



1.工艺特点
碱性镀液可分为钾盐镀液和钠盐镀液,虽然它们具有不同的特性,但它们的行为基本类似。由于锡的析出电势比氢的析出电势高,所以在阴极上主要是锡的沉积,但两者电势相差的数值并不是很大(锡的析出电势为-0.9V,氢的析出电势为-1.06V),故阴极电流效率比酸性镀液要低。锡酸钠镀液的阴极电流效率一般为60%~80%,锡酸钾镀液的阴极电流效率一般为60%~90%。阴极电流效率的高低,取决于镀液的组分、温度和阴极电流密度等。
2.镀液组分及工艺条件
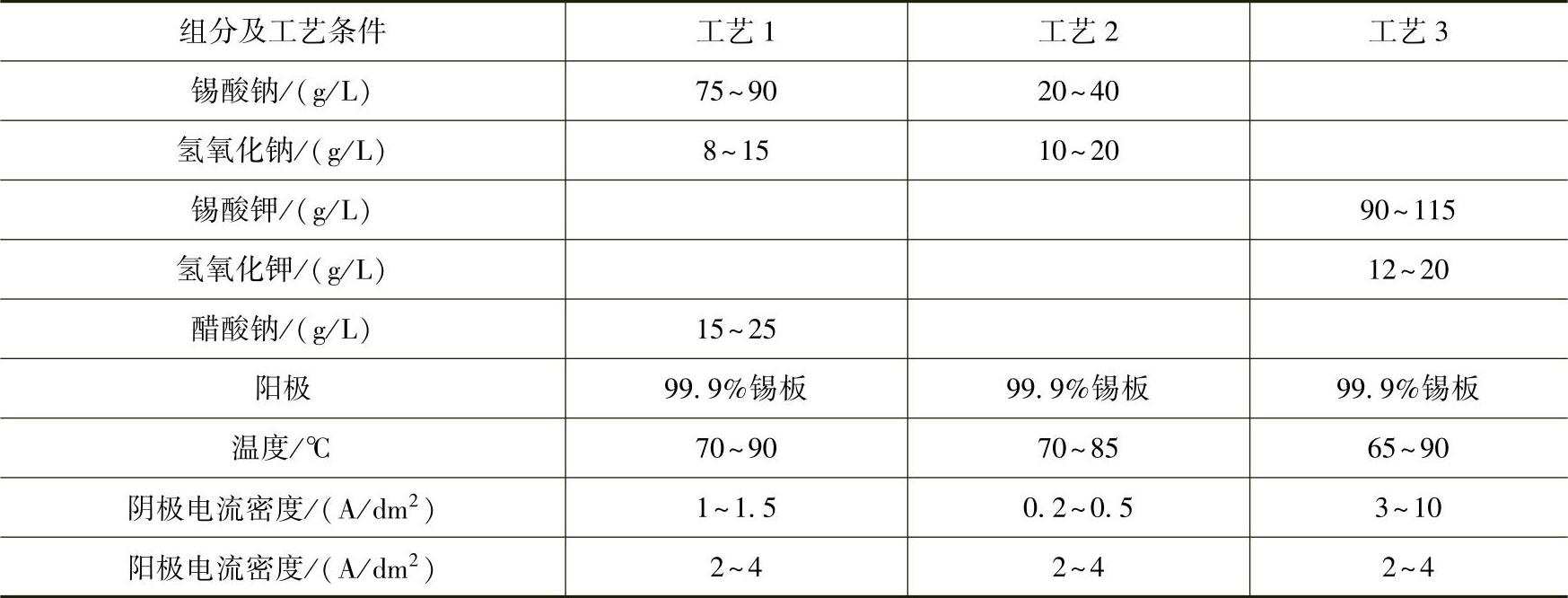
碱性电镀锡的镀液组分及工艺条件见表4-73。
目前生产中使用的这些工艺都是在高温条件下工作,这是碱性镀液的一大缺点。由于温度高,镀液碱性又强,对操作环境污染严重,影响工人健康。因此,碱性电镀锡也必须具备良好的排风装置。
表4-73 碱性电镀锡的镀液组分及工艺条件
3.镀液的配制
在电镀槽中先放入1/3~1/2体积的蒸馏水或去离子水(硬水在碱性镀液中,将会产生锡酸钙、锡酸镁等不溶性淤渣),应避免氯离子带入,虽然氯离子一般对镀液无害,但达到一定含量后,会导致阳极膜的破裂,并使无衬钢槽或钛阳极吊篮产生腐蚀。将计量的氢氧化钠(或氢氧化钾)放在铁丝篮内挂在槽中使其溶解;在搅拌下分别将所需量的锡酸钠(或锡酸钾)溶解在氢氧化钠(或氢氧化钾)溶液中;最后用水稀释至所需体积。过滤后经分析调整(必要时加少量过氧化氢),通电处理数小时后即可试镀。
4.镀液中各成分的作用
(1)锡酸钠 锡酸钠(或锡酸钾)是碱性镀液中的主盐。提高其含量,镀液的工作电流密度可以提高,从而加快沉积速度。当锡酸盐含量控制在工艺范围内时,镀液分散能力好,镀层结晶细致。锡酸盐含量过高,阴极极化作用降低,镀层粗糙,降低镀锡层的焊接性;锡酸盐含量过低时,阴极电流密度、阴极电流效率和沉积速度都有明显下降。
(2)游离碱 由于锡酸钠(或锡酸钾)是弱酸强碱盐,易水解,因此在碱性镀液中保持一定量的游离碱,能抑制锡酸盐的水解,稳定镀液。适当的游离碱还能使阳极正常溶解。游离碱的含量可随锡酸盐的变化而变化。提高游离碱含量,能提高阴极极化和镀液的导电性能。游离碱含量过高时,阳极不易保持金黄色,阳极溶解产生二价锡,影响镀层质量;游离碱含量过低时,阳极易钝化,镀液分散能力下降,镀层易烧焦,镀液中还会发生锡酸盐水解。
(3)乙酸钠 有些工艺中加入了一定量的乙酸钠,这是因为乙酸钠能使镀液稳定,并使镀层结晶细致。但也有研究表明:乙酸钠对镀液虽无害处,但也没有明显的好处。只是游离碱含量高到必须要降低时,才用乙酸钠调节。因而镀液中乙酸钠的含量多少无明显影响,新配镀液时一般可以不添加乙酸钠。
5.工艺条件的影响(https://www.xing528.com)
(1)阴极电流密度 提高阴极电流密度可提高沉积速度,但阴极上析出氢气增多,阴极电流效率下降,钠盐镀液更明显。阴极电流密度过高,则镀层粗糙、发暗、多孔。阴极电流密度与镀液成分和温度有关,如锡酸盐含量和镀液温度较高,而氢氧化物含量相对较低时,可适当提高阴极电流密度。
(2)温度 锡酸盐电镀锡一般需要加温,操作温度最低为60℃,一般都要在75℃左右工作。滚镀时通常控制在温度范围的下限。锡酸钾镀液的工作温度一般比锡酸钠镀液高一些。提高温度,阴极、阳极电流效率也相应增大,并能得到白亮的沉积层。但温度过高,能源损耗大,镀液消耗量大,对环境污染严重;温度过低,不利于阳极的正常溶解,阴极电流效率、沉积速度都会降低。
(3)电源波形 碱性镀液需要平稳的直流电流,最好采用无脉冲的三相全波整流的波形。这样镀层沉积速度较快,结晶较细致。
(4)杂质的影响及去除 碱性镀液中Sn2+是有害的。因为Sn2+在碱性镀液中会使镀层发暗、粗糙、多孔,严重时产生海绵状镀层。在碱性镀溶液中Sn2+的质量浓度一般不要超过0.1g/L。镀液如被Sn2+污染,可用高锰酸钾做定性测试。镀液受Sn2+污染后,通常采用0.1~0.5mL/L质量分数为30%的过氧化氢调整;也可加入过硼酸钠(钾),将Sn2+氧化成Sn4+;或者是在阳极面积与阴极面积之比为1∶5时进行电解处理,直至恢复正常。
由于工业用锡酸钠(钾)纯度不高,会向镀液中引入Pb2+。当Pb2+的质量浓度超过0.04g/L时,镀层发暗、多孔,甚至有黑色海绵状镀层出现。在镀液中是否含有Pb2+可用硫化钠做定性鉴定,形成硫化铅褐色沉淀表明有Pb2+存在。当碱性镀液被Pb2+污染后,可在低电流密度下,用较长时间通电处理。
碳酸盐是镀液从空气中吸收二氧化碳产生的。碳酸盐对两种镀液均无害。由于碳酸钠在低温时比在高温时溶解度小得多,所以过量的碳酸钠,可用冷却的方法去除。但这一方法不适用于锡酸钾镀液,因为碳酸钾的溶解度很高,从镀液带出的碳酸钾的量与形成的量几乎相等,一般不需要处理。
6.常见故障及处理方法
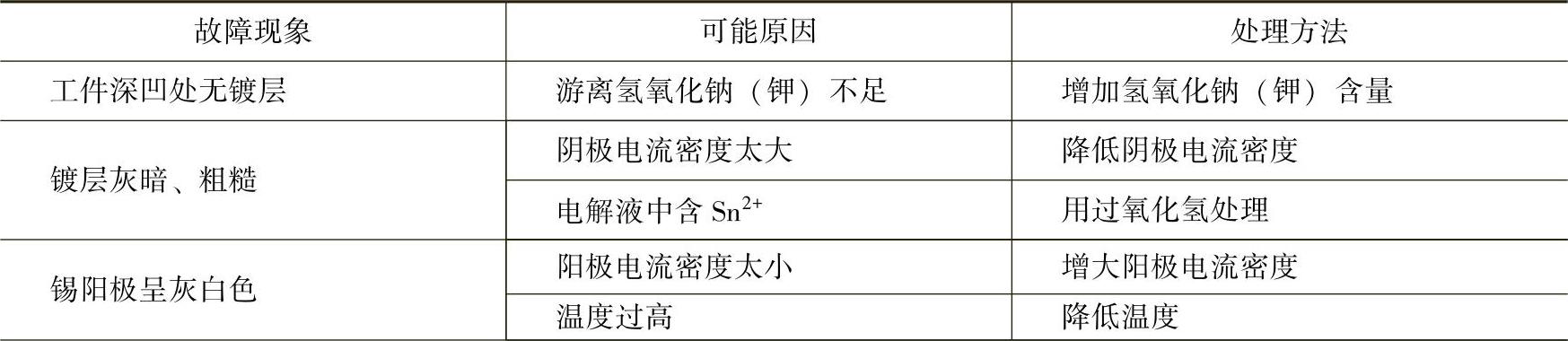
碱性电镀锡的常见故障及处理方法见表4-74。
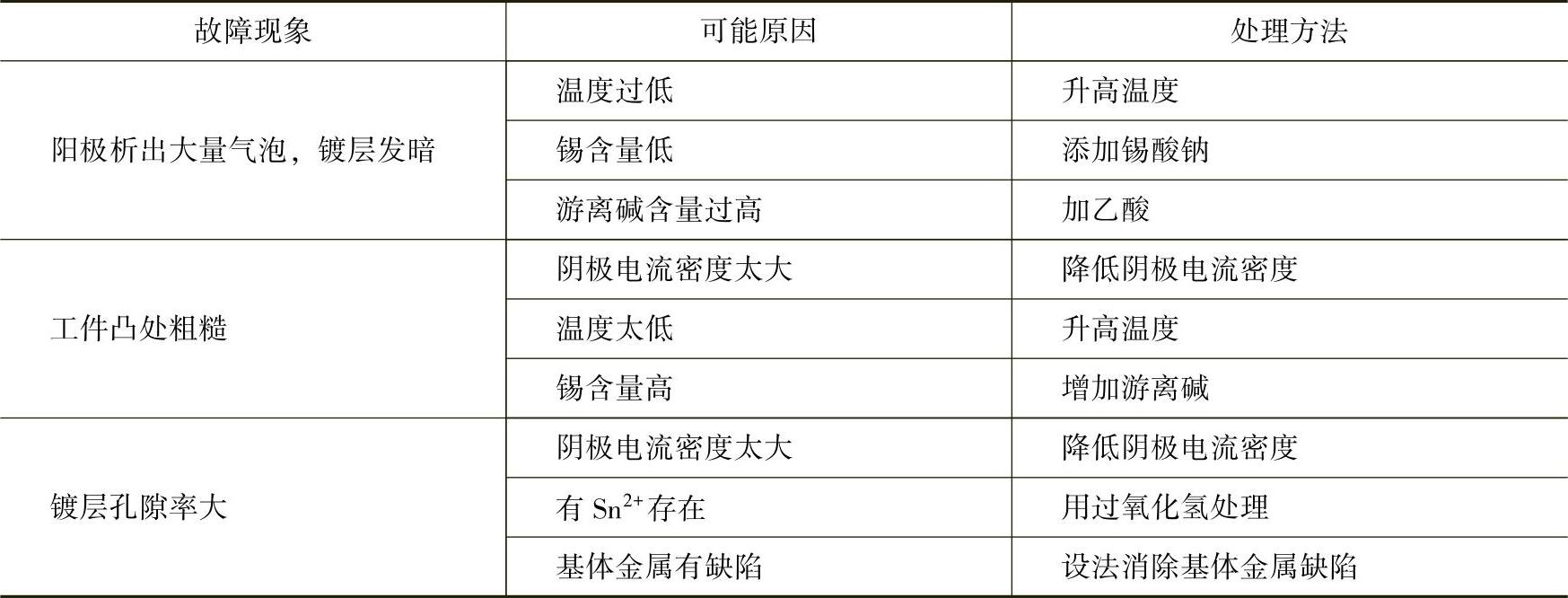
表4-74 碱性电镀锡的常见故障及处理方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。