



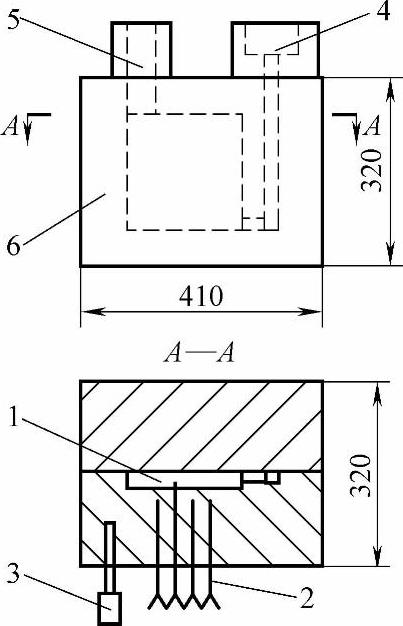
图13-24 V法试验铸型及检测方法
1—铸件 2—热电偶 3—真空表 4—浇口 5—冒口 6—砂型
V法造型的浇注、冷却过程都是处于负压下进行,又由于无黏结剂和水,空气稀薄,对流作用小,一般来讲,V法铸型传热比普通砂型慢,所以铸件的冷却速度也低。影响热传导的因素有真空度大小和型砂的粒度大小。日本有学者对V法造型的铸型和铸件的热传导做过试验研究,铸件是200mm×200mm×200mm的平板,其试验方法如图13-24所示。试验结果清楚地说明了型砂中黏结剂、真空度和型砂粒度对冷却速度的影响。
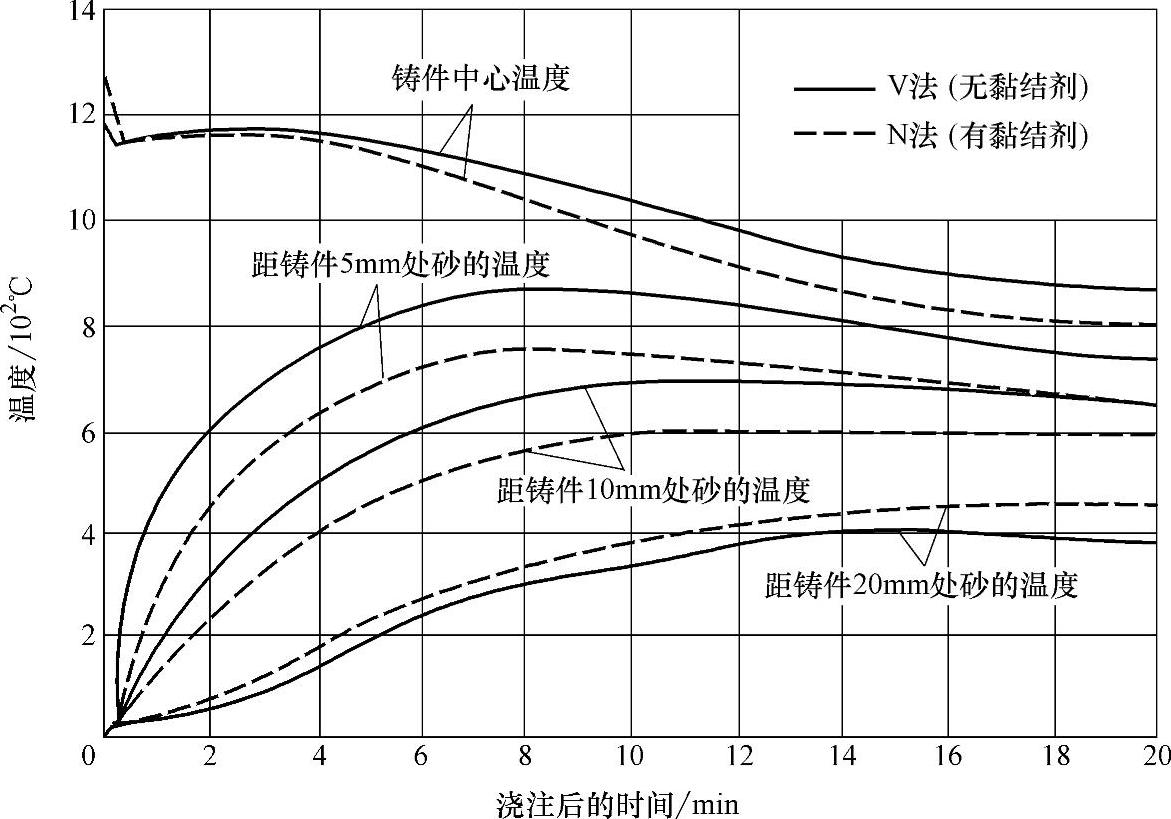
1.型砂中有无黏结剂对冷却速度的影响
浇注后测得V法和N法(有黏结剂)的铸型的温度变化曲线,如图13-25所示。从图中可以看出,V法铸型中,铸件表面附近的温度急剧上升,而远离铸件处的温度上升缓慢,这说明V法铸型蓄热能力差。这是因为V法铸型的砂粒间接触是点接触或近似于点接触,砂粒间空气稀薄,热量只能靠砂粒间极小的接触面进行传导和热辐射,所以热扩散能力差,从而降低了铸件的冷却速度。在有黏结剂的N法铸型中,型砂中的黏结剂起了传递热量的过渡作用,故铸件冷却速度较快。
2.真空度对冷却速度的影响
真空度对冷却速度的影响如图13-26所示。从图13-26可看出,真空度越高,铸件冷却越慢。其主要原因是因为型砂间空气稀薄,而空气是砂的导热系数的十分之一,空气导热的作用是不可忽视的,因空气的热膨胀对流而产生的热传递效果也很可观,所以空气稀薄时,真空度越高,铸件的冷却速度也就越慢。
 (https://www.xing528.com)
(https://www.xing528.com)
图13-25 型砂中黏结剂对冷却速度的影响
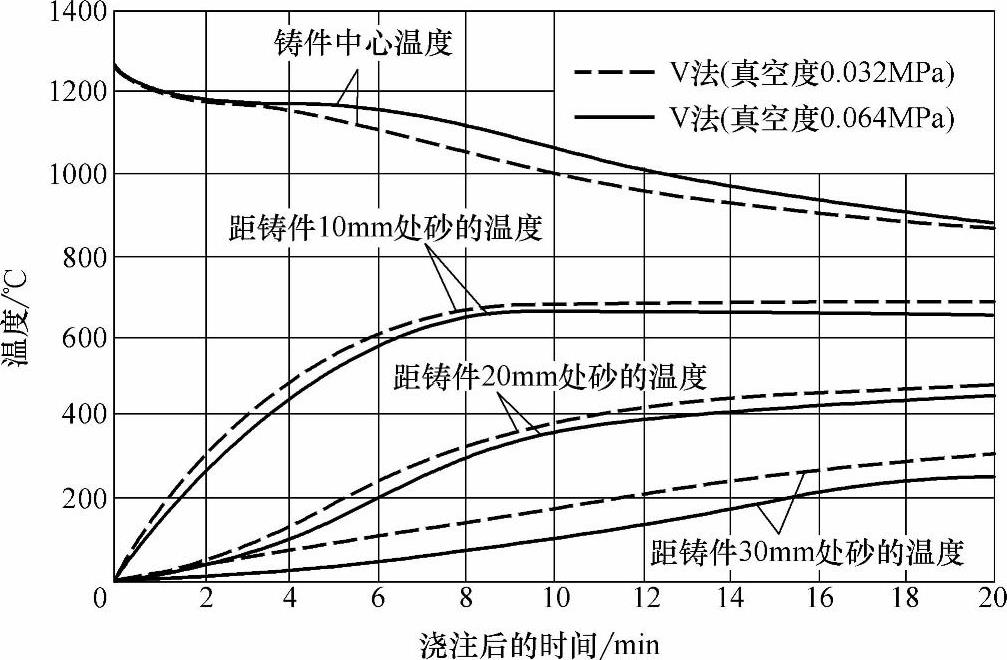
图13-26 铸型中真空度对冷却速度的影响
3.原砂的粒度对冷却速度的影响
原砂的粒度对冷却速度的影响如图13-27所示。砂的粒度越细,其传热效果越差,铸件冷却速度也就越缓慢。这是因为细砂粒虽然接触点数目增加,有利于传热,但由于细砂粒形成许多互不相通的间隙,又影响到热对流作用,因而不利于传热。
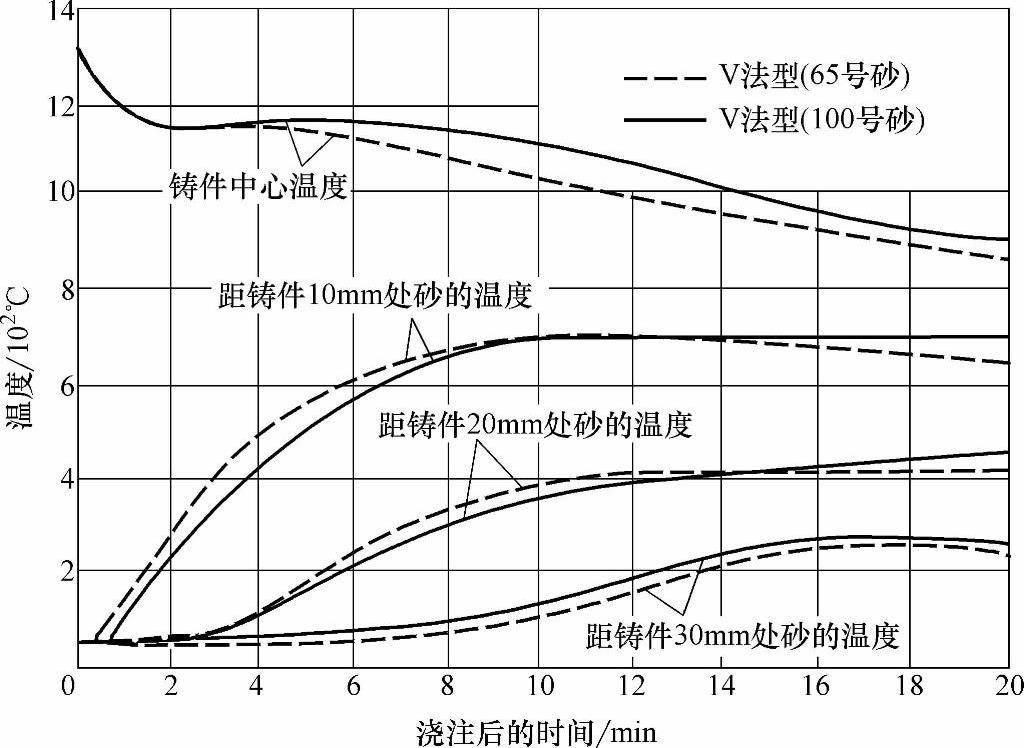
图13-27 原砂的粒度对冷却速度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。