



表2-1-9 激光加工机床的功能

表2-1-10 数控激光切割机的主要技术规格[10]
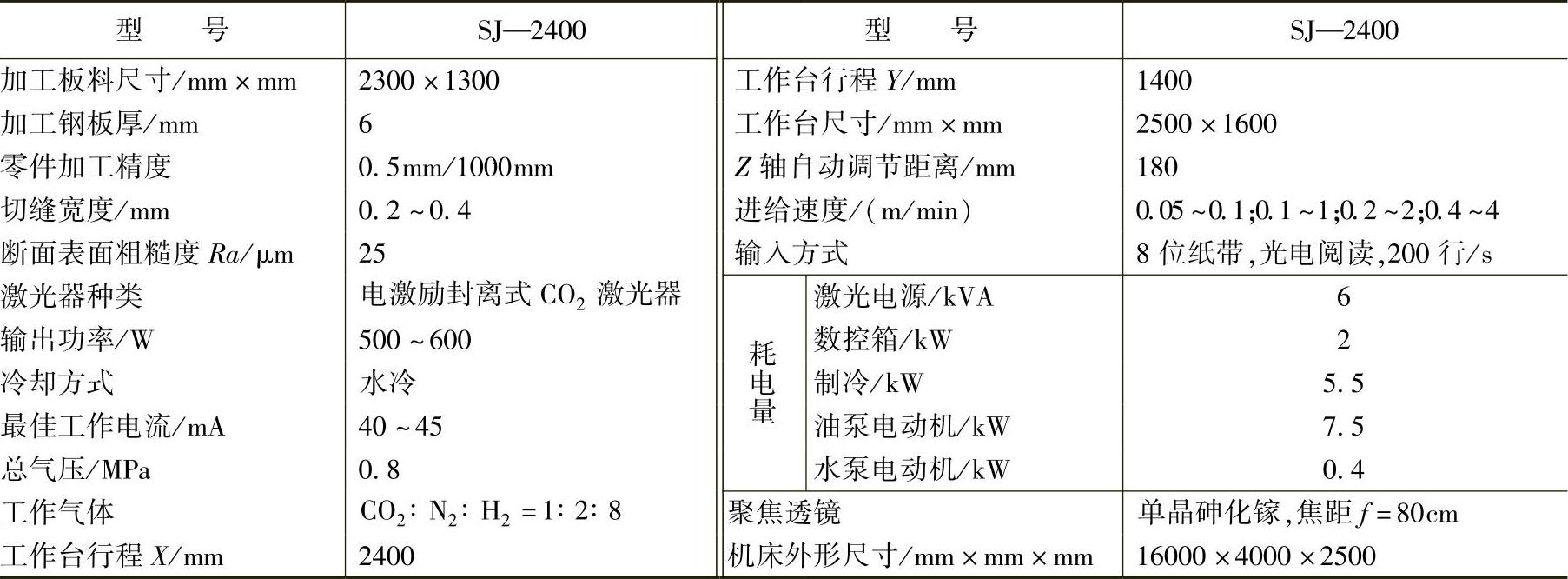
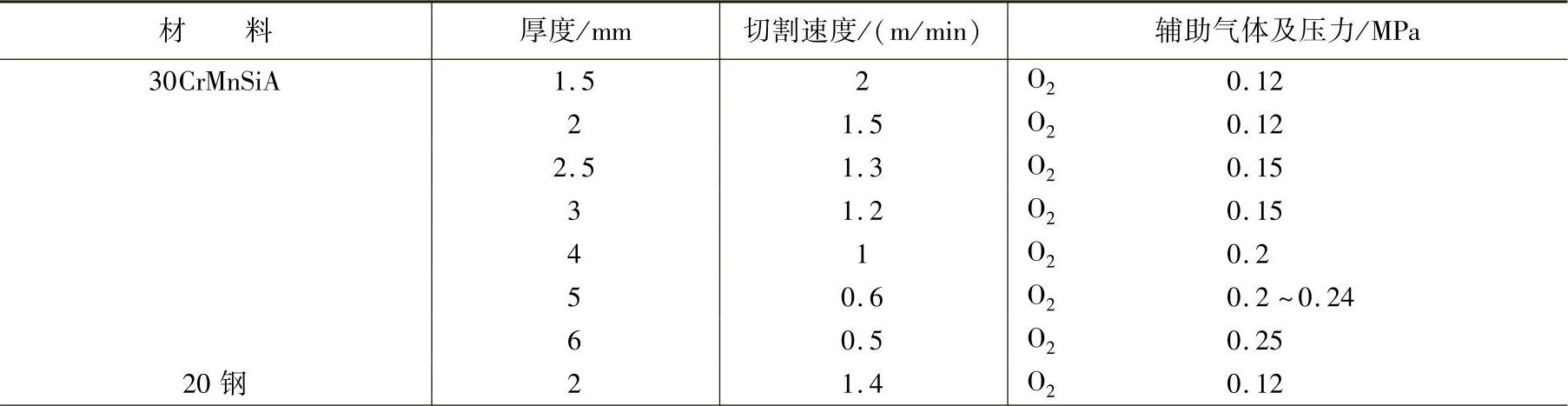
表2-1-11 几种典型材料的激光切割参数[10]
(1)激光切割速度 它随激光功率和喷气压力增大而增加,而随被切材料厚度增加而降低。切割6mm厚度碳素钢钢板的速度达到2.5m/min,而厚度为12mm的钢板仅为0.8m/min。切割15.6mm厚的胶合板为4.5m/min,切割35mm厚的丙烯酸酯板的速度则达27m/min。
(续)(https://www.xing528.com)
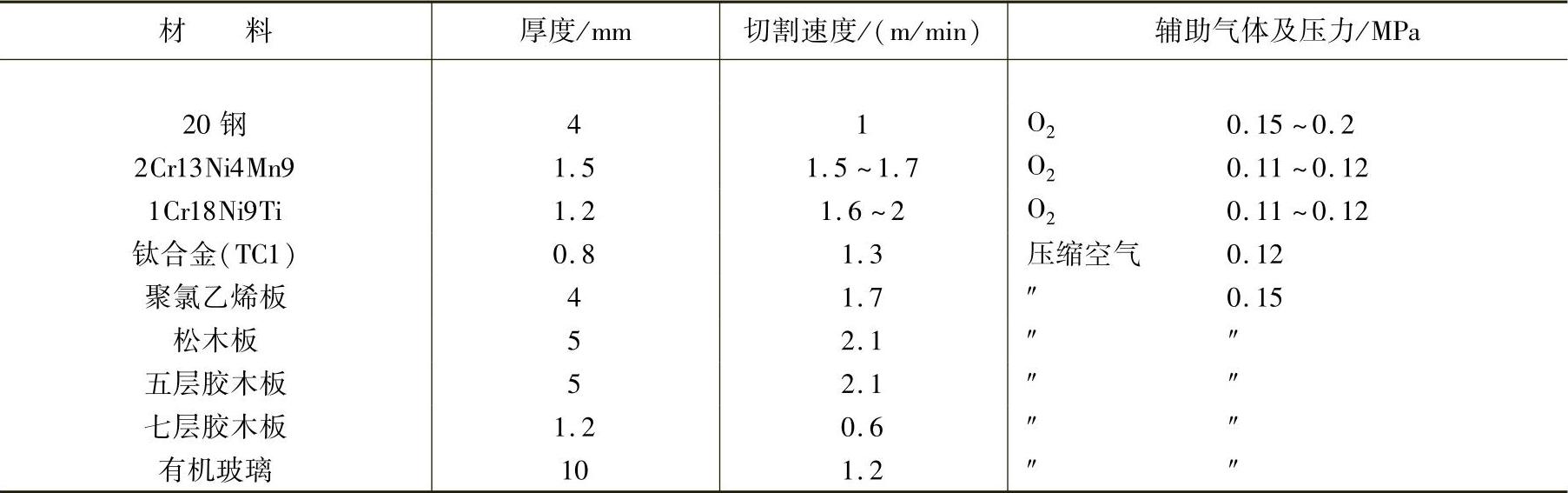
注:切割不同的材料,应选择不同的辅助气体。切割金属时,喷氧(反应气体);切割非金属时,吹喷惰性气体、氮或压缩空气。与激光同轴吹进的氧气产生氧化反应,放出大量热量,促使钢板熔化。温度陡然上升,提高了切割速度,同时可以清除切缝中的残留物,加深切割深度,缩小切缝宽度,减小热影响区,并可冷却、保护透镜,排除在高温下产生的等离子层对激光的反射,有利于激光切割继续进行。
(2)切缝宽度 一般在0.5mm左右,它与被切割材料性质及厚度、激光功率大小、焦距及焦点位置、激光束直径、喷吹气体压力及流量等因素有关,其影响程度大致与对打孔直径的影响相似。切割精度可达±0.02~0.01mm。
(3)切割厚度 它主要取决于激光输出功率。切割碳素钢时,1kW级激光器的极限切割厚度为9mm,1.5kW级为12mm,2.5kW级为19mm;2.5kW级切割不锈钢的最大切割厚度则为15mm。对于厚板切割则需配置3kW以上的高功率激光器。
(4)辅助气体提高切割效率和切口质量 由于金属表面的激光反射率可高达95%,使激光能量不能有效地射入金属表面。喷吹氧气或压缩空气能促进金属表面氧化,可提高对激光的吸收率来提高切割效率。增加吹氧压力还可使切缝减小,切割石英时,吹氧可防止再粘结。切割易燃材料时,可喷惰性气体防止燃烧。切割带有金属夹层的易燃材料,宜采用压缩空气。当吹气压力未超过某一数值时,增加压力可增大切割厚度。
对于熔点低、分解点低及导热性差的塑料、纤维、木材、布料等,一般应采用长焦距的锗透镜来聚焦激光束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。