



1.剪板机的控制要求
图5-33是某剪板机的示意图,开始时压钳和剪刀在上限位置,限位开关I0.0和I0.1为1状态。系统的顺序功能图如图5-34所示。图中有选择序列、并行序列的分支与合并。
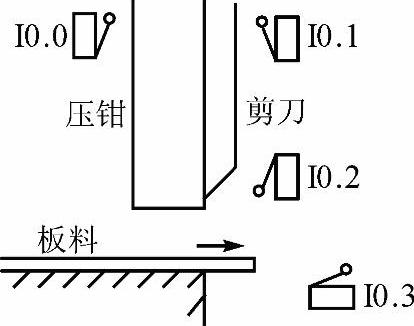
图5-33 剪板机示意图
系统用连续方式开关I0.7来切换两种工作方式。I0.7为1状态时,按下起动按钮I0.5,连续标志M0.1变为1状态。首先板料右行至限位开关I0.3动作(见图5-33),然后压钳下行,压紧板料后,压力继电器I0.4为1状态,压钳保持压紧,剪刀开始下行。剪断板料后,I0.2变为1状态,压钳和剪刀同时上行,它们碰到限位开关I0.0和I0.1后,分别进入等待步S6和S8,停止上行。都进入等待步后,返回步S2,又开始下一周期的工作。
按下停止按钮后,并不马上停止工作,要等到完成当前周期的全部任务,压钳和剪刀都上升到位后,才返回初始步。
在单周期方式,连续方式开关I0.7为0状态。按下起动按钮,只剪一块板料。完成当前周期的任务后,返回初始步。
图5-34中步S4之后有一个并行序列的分支,当步S4是活动步,并且转换条件I0.2满足,步S5与步S7同时变为活动步。与此同时,步S4变为不活动步。
步S6和S8是等待步,它们用来同时结束并行序列的两个子序列。步S6与步S8之后有一个并行序列的合并,只要步S6和S8都是活动步,就会根据连续标志M0.1的状态,分别转换到步S1或步S2。
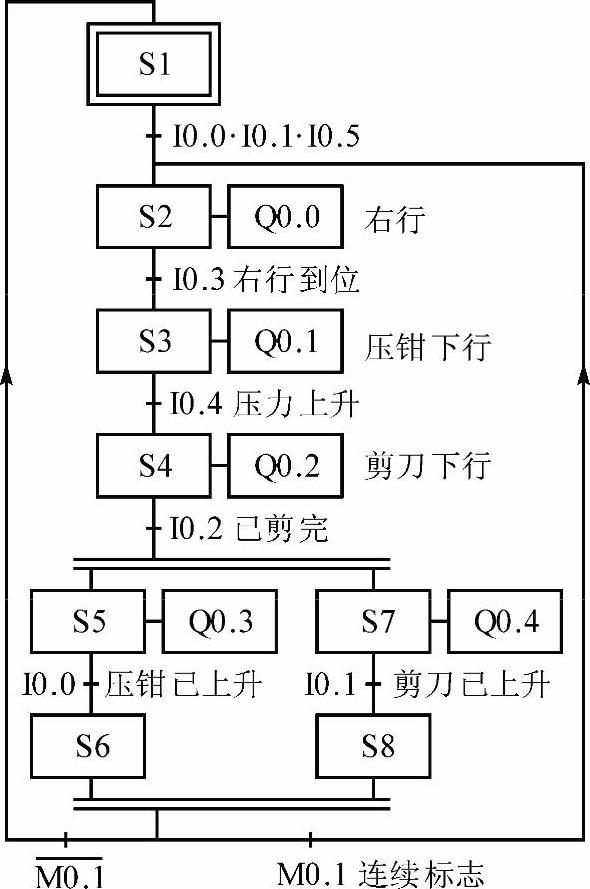
图5-34 剪板机控制的顺序功能图
2.创建使用S7-GRAPH的功能块
用新建项目向导生成名为“剪板机GR”的项目(见随书光盘中的同名例程),CPU为CPU 315-2DP。
执行SIMATIC管理器的菜单命令“插入”→“S7块”→“功能块”,在出现的“属性 -功能块”对话框中(见图5-21),功能块默认的名称为FB1,用下拉式列表设置“创建语言”为GRAPH。
3.生成选择序列
双击打开FB1,单击S7-GRAPH编辑器工具栏上的 按钮,隐藏动作和转换条件,隐藏后只显示步和转换。选中自动生成的转换T1(见图5-23),它变为浅紫色,周围出现虚线框。单击5次顺序器工具栏上的
按钮,隐藏动作和转换条件,隐藏后只显示步和转换。选中自动生成的转换T1(见图5-23),它变为浅紫色,周围出现虚线框。单击5次顺序器工具栏上的 按钮,在T1的下面生成步S2~S6和转换T2~T6(见图5-35)。选中步S6,单击顺序器工具栏上的
按钮,在T1的下面生成步S2~S6和转换T2~T6(见图5-35)。选中步S6,单击顺序器工具栏上的 按钮,生成一条选择序列的分支和转换T7。
按钮,生成一条选择序列的分支和转换T7。
选中转换T6,单击顺序器工具栏上的跳转按钮 ,在出现的文本框中输入1,从转换T6跳转到初始步S1。按计算机的回车键,在T6的下面出现一个标有S1的箭头。与此同时,在步S1上面的有向连线上,自动出现一个水平的箭头,它的右边标有转换T6,相当于生成了一条起于T6,止于步S1的有向连线。
,在出现的文本框中输入1,从转换T6跳转到初始步S1。按计算机的回车键,在T6的下面出现一个标有S1的箭头。与此同时,在步S1上面的有向连线上,自动出现一个水平的箭头,它的右边标有转换T6,相当于生成了一条起于T6,止于步S1的有向连线。
选中转换T7,单击顺序器工具栏上的跳转按钮 ,在出现的文本框中输入2,从转换T7跳转到步S2。在步S2之前,有一个选择系列的合并。
,在出现的文本框中输入2,从转换T7跳转到步S2。在步S2之前,有一个选择系列的合并。
4.生成并行序列
选中T4,单击顺序器工具栏上的 按钮,生成并行序列的分支和步S7。单击
按钮,生成并行序列的分支和步S7。单击 按钮,生成转换T8和步S8。
按钮,生成转换T8和步S8。
此时自动选中了步S8,单击顺序器工具栏上的 按钮,出现从步S8下边沿中点开始的水平双线、
按钮,出现从步S8下边沿中点开始的水平双线、 按钮上的图形,和表示禁止放置的符号
按钮上的图形,和表示禁止放置的符号 。将水平双线拖到步S6的下边沿,禁止放置的符号消失。单击鼠标左键,S6和S8被水平双线连接到一起。
。将水平双线拖到步S6的下边沿,禁止放置的符号消失。单击鼠标左键,S6和S8被水平双线连接到一起。
5.生成动作与转换条件
单击S7-GRAPH编辑器工具栏上的 按钮,显示各步的动作框和转换条件。用鼠标右键单击步S2右边的动作框,执行出现的快捷菜单中的命令“Insert New Element”(插入新元件)→“Action”(动作),插入一个空的动作行。输入该动作的命令“N”和地址Q0.0(见图5-36)。用同样的方法生成其余各步的动作。
按钮,显示各步的动作框和转换条件。用鼠标右键单击步S2右边的动作框,执行出现的快捷菜单中的命令“Insert New Element”(插入新元件)→“Action”(动作),插入一个空的动作行。输入该动作的命令“N”和地址Q0.0(见图5-36)。用同样的方法生成其余各步的动作。
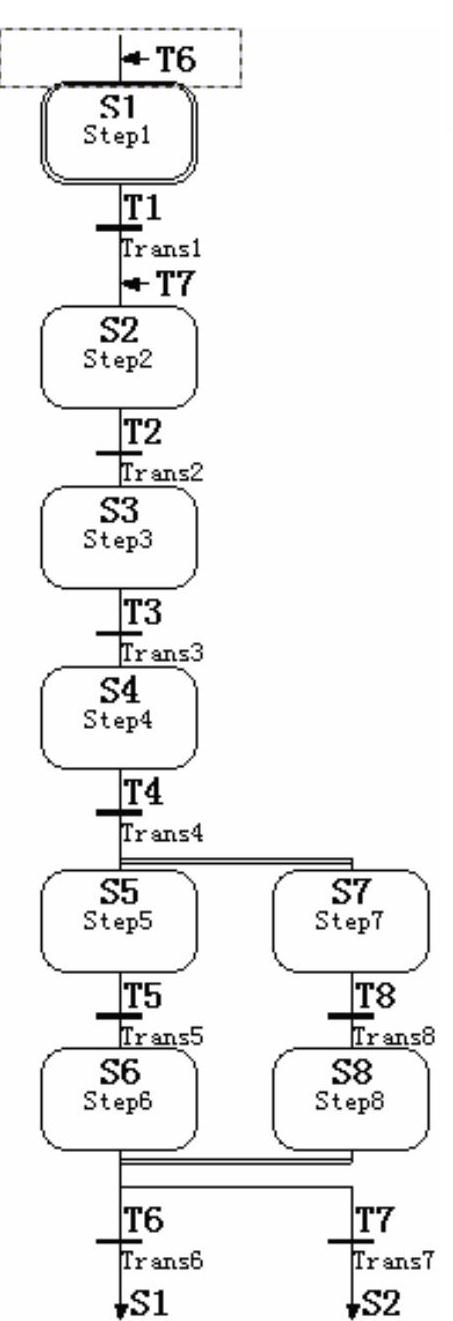
图5-35 顺序功能图
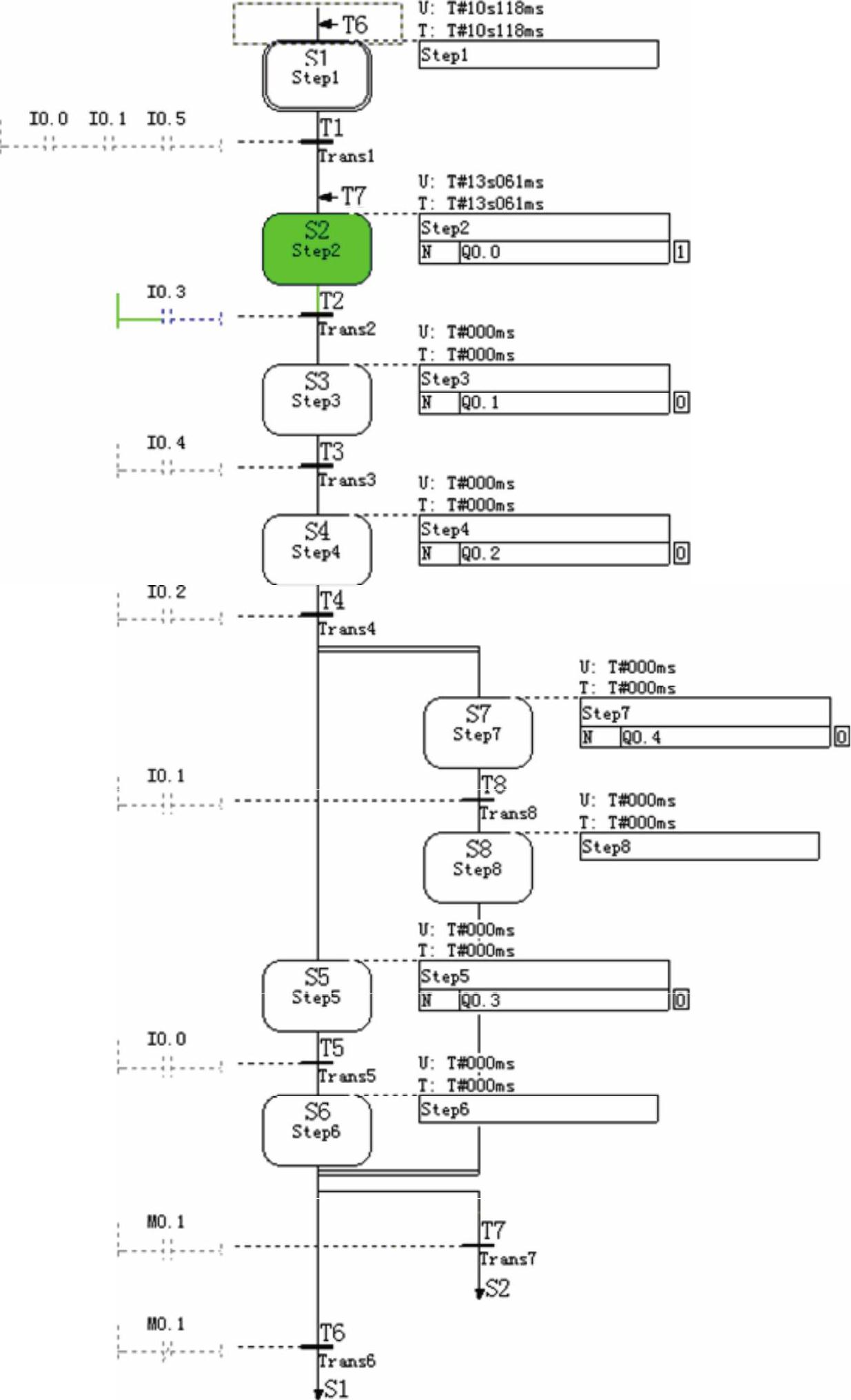
图5-36 顺序功能图的程序状态(https://www.xing528.com)
选中T1对应的转换条件,单击3次顺序器工具栏上的 按钮,生成3个串联的常开触点。单击触点上面红色的
按钮,生成3个串联的常开触点。单击触点上面红色的 ,输入各触点的地址。用同样的方法生成其他转换条件。
,输入各触点的地址。用同样的方法生成其他转换条件。
6.生成永久性指令
执行菜单命令“View”(视图)→“Overviews”(浏览),打开左边的浏览窗口(见图5-23)。打开“Graphic”选项卡,单击其中的“Permanent instructions before sequencer”,打开顺序器之前的永久性指令视图(见图5-38)。
执行菜单命令“Insert”(插入)→“Permanent instructions”(永久性指令)→“Conditions”(条件),出现一个线圈(见图5-37a),选中它之后,单击顺序器工具栏上的 按钮,生成两个常开触点。选中左边的垂直线,单击工具栏上的
按钮,生成两个常开触点。选中左边的垂直线,单击工具栏上的 按钮,生成一条支路,单击
按钮,生成一条支路,单击 按钮,支路上出现一个常开触点(见图5-37b)。单击
按钮,支路上出现一个常开触点(见图5-37b)。单击 按钮,将3个触点并联在一起(见图5-37c)。单击工具栏上的
按钮,将3个触点并联在一起(见图5-37c)。单击工具栏上的 按钮,生成一个串联的常闭触点。
按钮,生成一个串联的常闭触点。

图5-37 生成永久性指令
输入各触点和线圈的地址后的永久性指令如图5-38所示。在连续方式按下起动按钮,连续标志变为1状态。在单周期方式按下起动按钮,连续标志为0状态。
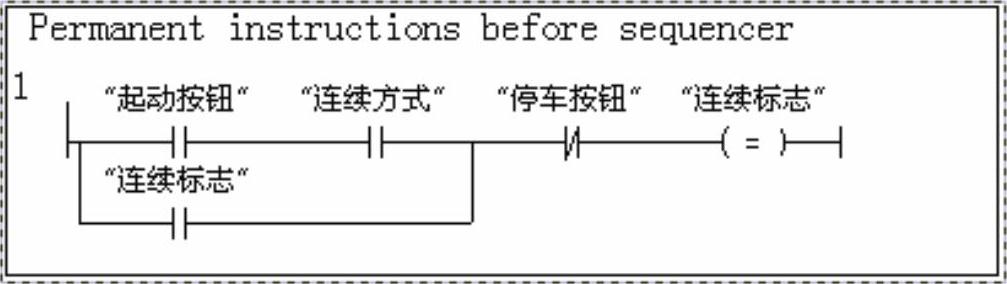
图5-38 永久性指令
图5-39是项目的符号表。

图5-39 符号表
7.调用S7-GRAPH功能块
执行菜单命令“Options”(选项)→“Block Settings”(块设置),在打开的对话框的“FB Parameters”(FB参数)区(见图5-30),用单选框选中“Minimum”(最小参数集),单击“OK”按钮确认。单击工具栏上的 按钮,保存和编译FB1中的程序。
按钮,保存和编译FB1中的程序。
打开OB1,设置编程语言为梯形图。将指令列表的“FB块”文件夹中的FB1拖放到程序段1的“电源线”上(见图5-31)。
在FB1方框的上面输入它的背景数据块的编号DB1,按回车键后出现是否要生成DB1的对话框,单击“是”按钮确认。
8.仿真实验
打开PLCSIM,创建IB0和MB0的视图对象。将所有的块下载到仿真PLC,将仿真PLC切换到RUN-P模式。打开FB1,单击工具栏上的 按钮,起动程序状态监控功能(见图5-36)。可以看到仅初始步为活动步(用绿色表示)。
按钮,起动程序状态监控功能(见图5-36)。可以看到仅初始步为活动步(用绿色表示)。
令“连续方式”开关I0.7为0状态,系统工作方式为单周期。单击视图对象IB0中的小方框,令I0.0和I0.1为1状态,模拟压钳和剪刀均在最上面。单击两次I0.5对应的小方框,模拟按下和放开起动按钮,连续标志M0.1仍为0状态。可以看到步S1变为白色,步S2变为绿色,表示由步S1转换到了步S2,板料右行。单击两次I0.3对应的小方框,模拟右行到位,从步S2转换到步S3,压钳下行。令压钳上限位开关I0.0为0状态,压力开关I0.4为1状态,从步S3转换到步S4,剪刀下行。令剪刀上限位开关I0.1为0状态,剪刀下限位开关I0.2为1状态,从步S4转换到步S5和步S7,压钳和剪刀同时上行。分别令上限位开关I0.0和I0.1为1状态,等待步S6和S8变为活动步。因为连续标志为0状态,转换条件 满足,将返回初始步,结束一个周期的工作。
满足,将返回初始步,结束一个周期的工作。
令“连续方式”开关I0.7为1状态,系统工作方式为连续。令I0.0和I0.1为1状态,按下起动按钮,板料开始右行。由于永久性指令的作用,连续标志M0.1为1状态。
用上述的方法,模拟剪完一块板料的过程,压钳和剪刀均上升到位后,观察是否从步S6和步S8返回到S2,开始下一个周期的操作。
按下停车按钮I0.6,连续标志M0.1变为0状态。观察在完成最后一个周期的工作后,是否返回到初始步。
9.S7-GRAPH的仿真练习
图5-18中的3条运输带控制的顺序功能图重画在图5-40。生成一个新的项目,在项目中生成使用S7-GRAPH语言的功能块FB1,在FB1中生成满足图5-40要求的程序,在OB1中调用FB1。将程序下载到仿真PLC,调试程序,直到满足要求。
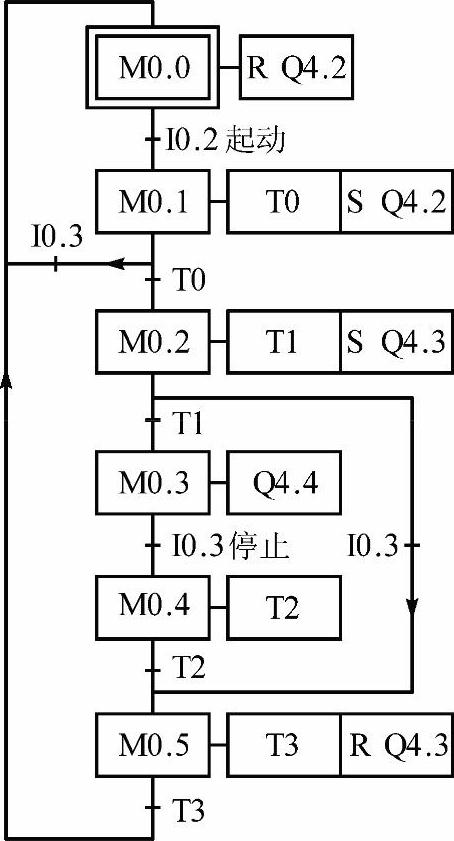
图5-40 顺序功能图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。