



湿型砂是以膨润土作粘结剂的一种不经烘干的型砂。为了充分发挥湿型砂的优势,提高铸件质量,生产中必须保持型砂性能稳定、砂型紧实度均匀及铸造工艺合理。
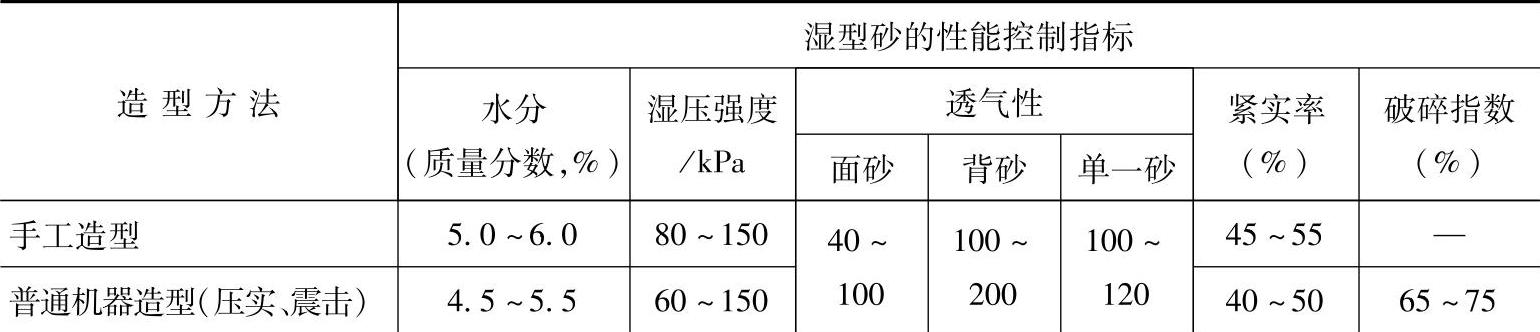
湿型砂按使用条件分类见表4-26。各种造型方法湿型砂的性能控制指标见表4-27。
表4-26 湿型砂按使用条件分类
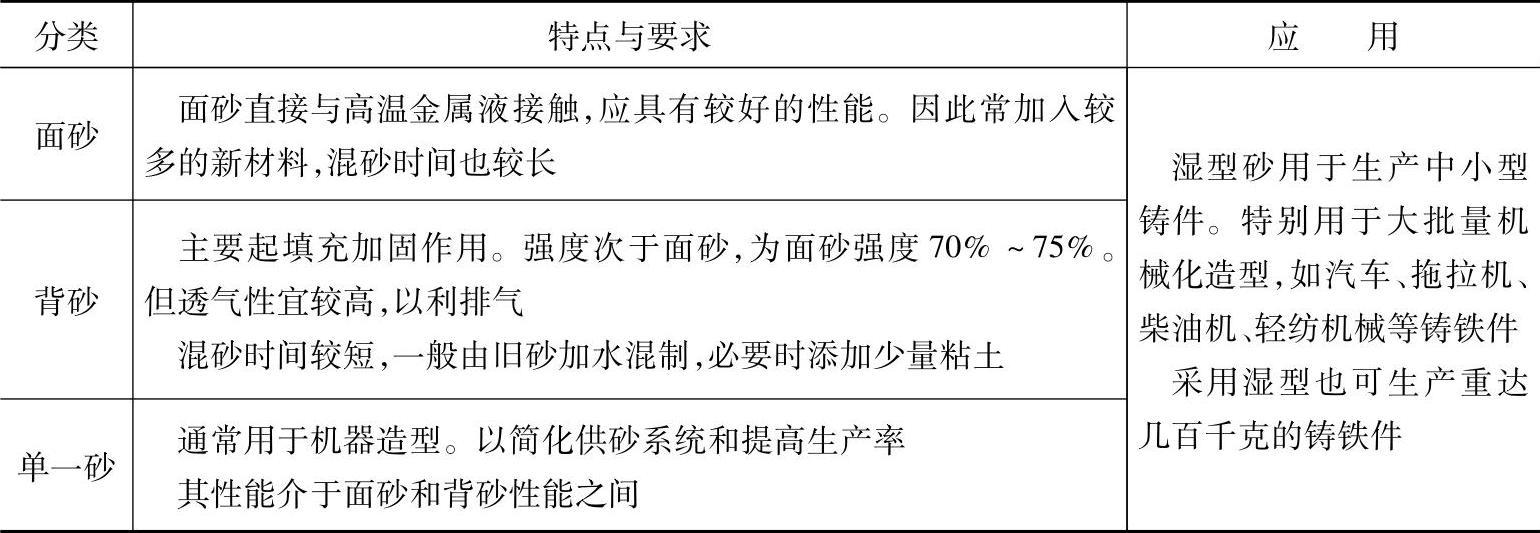
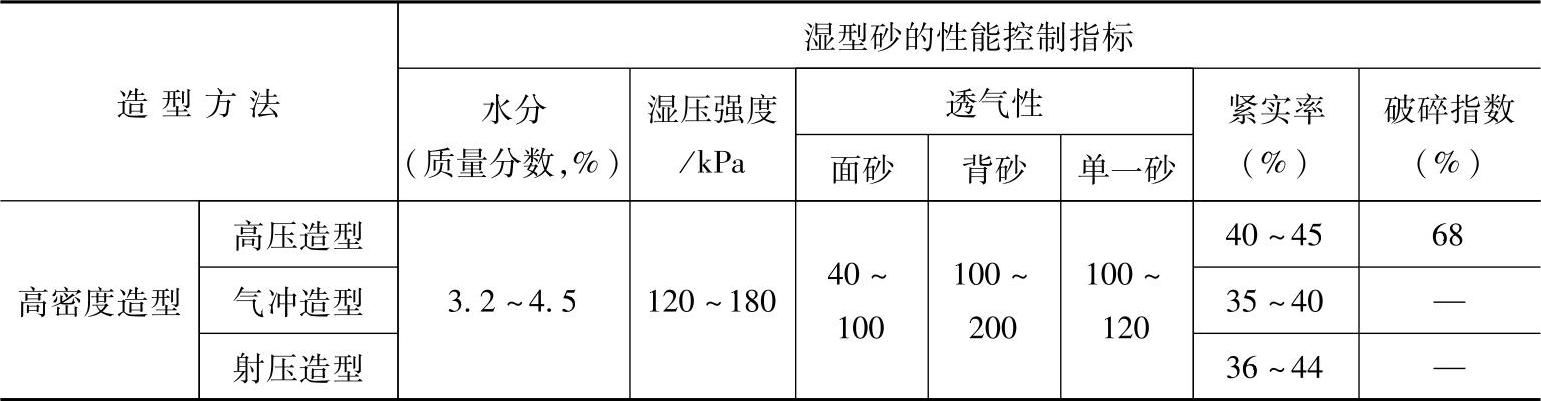
表4-27 各种造型方法湿型砂的性能控制指标
(续)
1.铸铁湿型(芯)砂
(1)手工造型(芯)用湿型砂的配方(见表4-28、表4-29)
表4-28 铸铁件手工造型用湿型砂的配方和性能
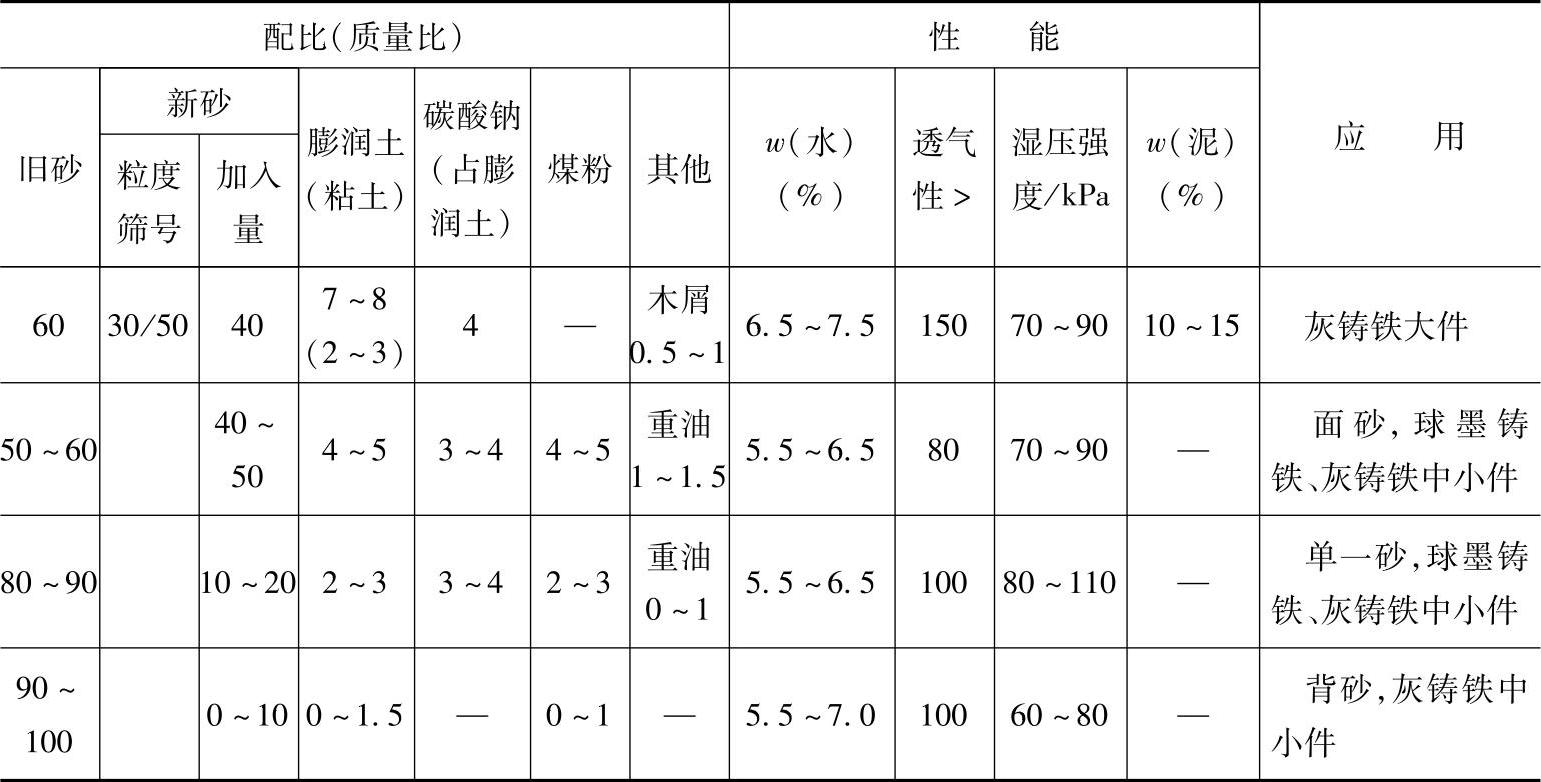
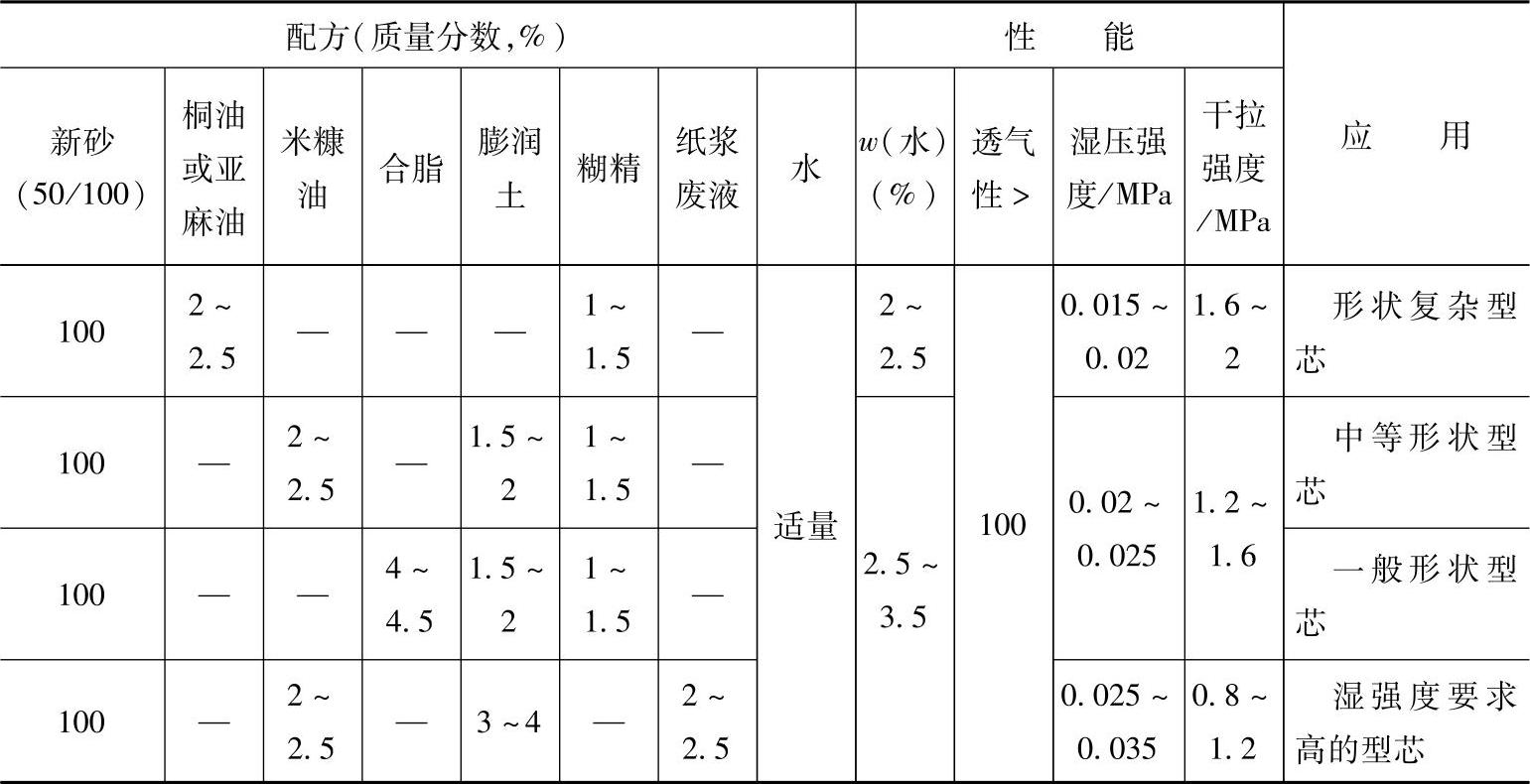
表4-29 铸铁件手工制芯用芯砂的典型配方
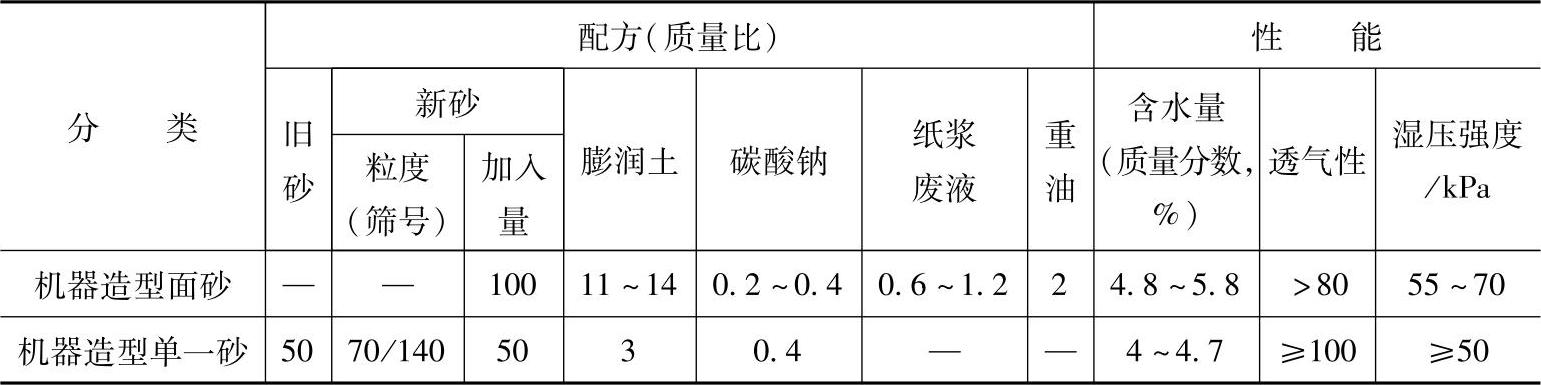
(2)铸铁普通机器造型用粘土湿型砂 普通机器造型一般指压实造型和震击造型,属于中、低压造型。其湿型砂的配方见表4-30。
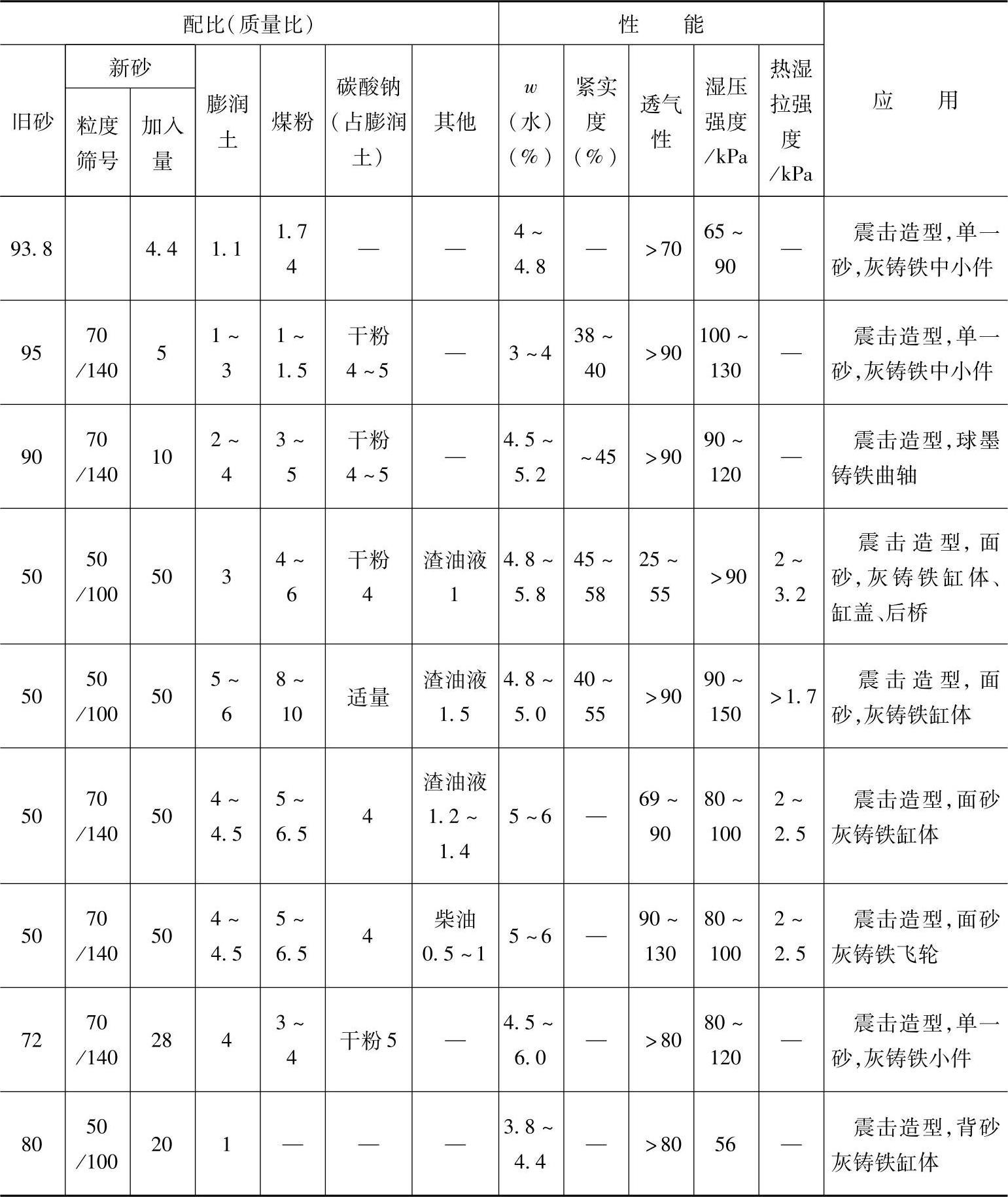
表4-30 铸铁普通机器造型用湿型砂的配方
(3)铸铁高密度造型用湿型砂 高密度造型主要是指高压造型、射压造型、气流冲击造型。高密度湿砂型铸造是一种高效的近无余量的生产工艺。粘土湿型砂符合绿色铸造的要求。高密度造型用型砂特点是粘土含量高、水分低、煤粉加入量低、强度高、流动性好。
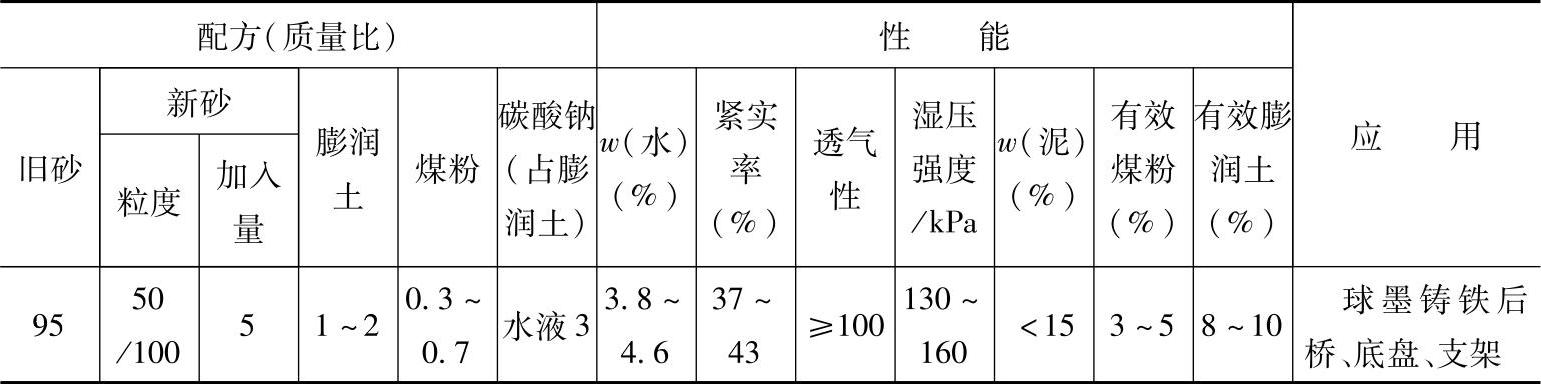
1)铸铁件高压造型用单一砂湿型砂的配方见表4-31。
表4-31 铸铁件高压造型用单一砂湿型砂的配方
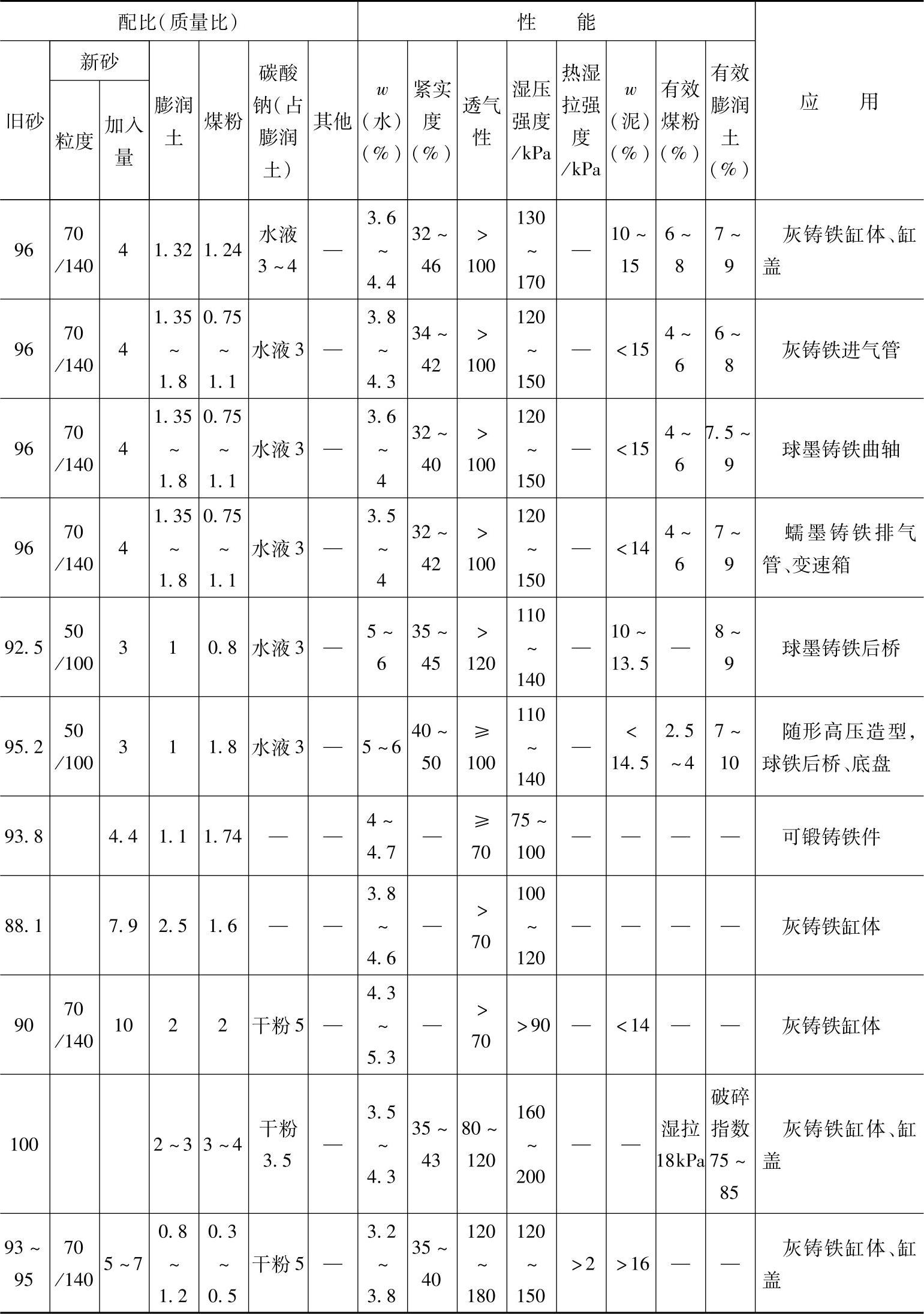
注:表中配方分别为“东风汽车公司”、“中国第一汽车公司”、“泰克西铸铁”等高压造型型砂的配
方实例。
2)铸铁件射压造型单一砂湿型砂的配方见表4-32。
表4-32 射压造型单一砂湿型砂的配方
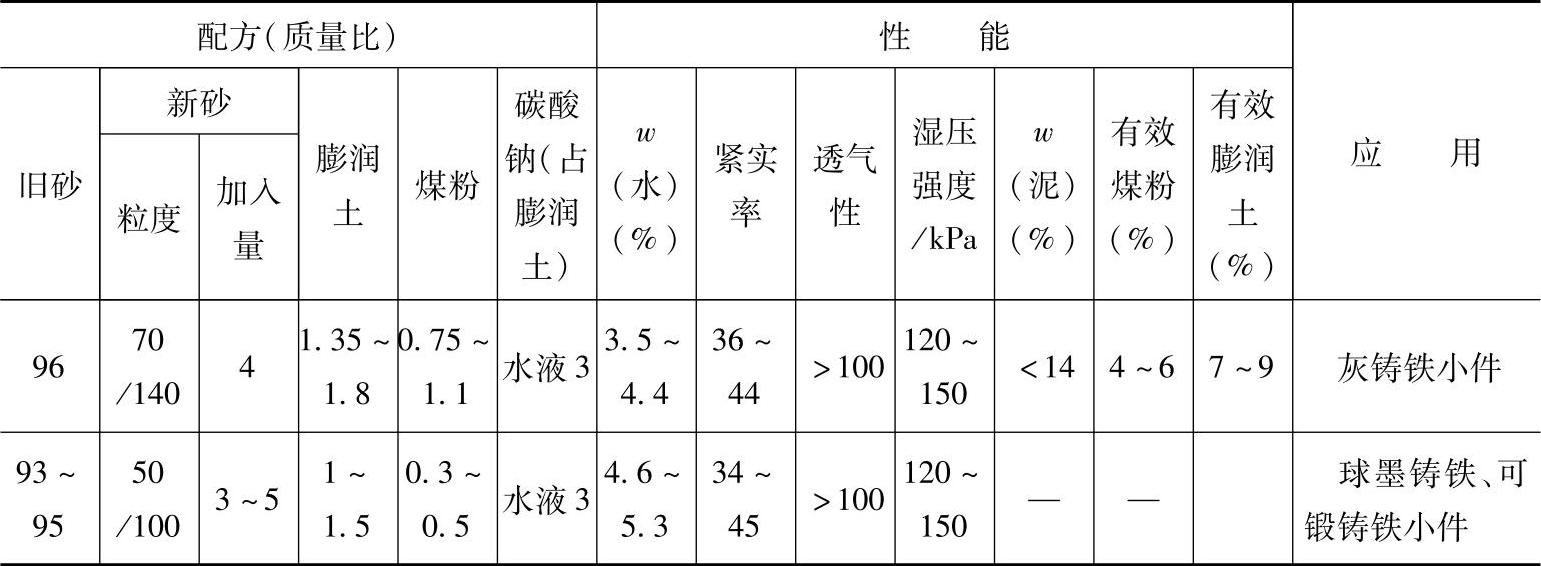
注:表中为“东风汽车公司”射压造型单一砂配方实例。(https://www.xing528.com)
3)铸铁件气冲造型用型砂的配方见表4-33。
表4-33 气冲造型用型砂的配方
2.铸钢湿型砂
(1)铸钢件高压造型湿型砂的配比及性能(见表4-34)
表4-34 铸钢件高压造型湿型砂的配比及性能

(2)铸钢件普通机器造型湿型砂的配比及性能(见表4-35)
表4-35 铸钢件普通机器造型湿型砂的配比及性能
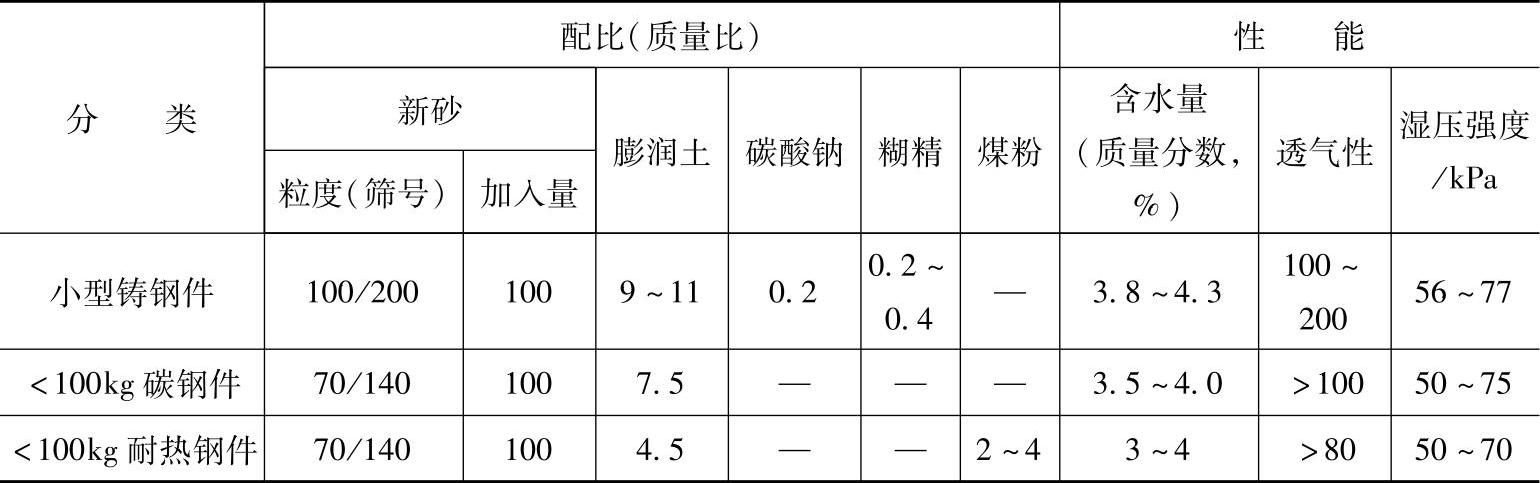
(3)铸钢件手工造型湿型砂的配比及性能(见表4-36)
表4-36 铸钢件手工造型湿型砂的配比及性能
3.非铁合金铸件湿型砂的配比及性能
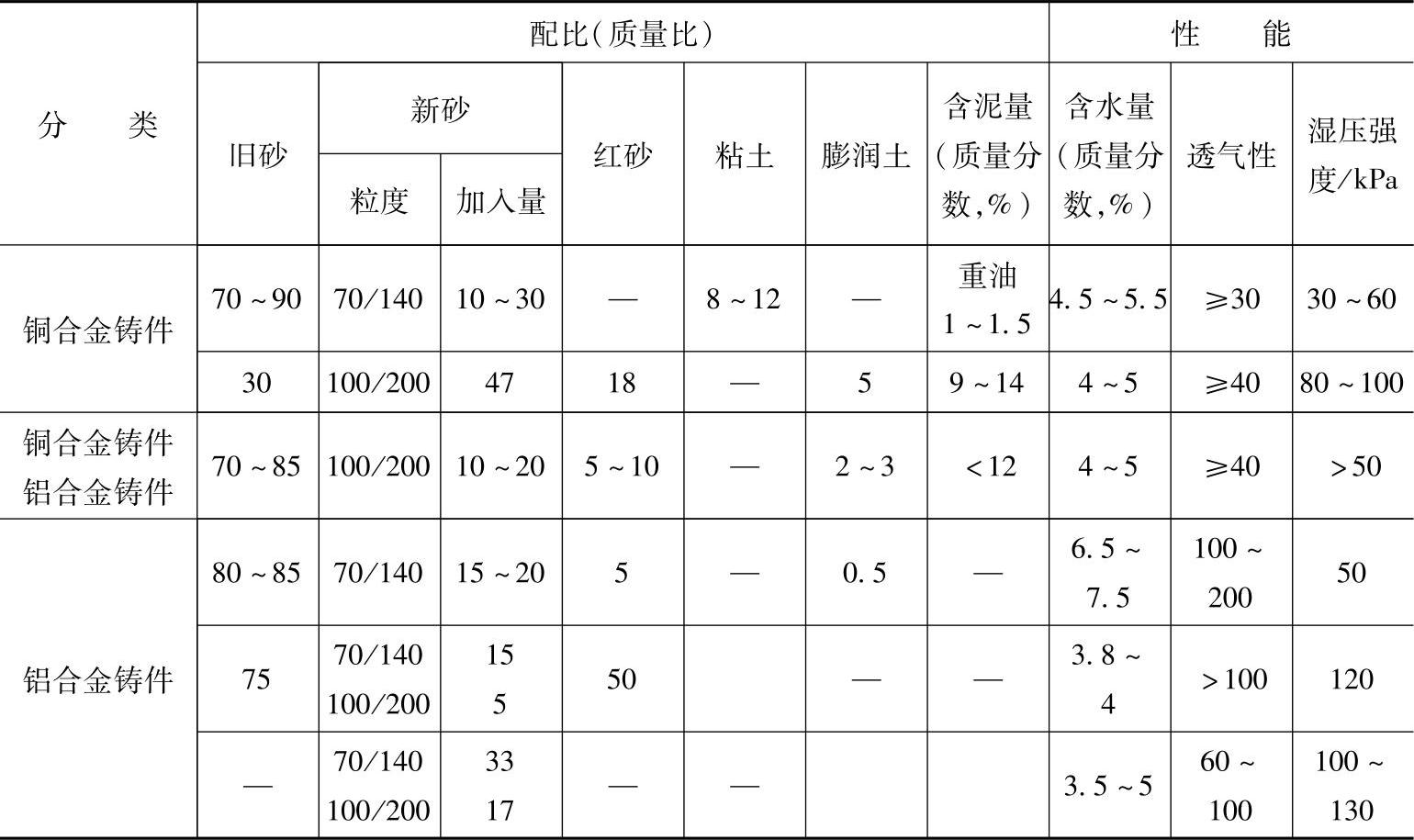
(1)铜、铝合金铸件湿型砂的配比及性能(见表4-37)
表4-37 铜、铝合金铸件湿型砂的配比及性能
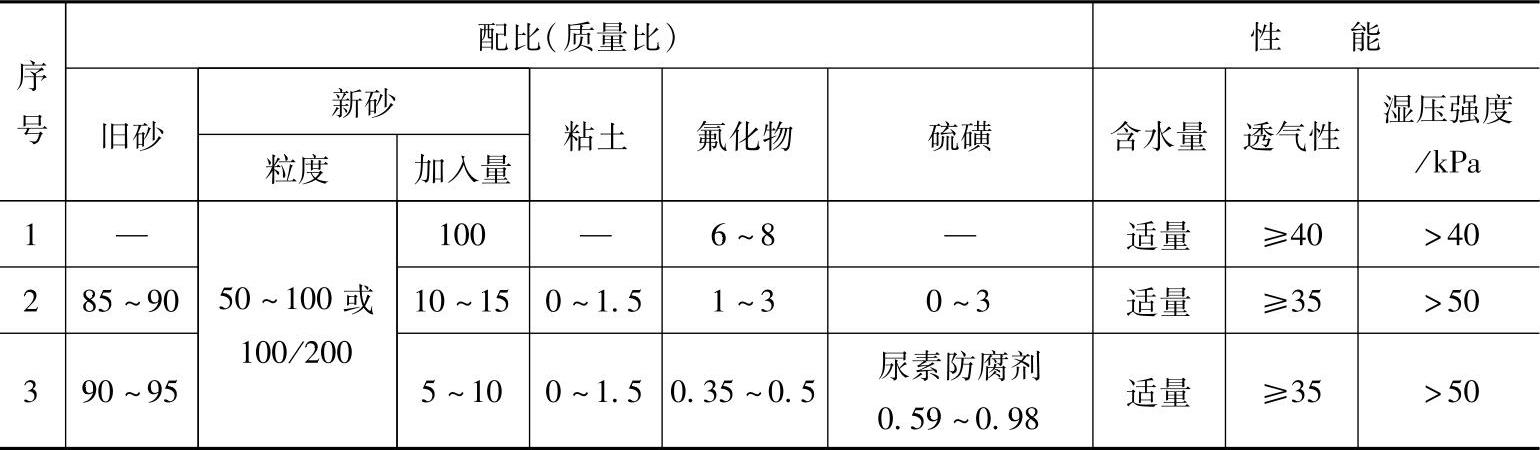
(2)镁合金铸件湿型砂的配比及性能(见表4-38)
表4-38 镁合金铸件湿型砂的配比及性能
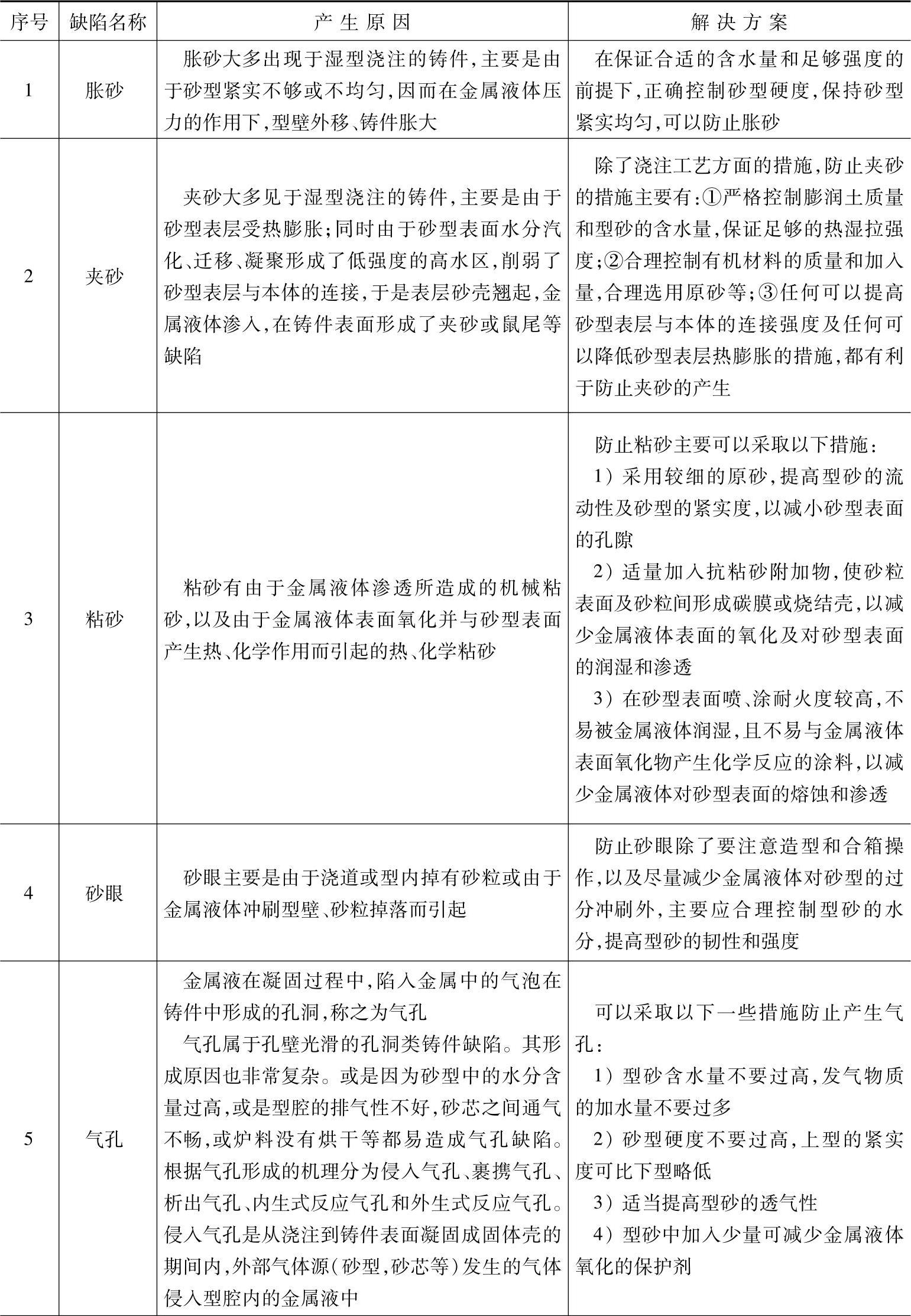
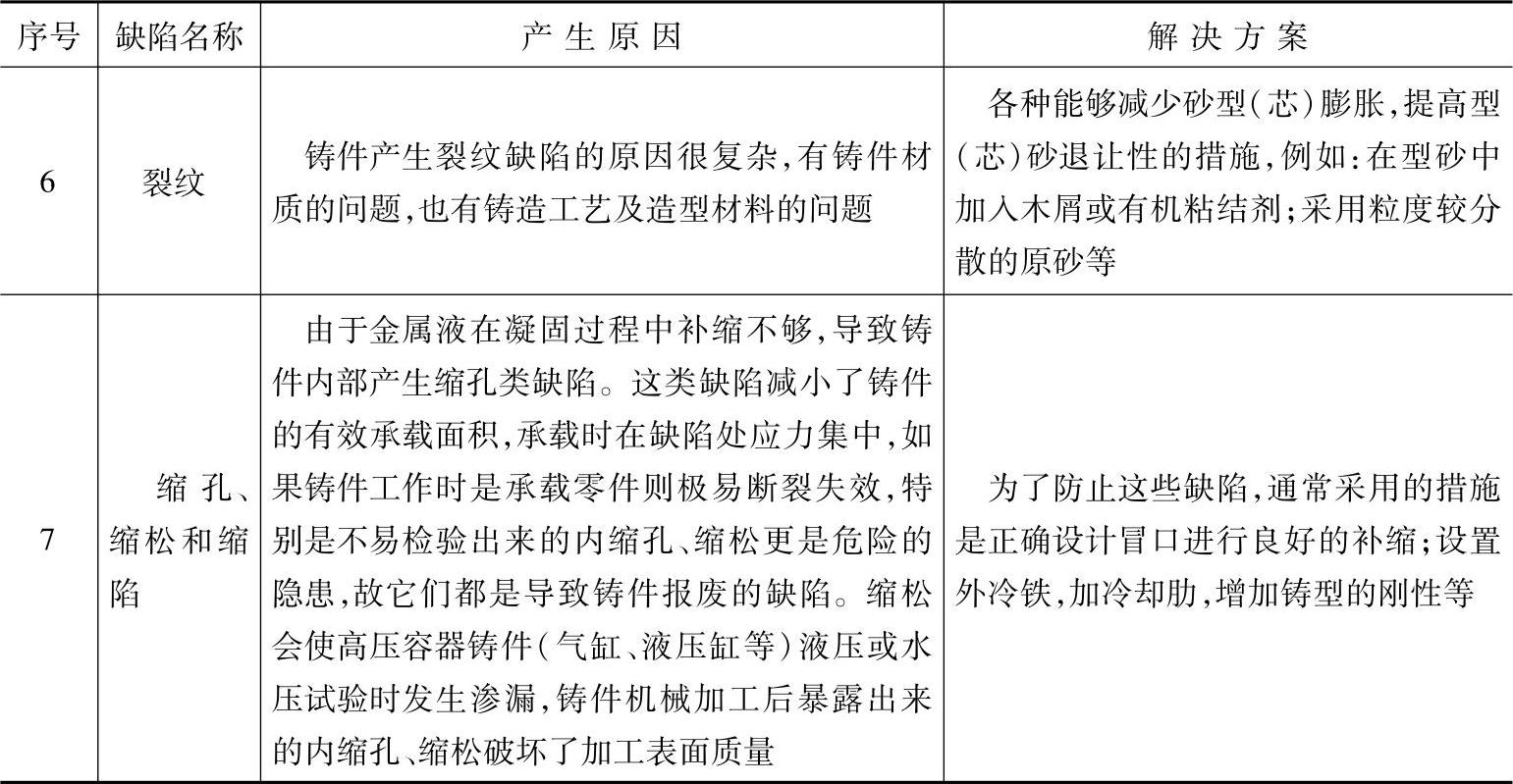
4.湿型砂可能产生的缺陷及解决方案(见表4-39)
表4-39 湿型砂可能产生的缺陷及解决方案
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。