



在条料上冲裁时,工件之间及工件与条料侧边之间通常留有余料,称为搭边。搭边的作用是补偿送料误差,保证冲出合格的工件;保持条料有一定的刚度,利于送进;避免废料丝拉入凸模与凹模的间隙中,以保证模具有足够的寿命。
搭边的大小,对冲裁过程以及工件质量有很大影响。搭边过大,材料利用率低,同时还增加了卸料力。过小的搭边,会在冲裁过程中拉断,致使工件上产生毛刺和影响送料工作,有时断裂的搭边还会拉入模具间隙中,损坏模具刃口,降低模具寿命。
搭边的大小与下列因素有关:
(1)材料的力学性能 硬材料强度和刚度大,搭边可小些;软材料或脆性材料,搭边要大些;尤其是非金属材料搭边更应大些。
(2)工件的形状与尺寸 工件尺寸大,有尖锐的复杂形状,搭边应取大些;工件间邻接处窄长时,搭边亦应取大。
(3)材料厚度 薄材料刚度差,易拉入凹模,搭边应大些;厚材料侧压力大,搭边亦应大些。材料厚度在0.5~1mm时,搭边值最小。
(4)卸料板形式 对于装有弹性卸料板的模具,可较之刚性卸料板的模具取小些的搭边。
(5)送料及挡料方式 用手工送料,有侧压板导向时,搭边可小些。
普通钢板冲裁时的搭边值可查表2-2-15,适用于大件,其他材料需乘系数kyd,见表2-2-16;或查表2-2-17,适用于中小件。
表2-2-15 普通钢板冲裁时的搭边值[23] (单位:mm)(https://www.xing528.com)

表2-2-16 修正系数kyd[23]

表2-2-17 搭边值
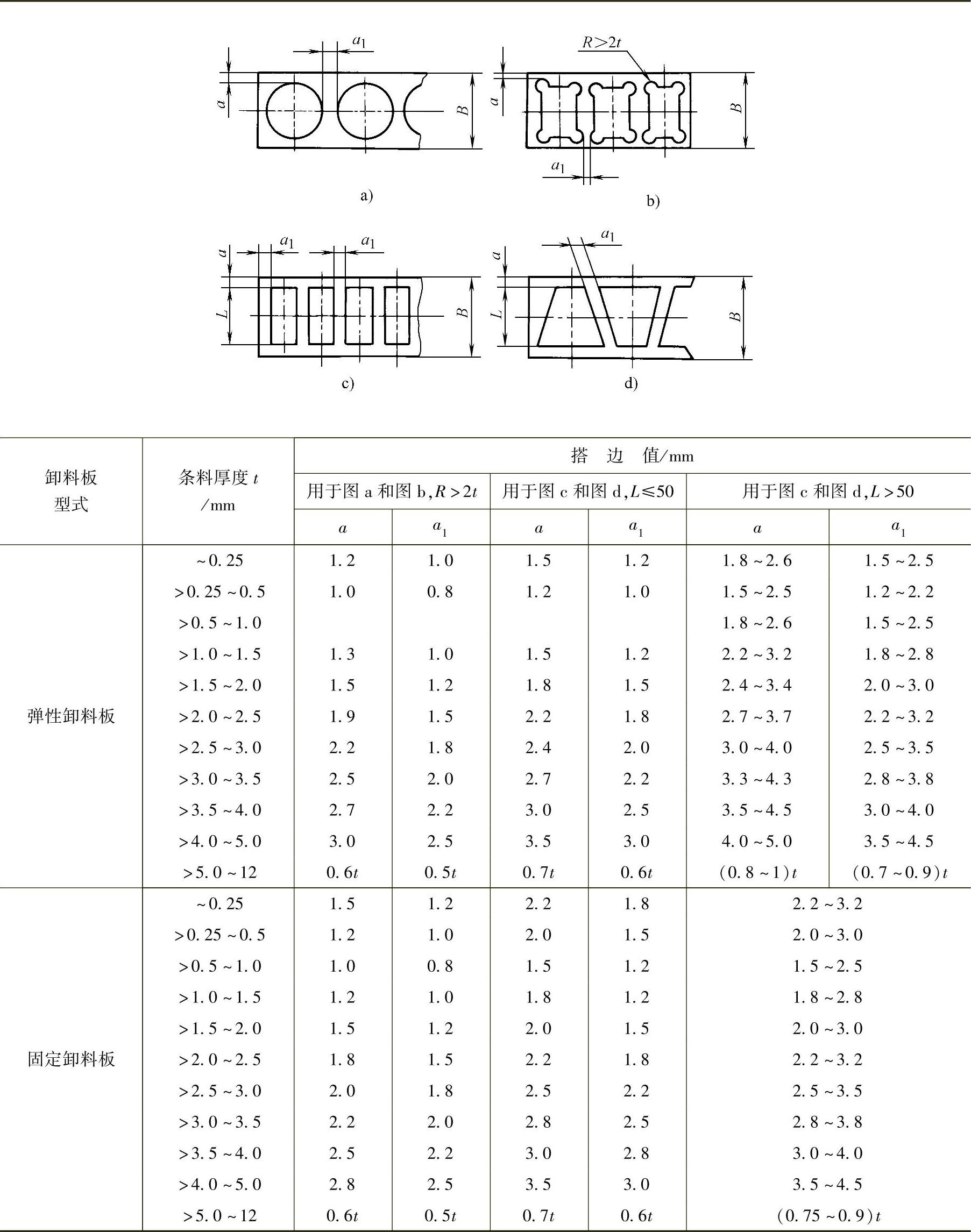
注:1.直边冲裁件(图c和图d),其长度L在50~100mm内,a取较小值;L在100~200mm内a取中间值;L在200~300mm内,a取较大值。
2.正反面冲的条料,宽度B大于50mm时,a取较大值。
3.对于硬纸板、硬橡胶、纸胶板等材料以及自动送料的冲裁件,应按表列的数值乘以系数1.3。
4.t为冲裁件的料厚。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。