



1.板料冲压性能的涵义
板料冲压性能是指板料对各种冲压加工方法的适应能力[1],包括加工的简便程度,工件的质量、精度、强度、刚度,极限变形程度、定形性、贴模性,模具寿命及加工能量消耗等。显然,这些指标好,表明板料的冲压性能高[2]。
冲压加工方法多种多样,其基本工序可以分为两大类:分离工序和成形工序。由于两类基本加工工序的变形机理不同,所以,其冲压性能的具体涵义、构成与要求也不同。
上述冲压性能之间的关系存在各种情况:有的相互一致,呈正相关关系;有的相互之间互为制约,表现出某种负相关关系;有的相互之间互不影响,表现为不相关关系。因此,不能期望板材的冲压性能高,则各种评价的指标同时都为最佳值。
2.板料冲压成形性能
本节仅介绍板料冲压成形性能,其冲压分离性能参见第二篇有关章节。
板料的冲压成形性可分为[3,4]:
1)贴模性能(Fitting Behaviour)。
2)成形性能(Formability)。
3)定形性能(Shape Fixability)。
这些性能的总体,构成所谓综合的冲压成形性能,或者叫做广义的冲压成形性能,如图1-3-1所示。当然,不破裂是基本前提。迄今为止,对于综合性能中的成形性能(抗破裂性能)的研究取得了不少成果,对贴模性能和定形性能也正在展开研究。
一种视成形性能为材料在特定条件下变成所需最终形状的塑性变形能力[5],即成形性能通常表现为材料的一种性质,这种性质能够评价材料在特定的成形要求下,相对于假定的成形判据可表现出的变形程度。认为冲压加工中材料特性值首要的参数有:材料常数c、加工硬化指数n、应变速率敏感系数m、极限应变能力εf、各向异性系数r和摩擦因数μ等共9个。

图1-3-1 综合成形性能的构成[3]
进而,提出了一个以无量纲系数FKL作为板料冲压成形性能的判据。FKL表示冲压加工的可靠程度,规定FKL恒大于1,其中下角标K代表具体的成形极限(成形性判据),下角标L代表成形工艺类别。
板料冲压成形性能判据FKL根据不同的成形准则及相应的成形工序而有所不同。
显然,成形性能判据FKL的具体函数关系还要根据各种深入分析研究和大量试验数据统计才能建立。
21世纪初,一种基于广义冲压成形性技术的广义冲压成形性能(Universal Formoyility)提出来了。它是针对不同冲压缺陷而建立6类冲压成形性能的指标参数[31]:
1)抗断裂性。
2)边缘抗断裂性。
3)抗皱性。(https://www.xing528.com)
4)形状固定性。
5)延展性。
6)抗失稳性。
即广义冲压成形性能用一隐函数来描述可以为
F=F(f1,f2,…,f6)
虽然广义冲压成形性技术在虚拟冲压工程环境下有发展前途,其中在汽车覆盖件拉深模具设计与制造方面已得到了部分应用,但其广义冲压成形性能的概念、内容及理论研究仍在发展中。
还有一种是基于数字物理方法表达而提出的观点[35]。首先,认为板料冲压成形性能不是金属薄板原材料的本征性能,而是冲压成形工艺中能量流、材料流和信息流共同作用的结果(忽略生产操作技术等随机因素影响),具体表现为各种薄板制品的冲压成形难易程度以及冲压成形质量的好坏。
继之,在此情况下,根据数学物理方法的基本思想,将其视为一种有金属薄板制品设计(制造信息源)、金属薄板材料设计(弹塑性流动性)和金属薄板冲压成形工艺模具设计(能量条件和制造信息的模具载体)三大技术领域的工程技术场。其场函数的技术解域表述冲压成形板在各种技术物理资源(材料、能量、制造信息)条件下转变成冲压成形制品的过程中各种技术物理参数(工艺条件—模具结构)的组合。进而,着手虚拟+模拟及评估运算。
总之,板料冲压性能属于一种“系统场函数”范畴,需要综合系统工程理论和数学物理方法表征和求解。这种观点从虚拟化概念变成实体化应用尚有待深入研究。
通常,把材料开始出现破裂时的极限变形程度作为板料冲压成形性能的判定尺度,并用这种尺度的各种物理量作为评定冲压成形性能的材料特性(评定参数或性能指标)。这可视为狭义的冲压成形性能。
即便是狭义的冲压成形性能,也要依据冲压成形工序的不同分类来进行研究。只有针对冲压成形中各种工序的基本变形特点和具有相同应力应变特点的同一类冲压成形,应用个别或共同的分析方法与措施,才能解决板料冲压性能问题[6,7,14]。
把冲压成形的成形区域划分为三类四域的理论,是在紧密联系板料冲压成形性能的基础上提出的。表1-3-1归纳了与这种冲压成形区域划分相对应的冲压成形性能的基本分类情况[3]。这一分类方法把冲压成形性能分为拉深性能、翻边性能、胀形性能与弯曲性能4种;而对其判定尺度破裂极限是根据材料所受到的拉应力或伸长变形超过材料相应允许值而分为α破裂、β破裂及弯曲破裂的。
表1-3-1 冲压成形性能的分类
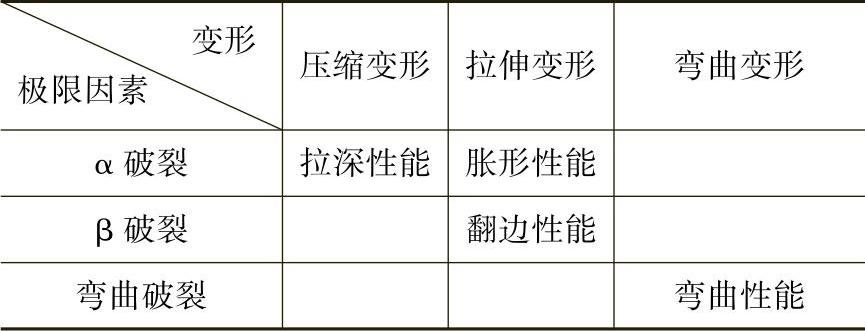
注:α破裂——由于板料所受拉应力超过材料抗拉强度(即σ拉>Rm)时引起的破裂。
β破裂——由于板料的伸长变形超过材料局部允许的伸长率(即δ>[δ])时引起的破裂。
弯曲破裂——由于弯曲变形区外层材料的拉应力过大(即σθ>[σθ])时引起的破裂。
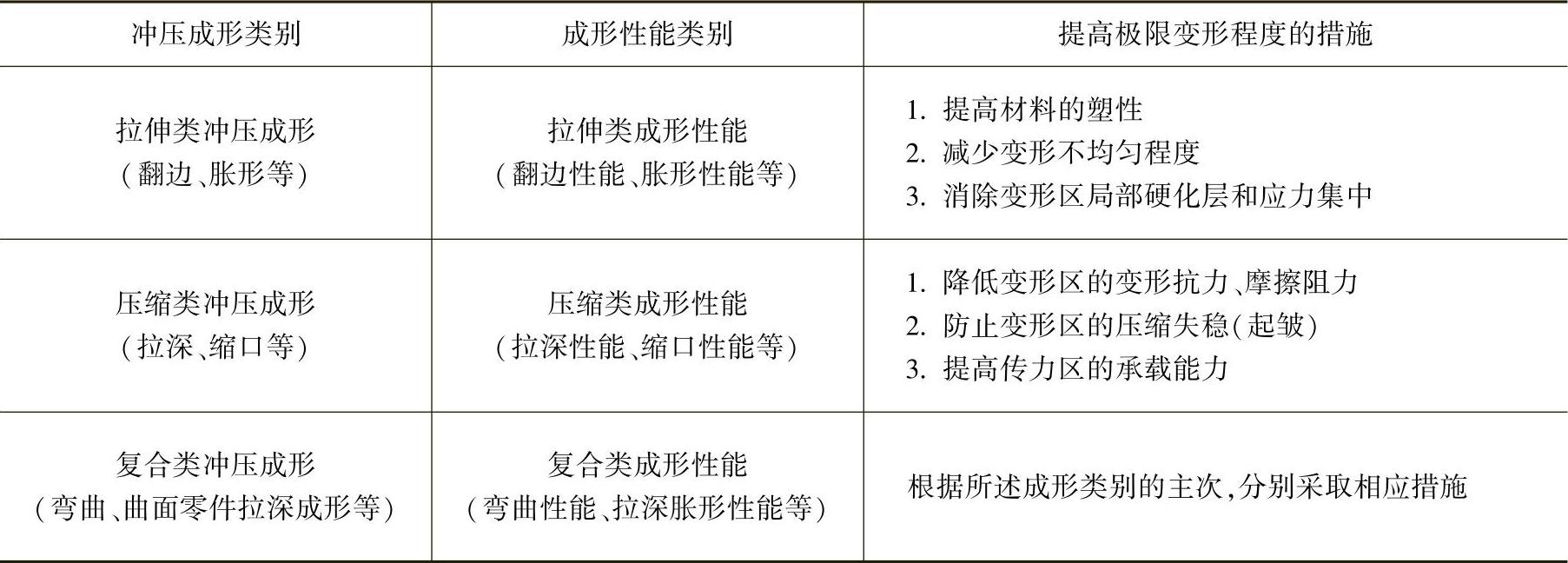
根据把冲压成形基本工序依其变形区的应力应变特点分为拉伸类、压缩类及复合类三个基本类别的理论,可以把冲压成形的分类与冲压成形性能的分类建立一定的对应关系,见表1-3-2。这一分类方法把冲压成形性能分为拉伸类成形性能、压缩类成形性能和复合类成形性能3种;其对成形极限的判定不是仅仅对单个基本工序而言的,有一定程度的综合性与系统性[7]。
表1-3-2 冲压成形性能的分类
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。