



有机溶剂脱脂是一种比较常用的脱脂方法,它是利用有机溶剂能溶解油脂的物理性质,将工件表面的油污除去的一种脱脂方法。可皂化油脂和不可皂化油脂在有机溶剂中均会发生溶解。这种脱脂方法的优点是能除去各类油脂,脱脂速度快,设备简单,除特殊情况外一般不腐蚀被处理的金属。而大多数有机溶剂的易燃性和毒性是其不可忽略的缺点。
在多数情况下,有机溶剂脱脂是不彻底的。因为当附着在基体材料表面的有机溶剂挥发以后,其所携带的油污会在基体材料表面上少量残留。对油污较厚的金属工件,在有机溶剂脱脂后,必须再用化学或电化学方法进行补充脱脂处理,才能彻底除净有机溶剂挥发以后残留的少量油脂。
1.有机溶剂
一种理想的有机溶剂应该具有以下性质:
1)在冷、热和蒸汽状态下均能脱脂。
2)不易燃,不分解,不变质,不腐蚀金属。
3)稳定,无毒,无刺激性气味。
4)黏度低,比热容及汽化热低,蒸汽重于空气。
5)液相密度高,表面张力低。
6)不对空气产生污染。
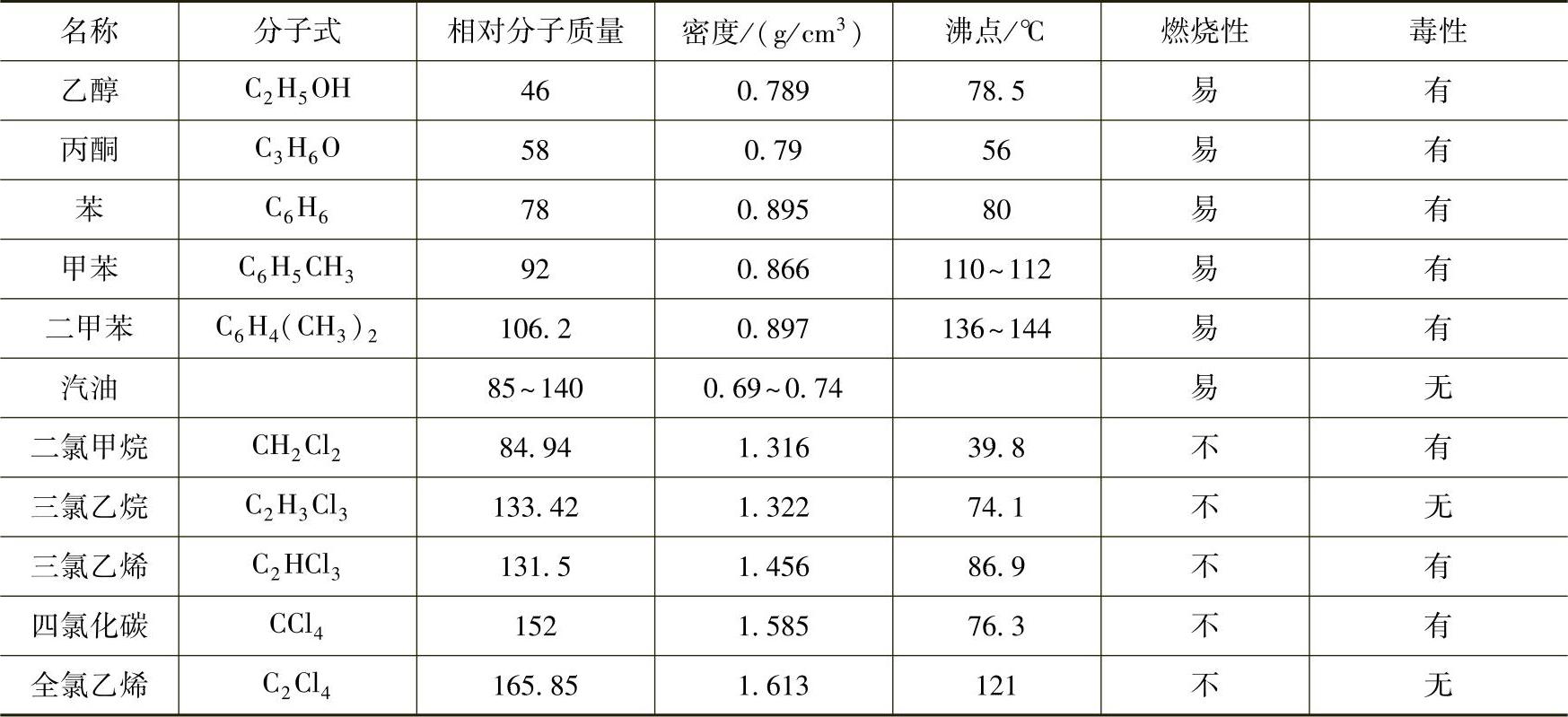
然而完全满足上述条件的有机溶剂是没有的。常用的有机溶剂有煤油、汽油、苯类、酮类、三氯乙烯、四氯化碳、乙醇等,其中最有效的是三氯乙烯和四氯化碳。煤油、汽油、苯类属于有机烃类溶剂,其特点是易燃、毒性小、对大多数金属无腐蚀作用,多用于冷态浸渍或擦拭脱脂。三氯乙烯和四氯化碳为有机氯化烃类溶剂,其特点是脱脂效率高,不易燃,可加温操作,因此可进行气液联合脱脂,脱脂液能再生循环使用,除铝、镁以外对大多数金属无腐蚀作用,其缺点是有剧毒。尤其是三氯乙烯,它在紫外线的照射下会分解成剧毒的光气和强腐蚀介质,特别是在铝、镁的强烈催化下,有强烈的麻醉作用和腐蚀作用。操作时应避免将水带入脱脂槽内,避免日光直射,及时捞出掉入槽中的铝、镁工件,并且脱脂槽应有良好的抽风装置。常用有机溶剂的物理化学性质见表3-7。
表3-7 常用有机溶剂的物理化学性质
 (https://www.xing528.com)
(https://www.xing528.com)
各类溶剂在正常使用状态下是稳定的,但在作业过程中,如果空气中的氧、紫外线、铜粉之类的金属粉末、水分、抛光膏残渣、酸成分等混入时,不仅会分解,降低脱脂能力,而且会产生恶臭,甚至腐蚀设备及影响工作。因此,为确保溶剂稳定,一般要添加多种稳定剂。常见稳定剂有:
1)氧化抑制剂,可防止分解,如苯酚等。
2)缩合反应抑制剂,可防止有机溶剂变质,如醇类、酯类等。
3)酸中和剂,如碱性胺类等。
4)腐蚀抑制剂。
稳定剂并非绝对万能,因此要谨防混入能引起分解、变质的外来物质。为防止水分混入,工件必须在干燥后才能脱脂;脱脂槽的冷却管要避免因过冷而使空气中的水分冷凝;要防止工件的脱落,以及金属粉末的混入;注意避免日光直射(紫外线),以荧光灯照明为好。
2.有机溶剂脱脂方法
(1)浸渍法 浸渍法是将金属工件浸渍在清洗槽中,使其整个表面与有机溶剂接触,并加以搅拌,工件表面的油脂被有机溶剂溶解并带走不溶解的污物的处理方法。为了提高脱脂效率,可以加热和延长浸渍时间,也可以采用加大有机溶剂流动量的方法。有时借助毛刷或刮板的机械作用来辅助浸渍清洗,以提高脱脂速度。各种有机溶剂均适用于浸渍脱脂法。
(2)喷射法 喷射法是用水泵把有机溶剂通过喷嘴喷射到金属工件表面,工件表面的油脂不断被溶解并带走,反复喷淋直至油污全部被除净的处理方法。通常使用压力范围为70~120kPa。喷射压力越大,脱脂作用中机械去污作用越大。高压喷射脱脂过程中,喷射冲击作用起决定性作用,喷射对金属表面上的灰尘、炭粒、硅砂等粒状污垢有很好的去除作用。除了易挥发的溶剂,如汽油、丙酮及二氯甲烷以外,其他有机溶剂均可用于此法。但是,喷射脱脂必须在密闭的容器内操作。
(3)蒸气法 在蒸气清洗槽中,有机溶剂清洗液经加热变成蒸气形成气相区,工件被放置在气相区,黏附在其表面上的油脂被蒸气溶解、冲洗,当蒸气被冷凝时,溶剂连同油脂等污垢回落到槽体下面的清洗液中,随后溶剂再经过加热又汽化为蒸气与工件接触,不断循环作用。由此可见,在蒸气脱脂时,工件接触的溶剂蒸气总是干净的,因此能克服浸渍脱脂和喷射脱脂工艺中脱脂液不断被污染的缺点,从而可以使工件表面获得较高的清洁度。
(4)联合处理法 单一的蒸气脱脂的缺点在于当工件温度上升到蒸气温度时,冷凝和清洗作用便停止了,往往不适合清洗重油垢的工件。联合处理法是将浸渍法、喷射法、蒸气法三种方法联合使用,以去除工件表面所黏附的油脂的处理方法。联合处理法通常有浸渍-蒸气法、喷射-蒸气法、浸渍-喷射-蒸气法三种方法,后一种处理方法的脱脂效果最好。凡形状复杂的工件,如带有深孔、凹面,并且黏附有陈旧性油垢的工件,都应该使用联合处理法,即工件在进行蒸气脱脂之前,先经过浸渍或喷射脱脂处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。