



1.工艺特点
为了消除氰化物的公害和改善镀层质量,无氰电镀金工艺近些年来有了很大的发展。到目前为止,无氰电镀金大致有亚硫酸电镀金、卤化物电镀金、硫代苹果酸电镀金和硫代硫酸盐电镀金及乙内酰脲电镀金等。研究最多和应用较广的是亚硫酸盐电镀金,在电子工业中应用较为广泛。
亚硫酸盐镀液无毒,分散能力和覆盖能力也较好,镀层光亮致密,与铜、镍、银等金属结合牢固,耐酸、抗盐雾性能好。但单独用亚硫酸盐作为配位剂时,镀液不够稳定,需引进一些其他辅助配位剂,如柠檬酸盐、酒石酸盐、磷酸盐、EDTA等。此外,还需要加入一些含氮的有机添加剂。近年来,随着有机多磷酸在电镀上的广泛应用,在亚硫酸盐镀液中添加有机多磷酸能使镀液稳定,扩大pH值范围,改善镀层和基体金属的结合力。
2.镀液组分及工艺条件
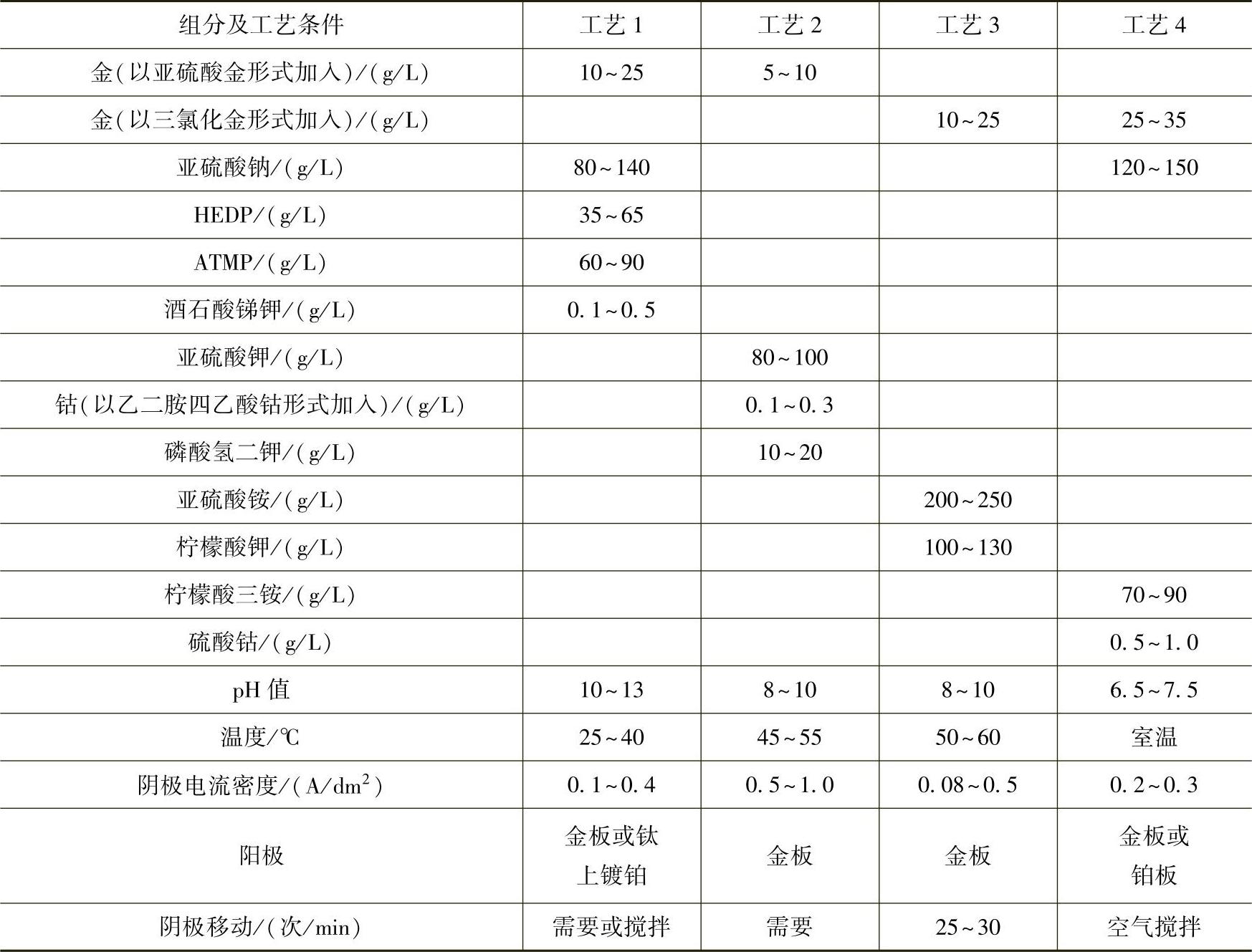
亚硫酸盐电镀金的镀液组分及工艺条件见表4-54。
表4-54 亚硫酸盐电镀金的镀液组分及工艺条件
3.镀液的配制
1)将计算量的三氯化金用5倍的纯水溶解,在流水或冰盐水冷却的条件下,用约质量分数为40%的氢氧化钾溶液慢慢中和至pH值为7(注意此反应是放热反应,最好要控制在25℃以下),得血红色透明氯金酸钾溶液。将此溶液慢慢倒入质量分数约为25%的亚硫酸钠水溶液中,先得到淡黄色透明溶液。再加热到70~80℃,并不断搅拌,得到亚硫酸金钠溶液。
2)在烧杯中放入计量的HEDP和ATMP,加入2mL质量分数为30%的过氧化氢,再用质量分数为50%以下的氢氧化钾溶液中和至pH值为7,将配制的亚硫酸金钠溶液倒入,再用质量分数为25%~40%的氢氧化钾调pH值。其他添加剂在搅拌下逐一加入,经过滤得无色透明溶液,分析调整后可试镀。
4.镀液中各成分的作用
(1)亚硫酸金钠、亚硫酸金钾、三氯化金 这些金盐分别是各工艺的主盐。在含量较高时,允许电流密度上限也较高;含量过高,则镀层易粗糙;含量过低,则允许电流密度范围变窄,沉积速度慢,镀层色泽也变差。
(2)亚硫酸钠、亚硫酸钾、亚硫酸铵 亚硫酸钠、亚硫酸钾在各自工艺中是主配位剂。亚硫酸铵是还原剂,它能把Au3+还原成Au+;同时它又是配位剂,与氨一起和金离子生成亚硫酸金胺双配合物。提高它们的含量,能提高阴极极化,使阳极正常溶解,镀液稳定,有利于获得光亮细致的镀层,能改善镀液分散能力和覆盖能力;但若含量过高,阴极会大量析氢,降低阴极电流效率,镀层粗糙、无光泽。游离亚硫酸根会被空气中的氧氧化成硫酸根,所以需经常补充。
(3)HEDP和ATMP HEDP和ATMP是1-羟基乙叉-1,1-二磷酸和氨基三甲叉磷酸的英文缩写。两者都是有机多磷酸类,具有较强的配合、缔合、缓冲能力和表面活性,故可在铜基体上电镀,镀层结合力良好。溶液中无氨的挥发,所以它们又是溶液的稳定剂。含量太少时,镀层偏红、发暗,高电流区镀层结晶粗糙;含量过多时,沉积速度慢,镀层略有脆性。(https://www.xing528.com)
(4)酒石酸锑钾 酒石酸锑钾是镀层的增硬剂。它过量时,镀金层易脆化。
5.工艺条件的影响
(1)pH值 pH值是镀液稳定的重要因素,同时pH值对镀层外观、镀液稳定性、镀层硬度都有影响。pH值过低时,镀液浑浊。因此,应经常注意调节pH值在规定范围内。
(2)温度 升高温度有利于扩大电流密度范围,提高沉积速度,扩大光亮区。但加温时,要防止局部过热而使镀液分解析出黑色的硫化金。温度过低时,允许的电流密度范围变窄,阴极电流效率降低,沉积速度慢,镀层还有可能出现脆性。
(3)搅拌 阴极移动和搅拌,有利于消除镀液的浓差极化,扩大使用电流密度范围,提高沉积速度和增大光亮区,也能防止阳极区pH值局部下降使镀液不稳定。
(4)操作 操作时,工件最好带电入槽。滚镀时可先开3~5倍电流冲击1min左右,然后降到正常电流进行电镀。滚筒转速最好控制在15~20r/min。
6.常见故障及处理方法
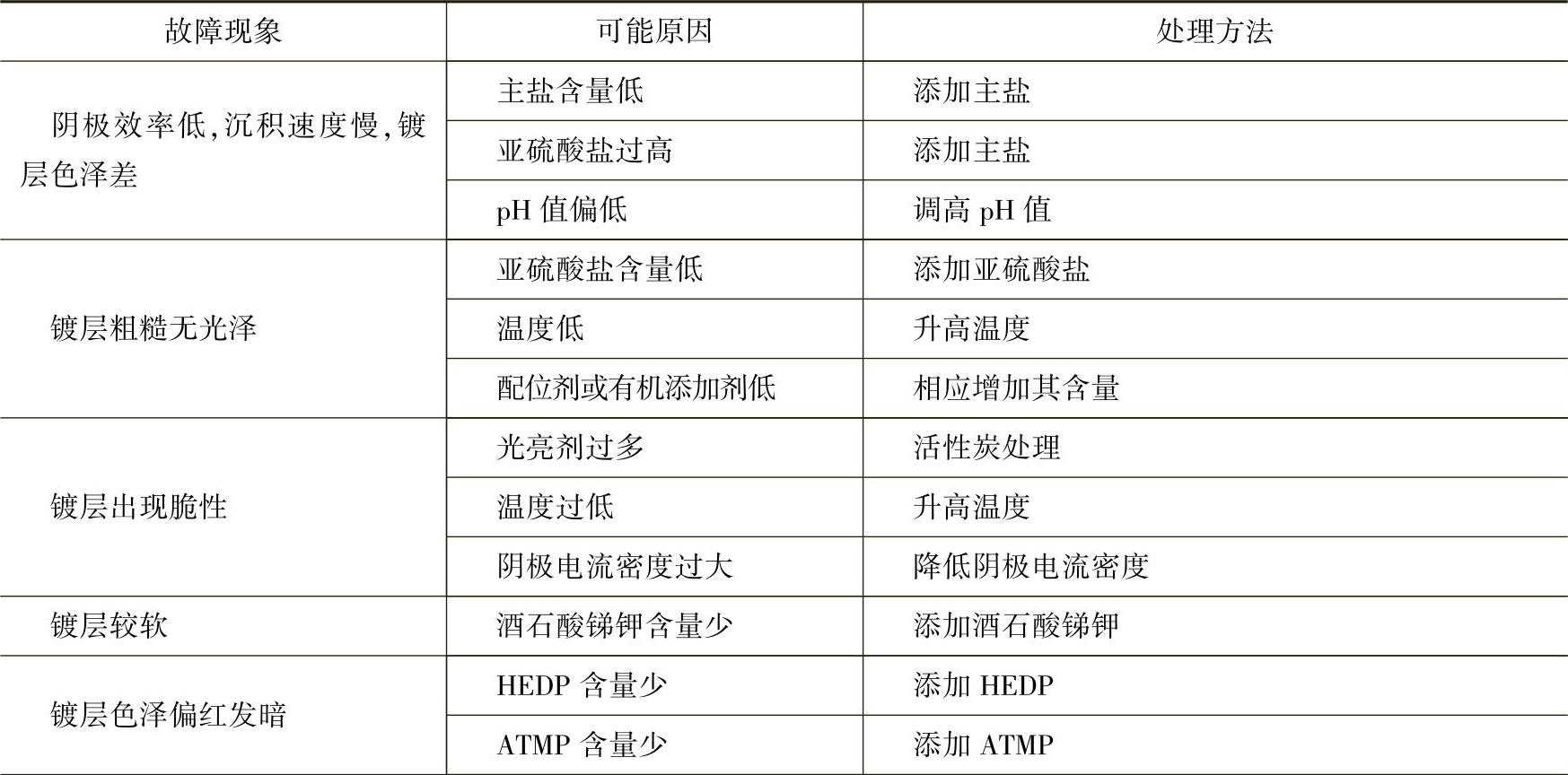
亚硫酸盐电镀金的常见故障及处理办法见表4-55。
表4-55 亚硫酸盐电镀金的常见故障及处理办法
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。