



【摘要】:表2-2-23 冲裁件外径尺寸的标准公差表2-2-24 冲孔件内径尺寸的标准公差表2-2-25 孔间距离的标准公差(续)表2-2-26 孔对外缘轮廓的尺寸公差表2-2-27 一般冲裁件剪断面的近似表面粗糙度[6]表2-2-28 各种材料冲裁件剪断面光亮带占料厚的百分比表2-2-29 冲裁件毛刺高度的极限值(续)注:f级(精密级):适用于较高要求的冲裁件。
1.冲裁件的精度
表2-2-23、表2-2-24、表2-2-25所提供的冲裁件实用尺寸精度,是在合理间隙情况下,对铝、铜、软钢等常用材料冲裁加工的数据。精度要求特别高的工件,需要考虑进行整修等精密冲裁。如果板材增厚,塌角的绝对值就增大,这样对精度来说甚为不利。因此,表中的板厚是以6mm为限。表2-2-26为孔对外缘轮廓的尺寸公差。
2.冲裁件的表面粗糙度
冲裁件的表面粗糙度Ra数值一般在12.5μm以下,具体数值可参考表2-2-27。冲裁件的断面光亮带宽度视被冲裁材料的厚度、力学性能及模具间隙和刃口锋利程度而定。具体数值可参考表2-2-28。
3.毛刺高度
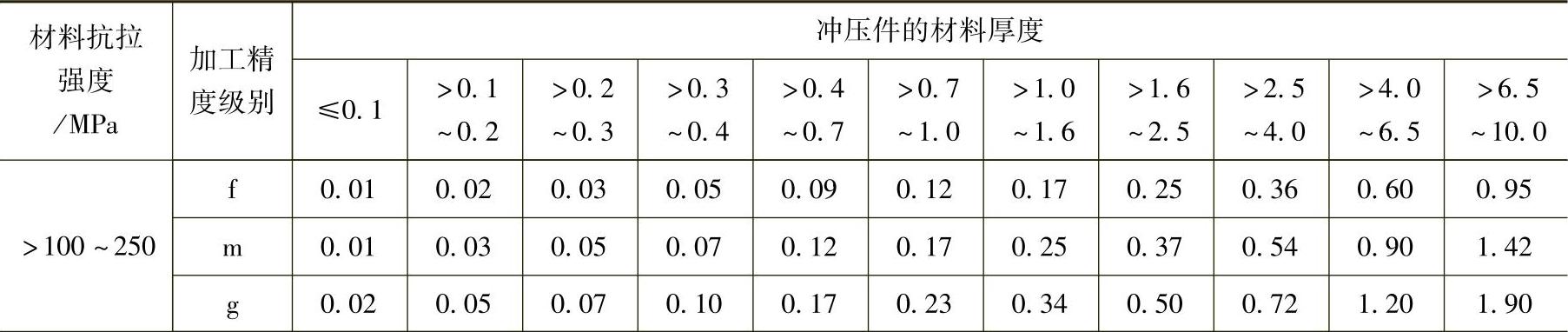
冲裁件毛刺,系指板料切断和冲裁时留在冲裁件断面口上的毛刺。冲裁件毛刺高度的极限值按照表2-2-29的规定(JB/T 4129—1999)[21]。
表2-2-23 冲裁件外径尺寸的标准公差(单位:mm)
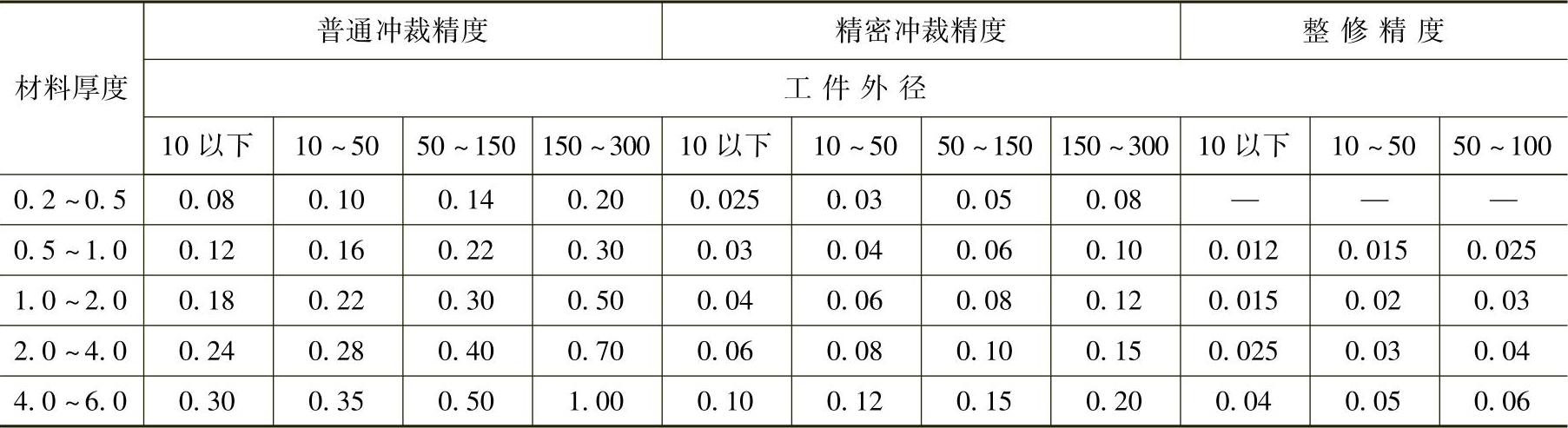
表2-2-24 冲孔件内径尺寸的标准公差(单位:mm)

表2-2-25 孔间距离的标准公差(单位:mm)

(续)(https://www.xing528.com)
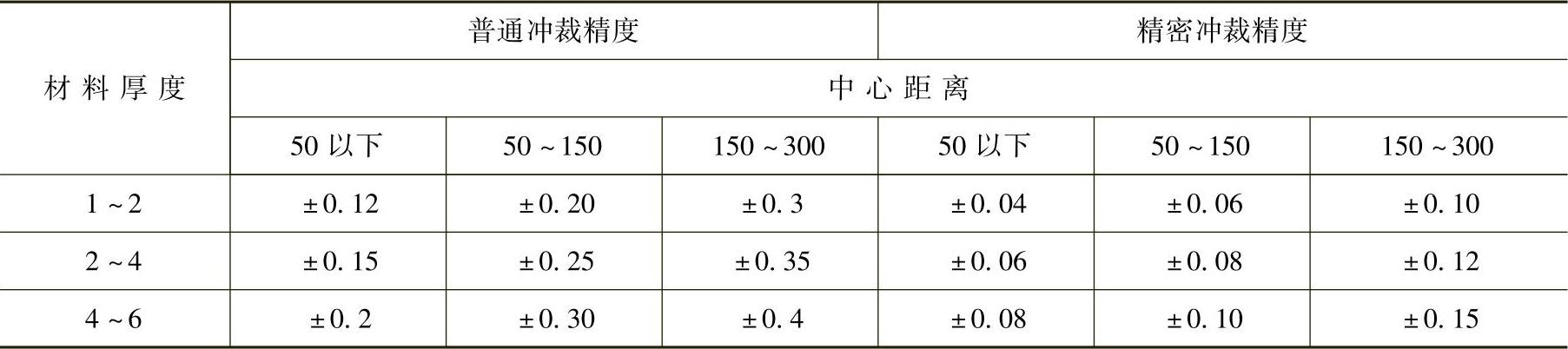
表2-2-26 孔对外缘轮廓的尺寸公差(单位:mm)

表2-2-27 一般冲裁件剪断面的近似表面粗糙度[6]

表2-2-28 各种材料冲裁件剪断面光亮带占料厚的百分比
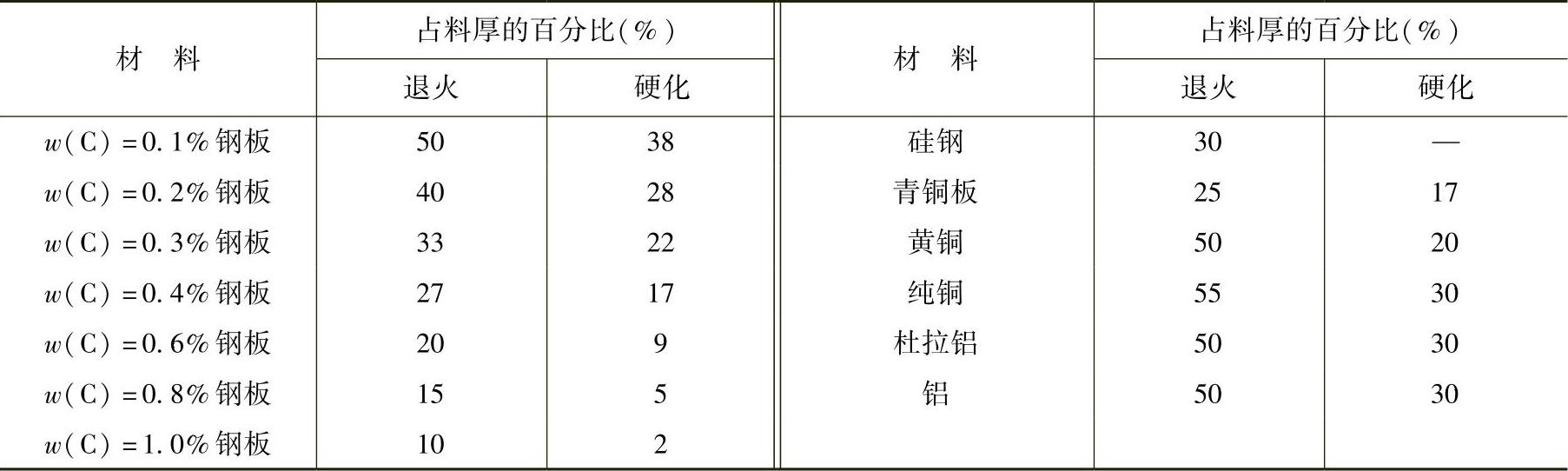
表2-2-29 冲裁件毛刺高度的极限值(单位:mm)
(续)
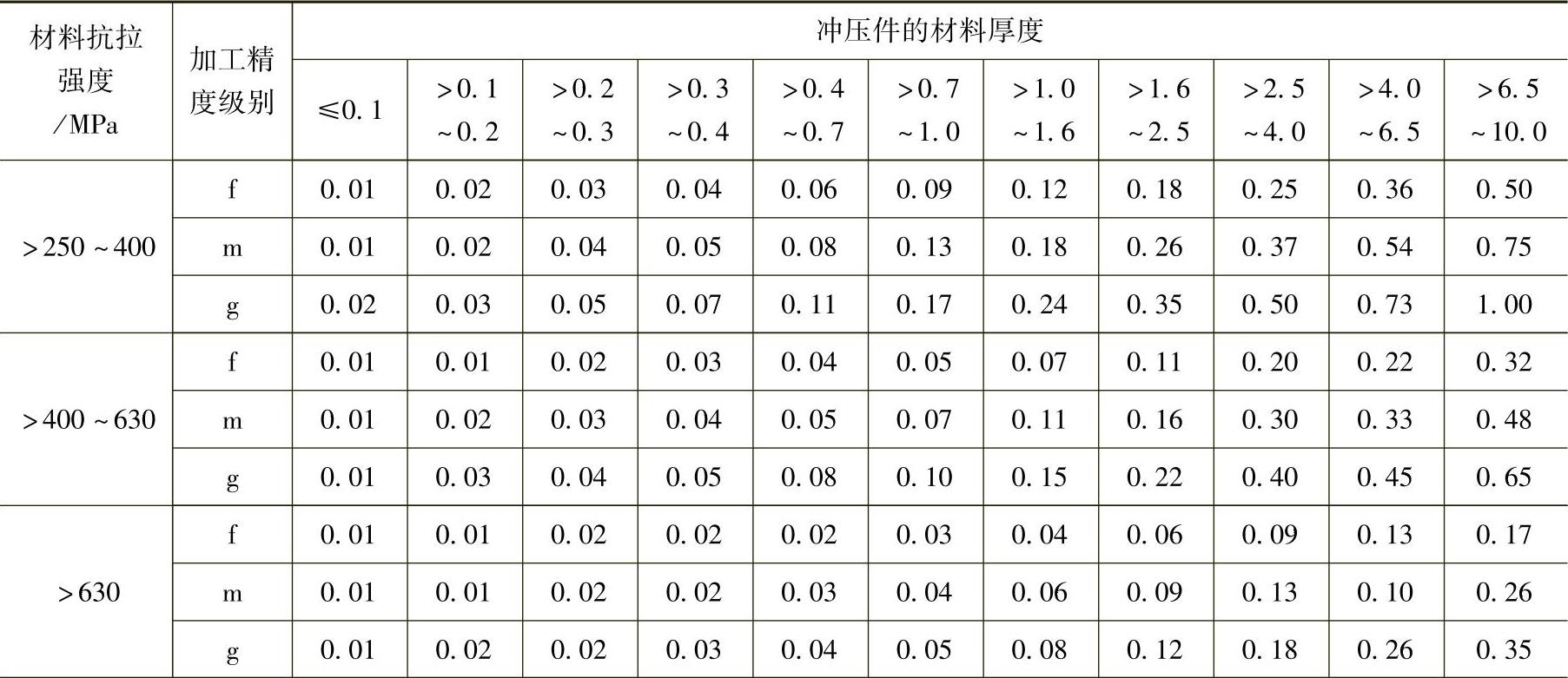
注:f级(精密级):适用于较高要求的冲裁件。m级(中等级):适用于中等要求的冲裁件。g级(粗糙级):适用于一般要求的冲裁件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。