



1.冒口套及其作用
冒口是铸型内用以储存金属液的空腔,习惯上把冒口所铸成的金属实体称为冒口。冒口的作用如下:
1)补偿铸件凝固时的收缩,即将冒口设置在铸件最后凝固的部位,由冒口中的金属液补偿其体收缩,使收缩形成的孔洞移入冒口,从而防止铸件产生缩孔、缩松缺陷。
2)调整铸件凝固时的温度分布,控制铸件的凝固顺序。在铝、镁合金铸件及铸钢件的生产中,一般都使用较大的冒口,目的是使冒口内蓄积了大量的液态金属并巨散热很慢,对凝固前的温度调整和凝固过程中的温度分布产生一定的影响。
3)排气、集渣。
4)利用明冒口观察型腔内金属液的充型情况。
用耐火材料及其他添加剂制成的具有冒口外形,并具有较高强度的容器称为冒口套。冒口套依其材质可分为通用冒口套、保温冒口套和发热冒口套等。通用冒口套通常由普通的型(芯)砂(如树脂砂、水玻璃砂、湿型砂等)制成。由于冒口的质量为铸件质量的50%~100%,耗费金属多,去除冒口的劳动量大,因此应努力提高通用冒口的补缩效率,其主要措施之一是延长冒口中金属液的凝固时间,如采用保温冒口、发热冒口等。
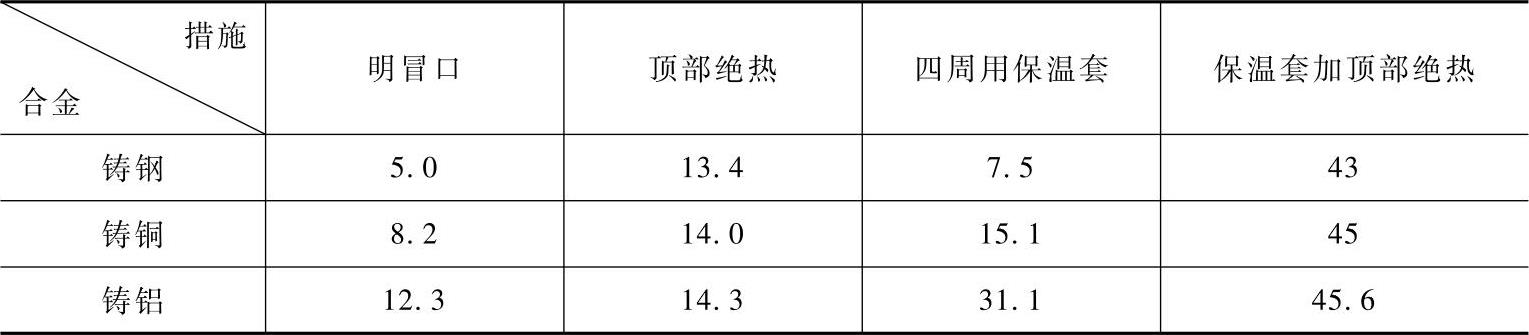
保温、发热冒口是用保温材料或发热材料制作的冒口套(见图6-1),顶部使用保温剂或发热剂——覆盖剂。试验表明,使用保温套或发热套,可大大延长冒口的凝固时间(见表6-1),冒口补缩效率为30%~50%,最高可达67%,一般比通用冒口的铸件工艺出品率提高10%~25%,因而可显著地节约金属和降低铸件成本。
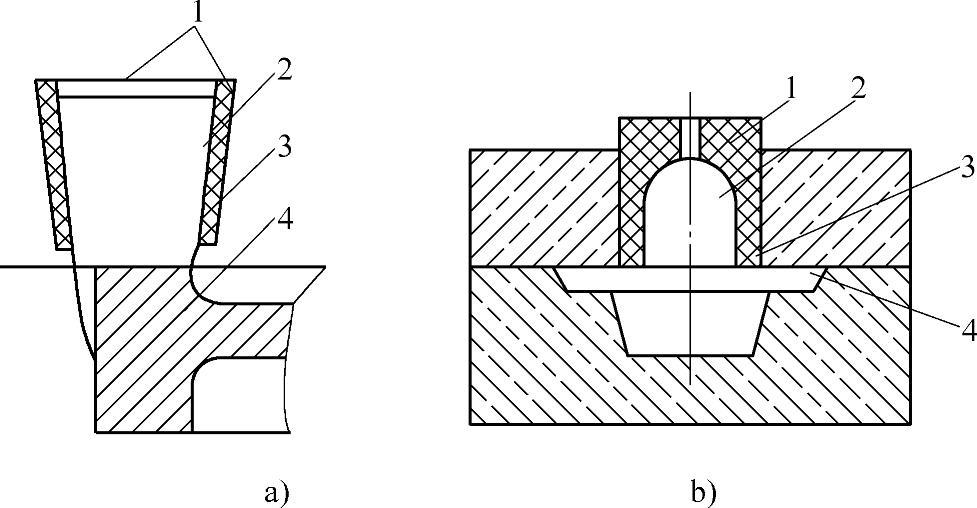
图6-1 保温、发热冒口
a)明冒口 b)暗冒口 1—保温、发热套(剂) 2—冒口 3—隔离砂 4—铸件
表6-1 不同保温措施对冒口凝固时间的影响 (单位:min)
2.发热保温冒口套的种类
发热保温冒口套一般是按功能和冒口套的形状来分类的。
(1)按品种分类 发热保温冒口套可以分为三大类:保温冒口套、发热保温冒口套、发热冒口套。
1)保温冒口套。保温冒口套是指主要由保温材料制备而成的冒口套,其作用原理是利用低热导率保温材料的蓄热功能来减少冒口套内金属液的热损失,从而延长冒口套内金属液的凝固时间,提高其对铸件的补缩能力。该类冒口套的突出特点是具有很好的保温性能。
2)发热保温冒口套。发热保温冒口套的作用原理是:冒口套中的发热材料在高温下反应放出热量,以加热冒口中的金属液,同时冒口套中的保温材料又发挥其保温作用,以减少金属液的热量散失,两种作用同时发挥,进一步延长冒口中金属液的凝固时间,提高冒口套的补缩效率。该类冒口套的突出特点是合理地利用了发热和保温双重作用,进一步提高了冒口利用率和工艺出品率。
3)发热冒口套。冒口套的发热和保温两者相互矛盾。提高保温性能会使得发热保温冒口套断面外侧的发热材料难以有效发热并巨热量也难以传导到冒口,而提高发热性能会导致保温性能降低。但是,在解决小型铸件特定部位的补缩方面,发热冒口套的优势较为明显。
发热冒口套一般是通过在石英砂中加入发热剂、助燃剂、引燃剂、黏结剂等制备而成的冒口套,其点燃迅速、放热值高,具有很好的“点”补缩效果。因不含有保温材料,该类冒口套强度高,可以在造型前将冒口套放在型板的弹簧立柱上直接造型,适用于各种高压造型线。
(2)按形状分类 根据形状,发热保温冒口套可分为直筒型、椭圆型、缩颈、斜颈等各种明(暗)冒口套。另外,还有发热保温板、带易割片的冒口套等。
3.发热保温冒口套的主要材料
发热保温冒口套的组成材料主要包括发热材料、保温材料、耐火骨料和黏结剂。
(1)发热材料 发热材料一般包括发热剂、氧化剂和助熔剂。发热剂一般为铝热剂,通过氧化还原反应放出大量的热;氧化剂一般选择一些钾盐,如KMnO4、KClO3、KNO3等,用以促进铝热反应,提高发热效率;助熔剂一般为碱金属、氟化物等,可以调整反应所需的温度、发热速度和发热时间。
(2)保温材料 保温材料一般选用热导率小的材料,常用的有漂珠、珍珠岩、膨胀蛭石、岩棉、硅酸铝纤维棉等。
(3)耐火骨料 对于发热保温冒口套,一般要添加耐火骨料来提高冒口套在较高温度时的强度和耐火度。应用较多的耐火骨料有耐火黏土、高铝矾土、石英砂、矿渣棉、煤矸石等。(https://www.xing528.com)
(4)黏结剂 发热保温冒口套使用的黏结剂主要有树脂类、水玻璃、纤维类等。
4.发热保温冒口套的主要性能指标
发热保温冒口套的主要性能指标包括发热特性、耐火度、抗弯强度、透气性、容重、含水量、尺寸精度等。
(1)发热性能 所有发热保温冒口的配方设计都是为了适时地产生热量,并减少冒口金属液的热量损失。冒口套的发热性能包括发热速度、发热持续时间、发热量等。发热性能主要与发热材料(铝热剂、氧化剂和助熔剂)的效率有关。发热保温冒口套中,如果发热材料配比和混制不当,容易造成燃烧不完全或不反应,或部分发热材料燃烧放热过快、发热持续时间短,达不到应有的效果。
(2)保温性能 发热保温冒口套的保温性能与冒口套材料有密切的关系。一般来说,孔隙大、容重小、热导率和蓄热系数低的材料具有较好的保温性能。另外,冒口套的保温性能也与其形状、壁厚等有关。
(3)耐火度 较高的耐火度将保证发热保温冒口套与金属液充分接触后获得相对光滑的表面。如果冒口套的耐火性能差,高温状态下冒口套将会被烧蚀,金属液将会侵入冒口套内壁,影响冒口的补缩效果。而导致发热保温冒口套耐火度差的原因是冒口套的材料组成无法抵抗金属液的热量和压力侵蚀。发热保温冒口套的耐火度主要是通过添加一些高熔点的物质来保证,如硅砂、Al2O3等。
(4)抗弯强度 发热保温冒口套应具备足够的湿强度和干强度,避免在实际生产和应用时冒口尺寸变形大、破损严重等问题。发热保温冒口套的抗弯强度采用液压强度试验机测定,单位为MPa。
(5)发气量和透气性 如果发热保温冒口套发气量大,巨透气性差,浇注时冒口内金属液会沸腾并大量飞溅。因此,应严格控制冒口的发气量并保证其透气性。发热保温冒口套的透气性一般采用直读式透气性测定仪测定。
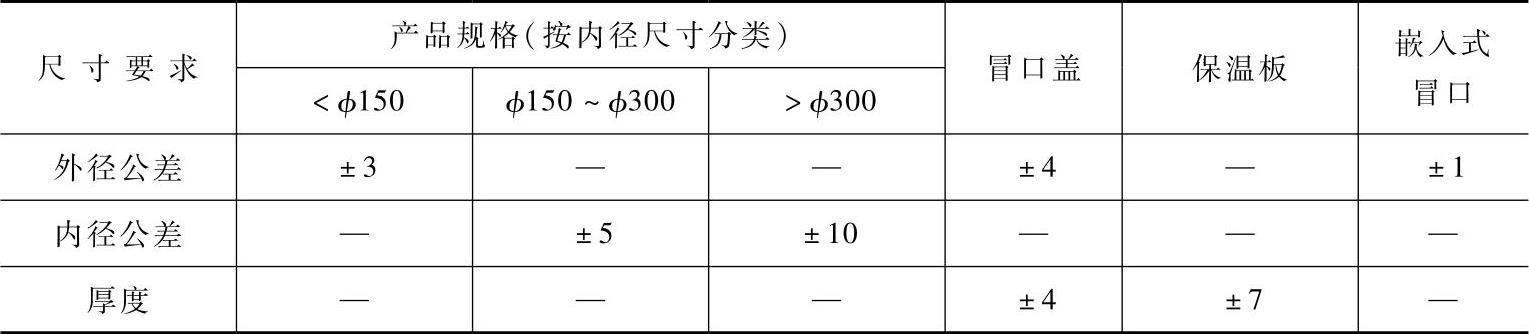
(6)尺寸精度 发热保温冒口套必须具备一定的尺寸精度,否则会影响补缩冒口的设计以及达不到所设计冒口应具备的补缩效果。发热保温冒口套的尺寸精度包括内外径公差、高度公差、厚度公差等,单位为mm。以漂珠发热保温冒口套和纤维发热保温冒口套的尺寸要求见表6-2和表6-3。
表6-2 漂珠发热保温冒口套的尺寸要求

表6-3 纤维发热保温冒口套的尺寸要求 (单位:mm)
另外,发热保温冒口套还应该具有低的含水量和合适的密度等。含水量是指保温冒口套材料所含游离水质量与原始质量之比,以百分数表示。发热保温冒口的容重是指体积密度,单位为g/cm3。
5.发热保温冒口套的效能
发热保温冒口与普通砂冒口相比,可保持或提高冒口中金属液的温度,从而延长金属的液态保持时间,使冒口的有效模数大大提高。
发热保温冒口套的效能主要体现在以下几个方面:
1)采用发热保温冒口套,可使所需要的冒口尺寸变小,减少金属用量(冒口中钢液重量可下降50%~80%),同时降低能耗(可以使占铸件生产成本7%~9%的能耗降低为5.2%)。
2)采用高效的发热保温冒口,可使铸件的工艺出品率从40%提高到50%~75%。
3)使用发热保温冒口套后,每生产1t毛坯铸钢件,可以少熔炼0.79t钢液,提高电炉使用率近80%。在不增加新电炉投资的情况下,可将现有的生产能力扩大1.8偌。
4)发热保温冒口套的使用减小了冒口尺寸,使冒口更容易切割。冒口套与易割片配合使用后可进一步简化冒口的清理过程。
5)为考察发热保温冒口套在铸件补缩性能上的优越性,国内有关研究进行了对比试验,对比对象为普通砂型冒口套、普通保温冒口套和HBES发热保温冒口套。所对比的冒口套尺寸规格相同,冒口壁厚均为10mm,冒口内径为120mm,内高为125mm。试验条件为:浇注温度为1520℃的缸体铸钢件,浇注时间为25s,总浇注量为125kg,试验次数为15次。试验结果见表6-4。结果表明:冒口套的补缩效果按照普通砂型冒口、普通保温冒口、HBES发热保温冒口的顺序明显递增。
表6-4 冒口套效能对比

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。