



覆膜砂型(芯)制造的基本流程分为5个阶段:吹砂或翻转→结壳→排砂→硬化→取芯(型)。
1)翻转或吹砂,即将覆膜砂倾倒于壳型模具上或将其吹入芯盒内而制造壳型或壳芯。
2)结壳。通过调节加热温度和保持时间来控制壳层厚度。
3)排砂。将模具和芯盒翻转,使未反应的覆膜砂从被加热的壳型表面落下,收集后供再次使用。为使未熔融的覆膜砂更容易去除,如有必要,可采取前后摇动的机械方法来进行。
4)在加热状态下保持。为使壳层厚度更均匀,在一定的时间下使之与加热壳型表面接触,进一步硬化。
5)顶出壳型、壳芯。将硬化的壳型和壳芯从模具和芯盒中取出。
1.壳型的制造
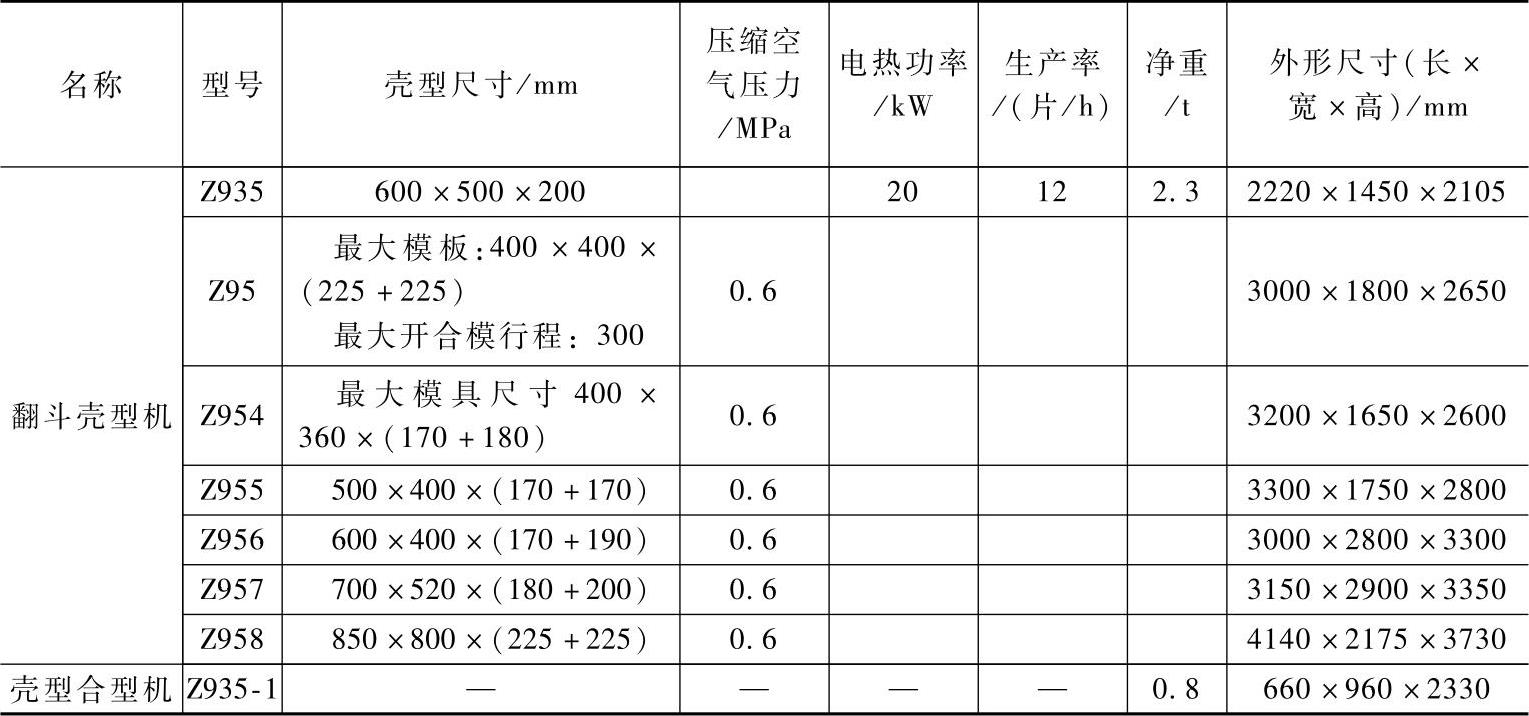
翻斗法是最常用于制造壳型的方法,此外还有摇动式翻斗法、隔膜加压法等。表8-79为部分国产壳型机的型号、规格。
表8-79 部分国产壳型机的型号、规格
2.壳芯的制造
目前根据取芯机构的特点,可有各种壳芯制造方法。根据壳芯的复杂程度,有翻转法、垂直落下法、吹砂法和离心法等。
K87型壳芯机是常用的壳芯生产设备,它由加砂装置、吹砂装置、芯盒开闭机构、翻转机构、顶芯机构和机架等组成。K89A翻转式壳芯机适合芯盒尺寸在850mm×900mm×(200~400)mm范围内垂直分型的覆膜砂壳芯的生产,尤其适用于发动机缸体芯的生产。其主要参数见表8-80。
表8-80 K89A翻转式壳芯机的主要参数
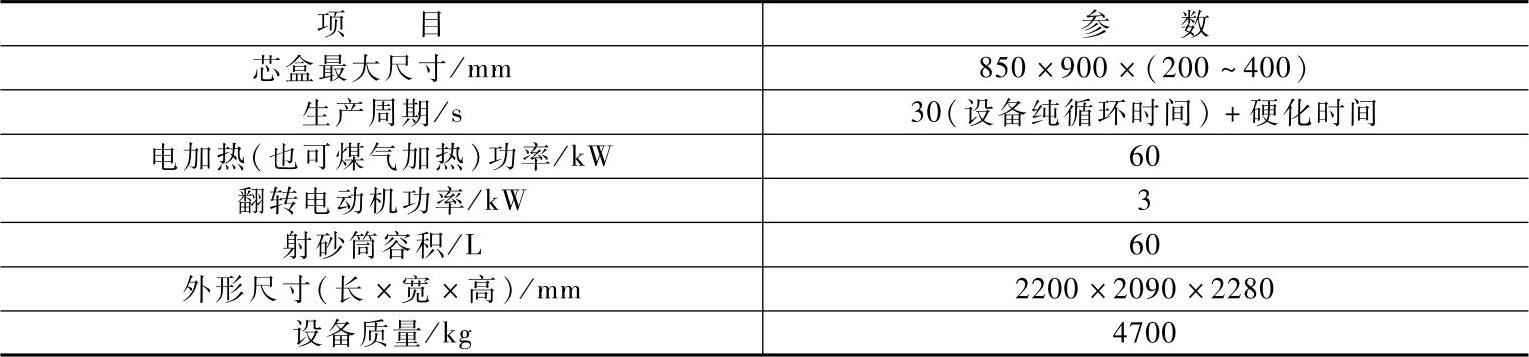
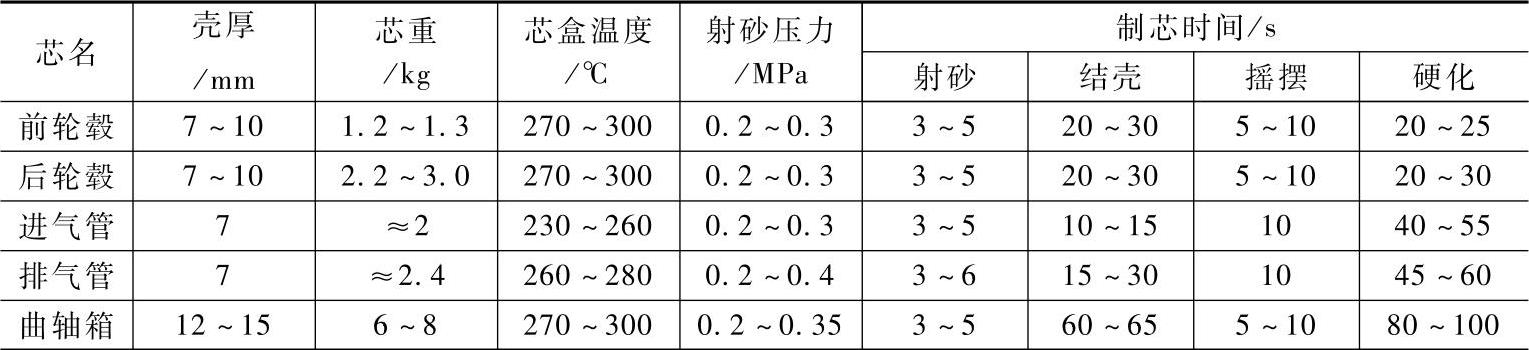
表8-81列举了壳芯机制芯工艺参数实例。(https://www.xing528.com)
表8-81 壳芯机制芯工艺参数实例
3.实体芯的制造
从理论上讲,覆膜砂几乎可以生产所有类型,尤其是高精度铸件的实体芯。采用湿态覆膜砂时,可直接利用热芯盒设备和工装制芯,而无需对原有设备和工装做任何改变。采用干态覆膜砂时,由于其流动性好,需对芯盒的排气方式、射嘴及芯盒密封进行特殊处理。可利用安息角原理(覆膜砂的安息角约30°),解决射砂后排气时覆膜砂进入射腔和不射砂时覆膜砂自动下落等问题。
下面以GSR2热芯盒射芯机为例,介绍其制作实体芯的有关工艺参数(见表8-82)。
表8-82 GSR2热芯盒射芯机工艺参数

砂芯结构不同,射芯工艺差别较大。此外,固化温度指的是模具的固化温度,有些模具的加热管装在加热板上,这样显示的固化温度和模具的实际固化温度是有差异的。
目前,采用干态覆膜砂热芯盒制芯工艺的厂家较多。表8-83列举了几个厂家的覆膜砂热芯盒工艺参数实例。
4.覆膜砂预热及其装置
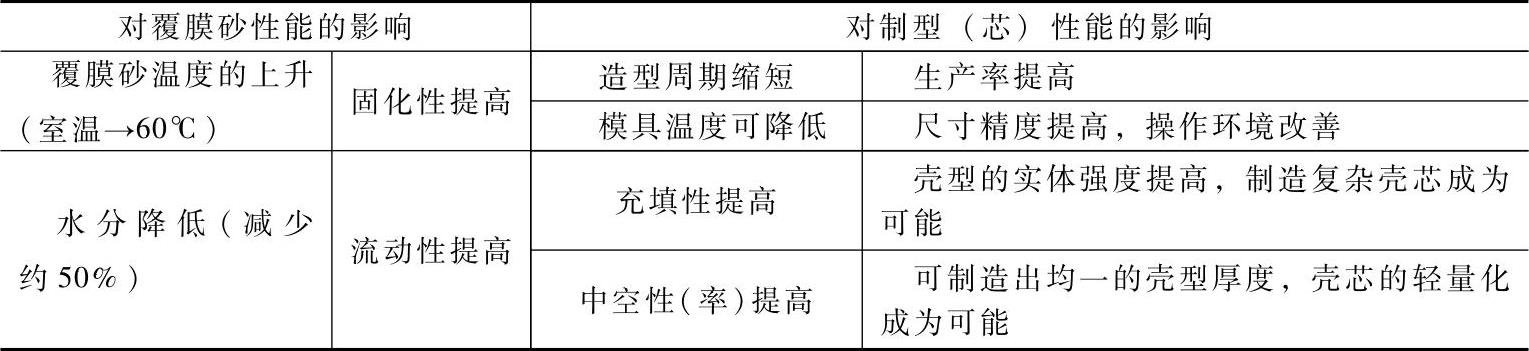
所谓覆膜砂预热,即在覆膜砂造型前,采用预热装置来加热覆膜砂。利用加热装置可使覆膜砂温度均匀,巨能去除覆膜砂中的水分。覆膜砂温度由室温的上升,可使得生产率提高;由水分的降低能获得均一的壳型(芯),并有助于获得高质量的壳型。表8-84为覆膜砂的预热效果。
表8-83 覆膜砂热芯盒工艺参数实例
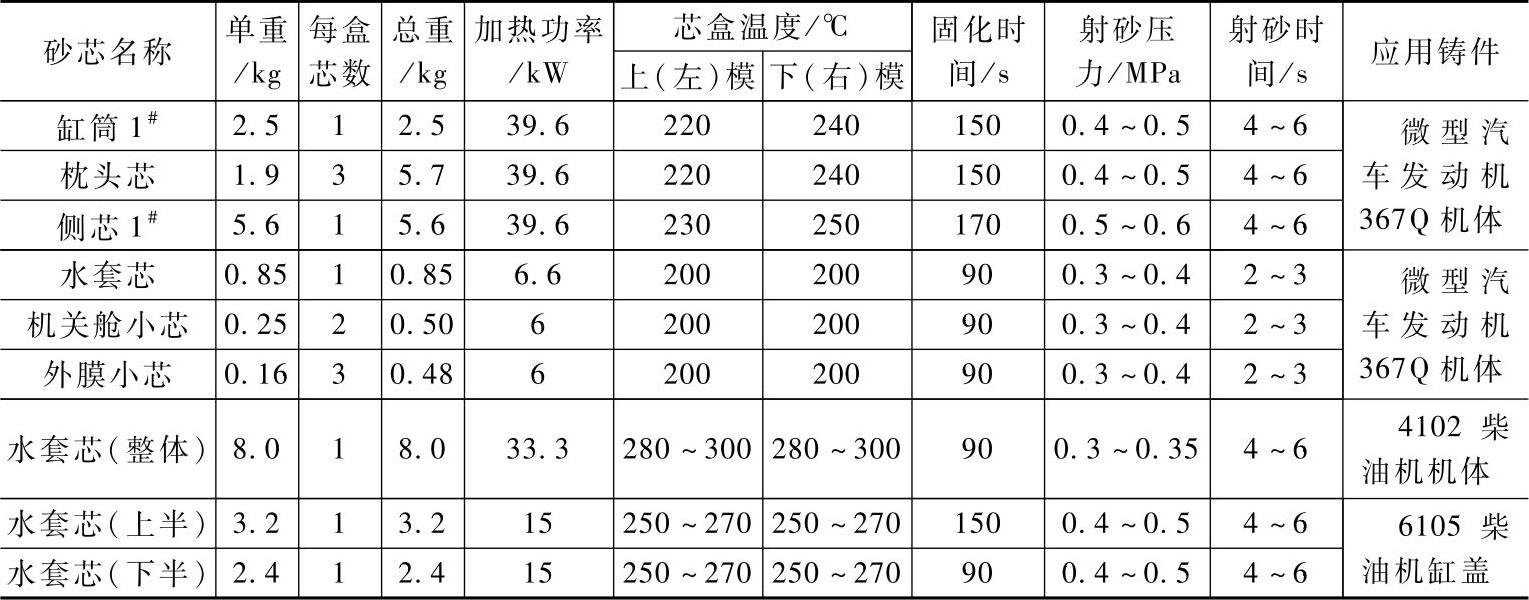
表8-84 覆膜砂的预热效果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。