



如图4-18所示为“型腔铣”使用跟随部件模式的“切削参数”对话框,可以看到它与平面铣的切削参数表基本上相近,只有小部分选项有所不同。如增加了延伸刀轨、空间范围、容错加工、底切处理、裁剪由以及部件地面余量、参考刀具选项。
“型腔铣”的切削参数主要有“连接”“空间范围”“策略”“余量”“拐角”和“更多”6个选项卡,其中“连接”“余量”和“拐角”与平面铣工序中的切削参数基本一致。下面只重点介绍与平面铣工序中的切削参数不同的选项。
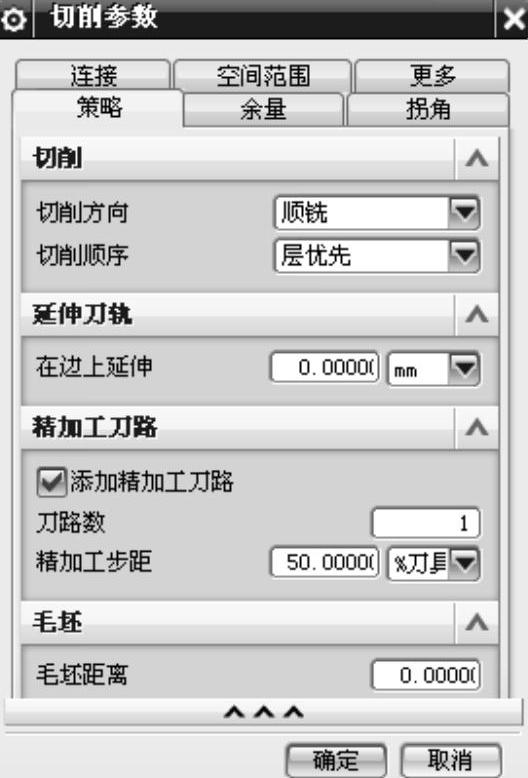
图4-18 “切削参数”对话框
1.刀轨延伸
“延伸刀轨”是“策略”选项卡下的选项组,它只有“在边上延伸”选项,该选项用于设置刀轨在边上延伸,可以通过设置具体的延伸距离,也可以通过刀具的百分比来设置。
2.部件底面余量和部件侧面余量
“部件底面余量”和“部件底面余量”为“余量”选项卡下的选项。
(1)部件底面余量
“部件底面余量”是指底面剩余的部件材料厚度,该余量是沿刀具轴(竖直)测量的。该选项所应用的部件表面必须满足以下条件:已定义了切削层、表面为平面、表面垂直于刀具轴(曲面法向矢量平行于刀具轴)。
(2)部件侧面余量
“部件侧面余量”是指壁面剩余的部件材料厚度,该余量是在每个切削层上沿垂直于刀具轴的方向(水平)测量的。它可以应用在所有能够进行水平测量的部件表面上(平面、非平面、竖直、倾斜等)。
这两个参数取代了“部件余量”参数,“部件余量”参数只允许用户为所有部件表面指定单一的余量值。
如图4-19所示为部件底面余量和部件侧面余量示意图,可以看到加工后零件表面的余量是不均匀的。底面的余量较小而侧面余量较大。
这两个选项替代了平面铣中零件余量选项,而零件余量选项允许在所有的零件面上指定一个余量值。并且,这两个选项都可以使用负值。
如果使用精加工刀轨选项,又有精加工余量的设置,零件余量减去精加工余量即为精加工刀轨所切削的余量。使用部件底面余量与侧面余量不同,通常在部件的底面与侧面具有不同的精度要求,如对底面没要求时,做粗加工时可以将部件底面余量设置0,而侧面留一定的余量,这样可将底面直接加工到位。
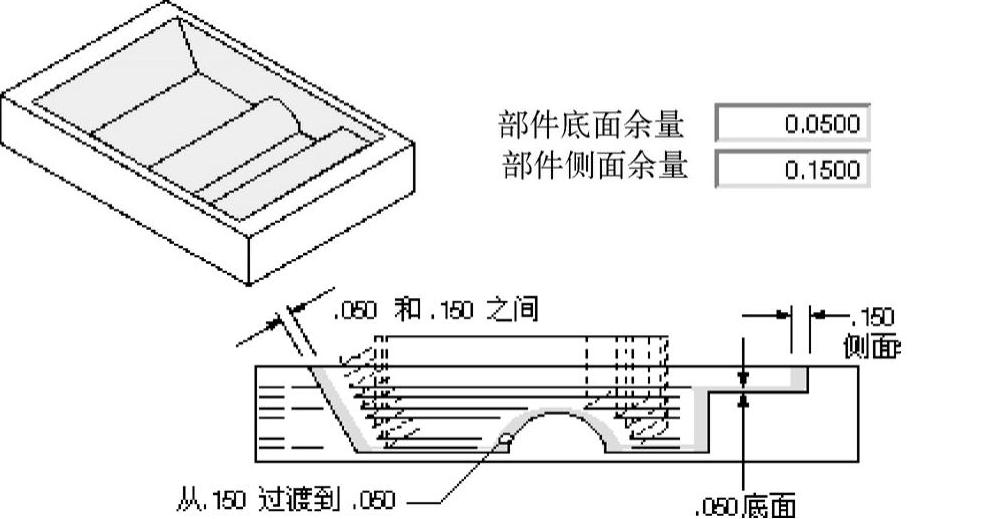
图4-19 部件余量
3.容错加工
“容错加工”为“更多”选项卡下的选项。“容错加工”是特定于“型腔铣”的一个切削参数,可准确寻找不过切零件的可加工区域。在大多数切削操作中,该选项处于激活状态。激活该选项时,材料边仅与刀轴矢量有关,表面的刀具位置属性不管如何指定,系统总是设置为“相切于”。由于此时不使用表面的材料边属性,因此,当选择曲线时,刀具将位于曲线上,当不选择顶面时,刀具就位于垂直壁的边缘上。
4.修剪方式
“修剪方式”为“空间范围”选项卡下的选项。当没有定义毛坯几何时,“修剪方式”下拉列表指定用型芯外形边缘或外形轮廓作为定义毛坯几何的边界。该选项必须与错容加工选项配合使用,设置方法为先单击“空间范围”选项卡,如图4-20所示。
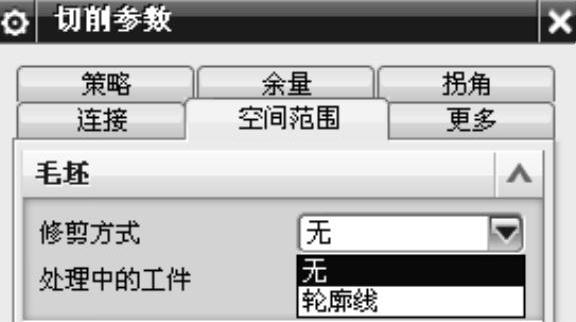
图4-20 “切削参数”对话框
“修剪方式”下拉列表中有以下两个选项。
1)无:不使用修剪。
2)轮廓线:当错容加工选项被激活时,轮廓线选项才有效。它使用零件几何体(可以是实体)的外形轮廓(沿刀具轴方向投影)定义零件几何体。可以认为在每一切削层中,外形轮廓作为毛坯几何体(其材料侧也为Inside),而以切削层平面与零件的交线作为零件几何体(其材料侧也为Inside)。
3)外部边:当错容加工选项被激活时,外部边选项才有效。它使用面、片体或者曲面区域特征的外部边界定义零件几何体。外部边界是不与其他边界邻接的边界,可以认为在每一切削层中,以外部边界作为毛坯几何体(其材料侧为Inside),而以切削层平面与零件的交线作零件几何体(其材料侧也为Inside)。
对某型芯零件加工,没有定义毛坯时,如果“修剪方式”选项设为“否”,将不能生成刀具路径,系统提示“没有在岛的周围定义要切削的材料”。而如果将“修剪由”选项设置为“轮廓线”或者“外部边”则可以生成刀具路径。
5.底切
“底切”为“更多”选项卡下的选项。在“型腔铣”对话框中,底切处理可允许系统在生成刀轨时考虑底切几何体,以此来防止刀夹摩擦到部件几何体。“允许底切”只能应用在非容错加工中(即将“容错加工”按钮切换为“关”)。
激活该选项,系统将对刀夹应用完整的“水平间隙”,但如果“水平间隙”大于刀具半径,则会应用刀具半径。当刀夹位于底切之上且距离与刀具半径相等时,随着刀具更深地切过切削层,刀具将逐渐从底切处移走。当刀夹接触到底切时将应用完整的“水平间隙”,如图4-21所示。
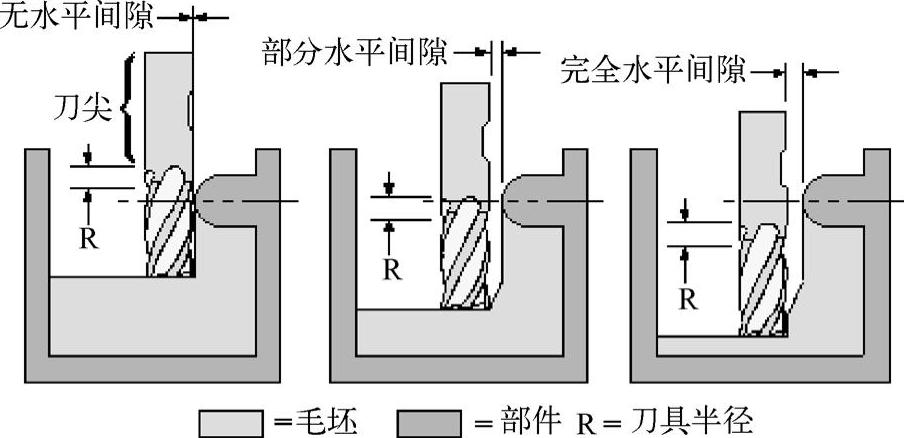
图4-21 底切处理
激活该选项后,处理时间将增加。如果没有明确的底切区域存在,请关闭该功能以减少处理时间。关闭“允许底切”后,系统将不会考虑底切几何体。这将允许在处理竖直壁面时使用更加宽松的公差。在“加工”中导入要处理的几何体时,关闭此选项有助于补偿由于搬运或模型不够干净所带来的问题。
6.处理中的工件
“处理中的工件”为“空间范围”选项卡下的选项。处理中的工件(IPW)是型腔铣操作中指定保留剩余材料的切削参数,可以使用上一个操作加工后形成的IPW作为下一个操作的毛坯,同时还可以生成下一个操作利用的新的IPW,处理中的工件有“无”“使用3D”“使用基于层的”等3个选项,如图4-22所示。
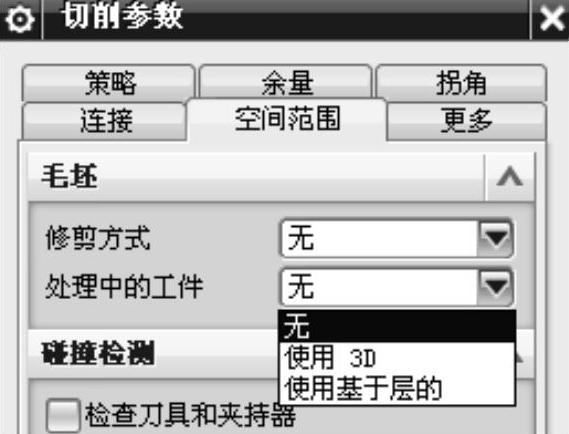
图4-22 “切削参数”对话框
“处理中的工件”选项的详细解释如下。
无:使用毛坯几何定义的毛坯作为此操作的毛坯。
使用3D:使用上一个操作加工后形成的“小平面体”作为下一个操作的毛坯。
使用基于层的:使用上一个操作加工刀轨作为下一个操作的毛坯。
(1)“使用3D”选项
使用小平面几何体来表示剩余材料。选中此选项后“毛坯几何体”图标 将被替换为“IPW”图标
将被替换为“IPW”图标 。毛坯几何体部分中有关于此选项的解释。也可以连同参考刀具一起使用“工序模型”以清除弯角。(https://www.xing528.com)
。毛坯几何体部分中有关于此选项的解释。也可以连同参考刀具一起使用“工序模型”以清除弯角。(https://www.xing528.com)
使用IPW优点:
1)使用“IPW”作为“型腔铣”操作中的毛坯几何体,可根据真实工件的当前状态来加工某个区域,这将避免再次切削已经切削过的区域。
2)可在后续的型腔铣/Z级操作中打开此选项,以便创建和使用IPW。
3)可在操作对话框中显示前一个“工序模型”和生成的“工序模型”。在“型腔铣”工序中使用“IPW”需按照以下3个步骤进行操作:
1)在此操作的“几何体组”序列中,创建或选择一个“毛坯几何体”来定义初始工件。
2)单击“切削参数”对话框中的“空间范围”选项卡,在“处理中的工件”下拉列表
框中选择“使用3D”。
3)适当地设置最小移除材料值。
使用和显示“IPW”需要占用大量的内存来创建小平面体表示。为减少所占用的内存和重复使用小平面体,可以选择菜单“首选项”→“加工”命令,系统弹出如图4-23所示的“加工首选项”对话框,单击“几何体”选项卡,选中“保存IPW模型”复选框,设置为将每步操作中的“IPW”保存在单独的(组件)部件文件中。此后,当需要使用“IPW”时,系统将在装配中创建一个包含该“IPW”的小平面体表示的组件部件。这样可以节省内存,因为小平面模型在使用后不会继续驻留在内存中,而且只要操作处于最新状态,便可以重复使用小平面模型。
生成操作的“IPW”将连同刀轨一起保存在工作部件文件中。只有在需要使用“IPW”的小平面体表示时,才会创建(或重新创建)该表示并保存在组件部件文件中。通常这种情况出现在创建需要输入“IPW”的下一步操作时。“IPW”的小平面体表示可以生成非常大的组件部件文件,因此应该在处理完成后删除这些部件。用于查找组件部件的搜索路径是在预设置选项中定义的,而不是常规装配搜索选项。
(2)“使用基于层的”选项
使用先前“型腔铣”和/或Z级操作中的刀轨来识别和加工剩余材料,这些先前的操作被称作参考操作。“使用基于层的”仅限于“型腔铣”或Z级铣削操作,并且使用与先前操作相同的刀具轴。余料铣削和参考操作必须属于同一几何体组。
“使用基于层的”有以下优点:
1)“使用基于层的”可以高效地切削先前操作中留下的弯角和阶梯面。
2)加工简单部件时,刀轨处理时间较三维IPW显著减少,加工大型的复杂部件时,所需时间更是大大减少。
3)用户可以在一步操作中使用较大的刀具完成较深的切削,然后在后续操作中使用同一刀具完成深度很浅的切削以清除阶梯面。
4)刀轨相比使用“三维IPW”选项而言更加规则。
用户可以将多个粗加工操作合并在一起,以便对给定的型腔进行粗加工和余料铣削,从而使加工过程进一步自动化。
7.碰撞检查
单击“切削参数”对话框中的“空间范围”选项卡,如图4-24所示。“碰撞检查”有“检查刀具和夹持器”“IPW碰撞检查”和“小于最小值时抑制刀轨”等3个选项。
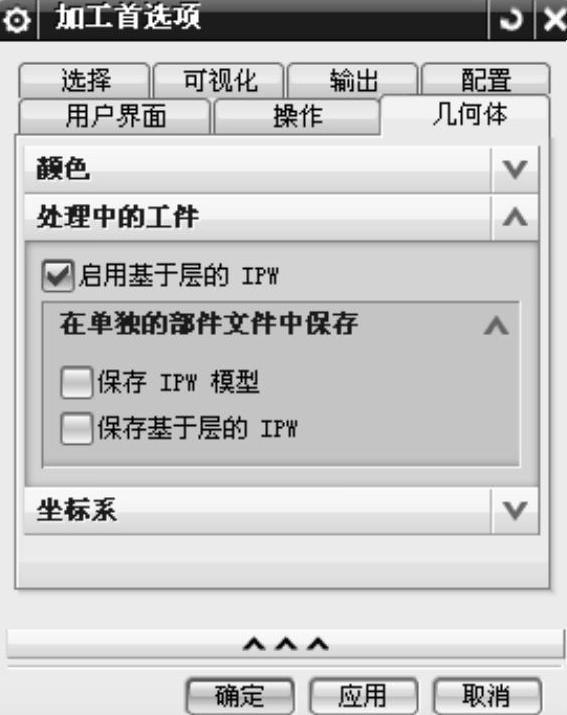
图4-23 “加工首选项”对话框

图4-24 “切削参数”对话框
“检查刀具和夹持器”有助于避免刀柄与工件的碰撞,并在操作中选择尽可能短的刀具。如果希望使用刀柄来包含刀轨,则选中“检查刀具和夹持器”和“IPW碰撞检查”复选框,系统将首先检查刀柄是否会与IPW、毛坯几何体、部件几何体或检查几何体发生碰撞。系统使用刀柄形状加最小间隙值来保证与几何体的安全距离,任何将导致碰撞的区域都将从切削区域中排除,因此得到的刀轨在切削材料时不会发生刀轨碰撞的情况。需排除的材料在每完成一个切削层后都将被更新,以最大限度地增加可切削区域。同时,由于上层材料已切除,使得刀柄在工件底层的活动空间越来越大,必须在后续操作中使用更长的刀具来切削排除的(碰撞)区域。
“小于最小值时抑制刀轨”用来控制刀轨清除材料的最小厚度。勾选此复选框时,系统将要求输入一个“最小体积百分比”数值。在切削的过程中,若切削材料小于该数值,刀具轨迹将被抑制,不再切削该区域。
一个有效的方法便是使用“型腔铣”工序,在该序列中使用逐渐增长的刀具、刀柄检查功能和IPW,即可允许用户使用最短的刀具来加工大部分材料,较长的刀具只加工剩余的材料。为避免某些刀轨只切削掉非常少的材料,还可以设置最小切除材料量,可以设置“最小体积百分比”值定义当前操作切除剩余材料的多少。
8.参考刀具
当用户希望在拐角处加工上一个刀具错过的剩余材料时,可是使用“参考刀具”,如图4-25所示。
剩余材料可能是由于刀具的拐角半径而遗留在壁和底面之间的材料,也可能是由于刀具直径而遗留在壁之间的材料。此切削类似于其他的“型腔铣”操作,但是它仅限于在拐角区域操作。参考刀具通常是用来先对区域进行粗加工的刀具,系统计算指定的参考刀具剩下的材料,然后为当前操作定义切削区域。
提示:必须选择一个直径大于当前使用中的刀具直径的刀具。
图4-25 参考刀具
单击“切削参数”对话框中的“空间范围”选项卡,在“参考刀具”下拉列表框中选择一把刀具;也可以单击“新建”按钮 ,系统弹出如图4-26所示的“新参考刀具”对话框,新建一把参考刀具;或在“参考刀具”下拉列表框中选择一把刀具,然后单击“编辑/显示”按钮
,系统弹出如图4-26所示的“新参考刀具”对话框,新建一把参考刀具;或在“参考刀具”下拉列表框中选择一把刀具,然后单击“编辑/显示”按钮 ,可以编辑所选的参考刀具。
,可以编辑所选的参考刀具。
当选择好参考刀具后,系统激活“重叠距离”文本框,“重叠距离”能够沿着相切曲面延伸由“参考刀具直径”定义的区域宽度,如图4-27所示。
9.陡峭
“陡峭”用来控制切削陡峭斜壁最小角度。若选择了参考刀具,则系统将自动激活“陡峭”选项。当“陡峭空间范围”下拉列表框中选择“仅陡峭的”时,“角度”文本框将被激活。可以通过指定陡峭角度进一步将切削区域限制在陡峭角部分。如果指定了陡峭角,则系统仅切削指定的陡峭角所包含的壁之间的陡峭区域。用户也可以通过指定重叠距离来延伸切削区域。如果指定了重叠距离,则系统沿着指定距离的相切方向在壁之间的拐角区域上延伸刀轨。

图4-26 “新参考刀具”对话框
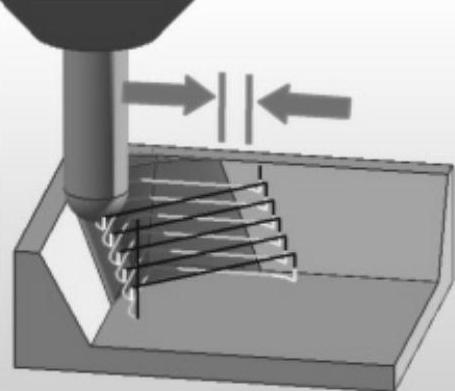
图4-27 重叠距离
10.小面积避让
“小面积避让”为“空间范围”选项卡下的选项。该参数用来控制在切削过程中,遇到封闭的小切削区域时的刀具轨迹,有“切削”和“忽略”两个选项。当选择“切削”时,系统将在切削过程中碰到封闭的小的切削区域时形成切削的刀轨;当选择“忽略”时,系统将在切削过程中碰到封闭的小的切削区域时忽略该封闭的小切削区域,选择该选项时,系统将要求输入一个“面积”数值,在封闭的小切削区域的面积值小于该数值时,刀具将不切削该区域。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。