



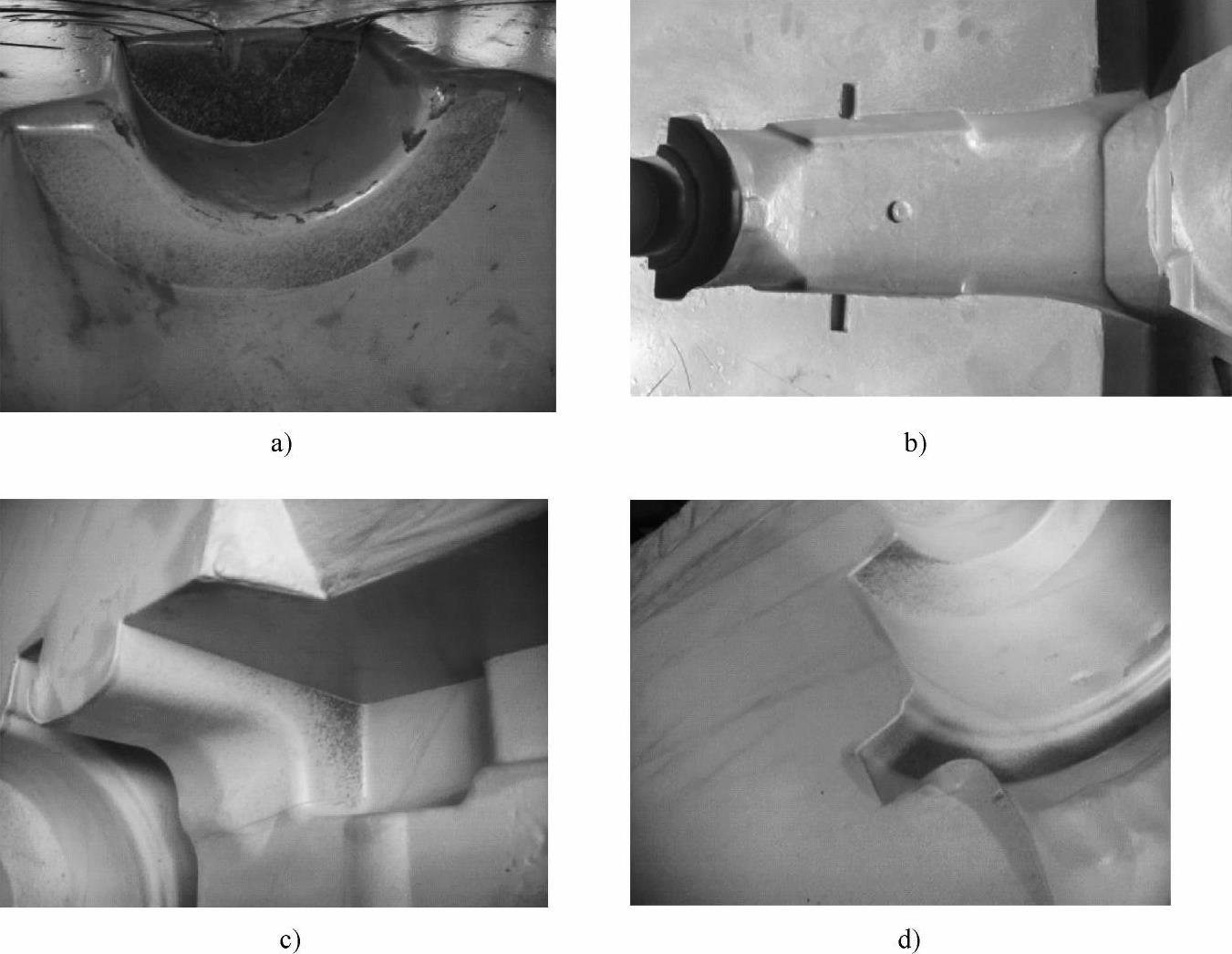
图13-37 喷涂后涂层的均匀性
a)涂层不均匀 b)涂层较均匀 c)涂层均匀 d)涂层均匀
1.搅拌
涂料要搅拌均匀。使用前,在膏状涂料中加入质量分数为10%~15%的工业乙醇,或粉(粒)状涂料中加入质量分数为30%~40%的工业乙醇,将其充分搅拌均匀。当其黏度(或波美度)达到规定的范围时,即可喷涂或刷涂涂料(其中刷涂波美度高于喷涂)。
2.喷涂及涂层质量
V法涂料的施涂方法有喷涂和刷涂两种。其中,最好的方法是喷涂,条件不具备的情况下也可涂刷,但必须要做到均匀涂刷。涂料厚度为0.5~1.0mm,之后自然干燥或吹热风干燥。
当喷涂时,将稀释好的涂料倒入喷枪罐中,接好压缩空气,调整好气压,对准EVA塑料薄膜进行喷涂。在喷涂过程中,喷枪和薄膜间要保持30~40cm距离,以免造成喷涂厚薄不均,同时喷枪移动时,要保持缓慢而匀速。其涂层厚度一般以0.8~1.2mm为宜。(https://www.xing528.com)
喷好后的涂层应是均匀的颜色,否则就是涂层不均匀(其不均匀是导致铸件粘砂的直接原因),见图13-37(其不均匀程度从图13-37a至图13-37d逐渐减轻)。如果有未喷到的地方,则需要进行适度补喷;如果按工艺要求喷涂第二遍,则需要在第一遍干燥后再进行第二遍的喷涂。
3.烘干
涂料喷好后,应进行低温烘烤或自干,烘烤要较为彻底。低温烘烤时,建议烘烤温度低于50℃,调整好烘烤器与铸型的位置,烘烤时间以10min左右为宜。要防止烘烤不足(见图13-38a)或过烘烤(见图13-38b)。局部涂料堆积处或离烘烤器电热源较远处尚未烘干的,可用便携式烘烤器进行补烘。
涂层经自干和低温加热干燥后表面光洁平整,宇迹清晰,如图13-38e、f所示。
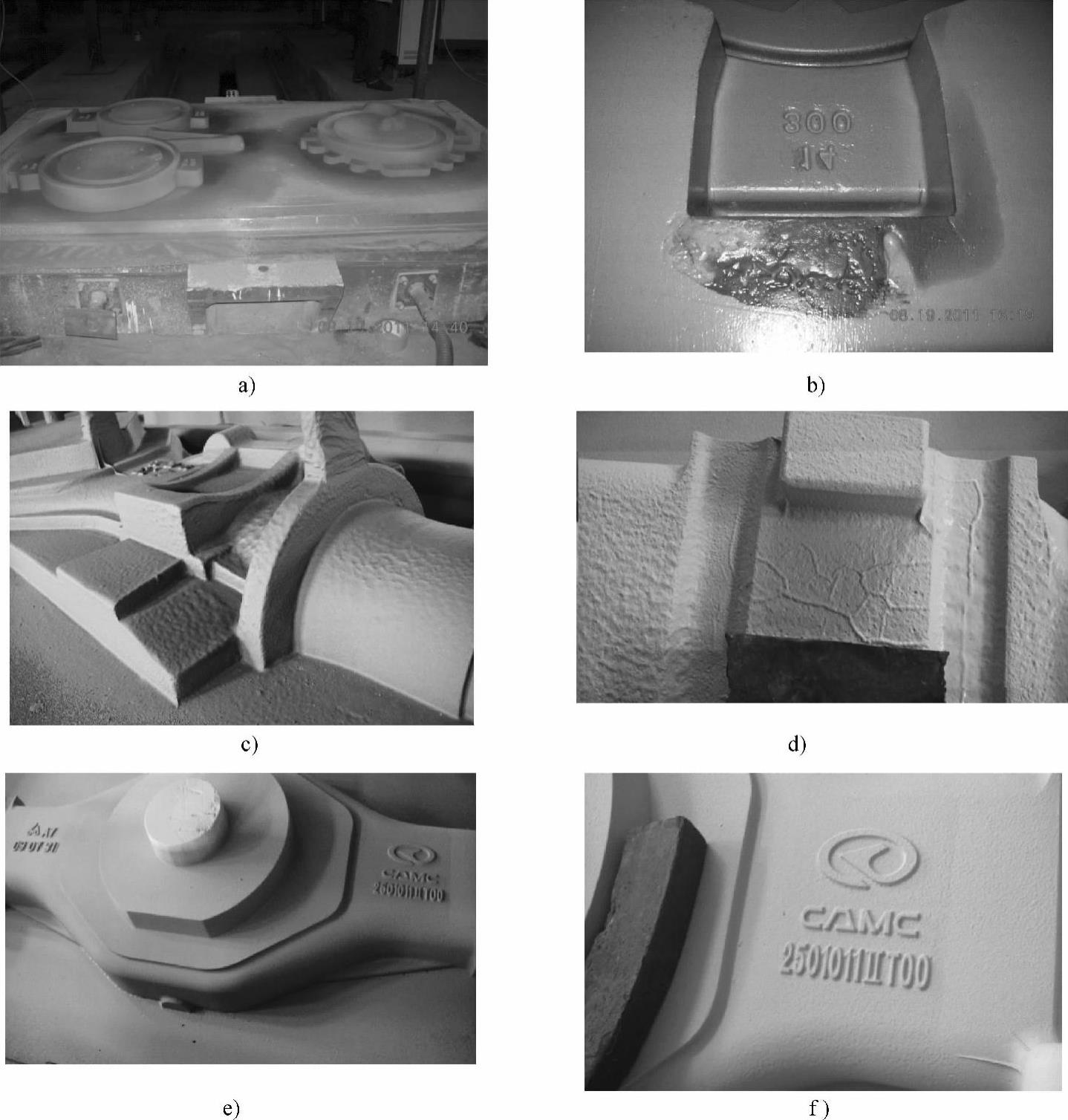
图13-38 薄膜表面涂层干燥后的状态
a)局部尚未烘干 b)局部烘干过度,薄膜软化,粘模 c)涂层团聚(疙瘩状) d)涂层起皮 e)干燥后涂层表面光洁 f)涂层宇迹清晰
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。