精加工工序中的单向切削进行优化,最适合于区域铣削驱动方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。