



【摘要】:排样的原则和普通冲裁相同,如果工件不要求材料的轧制方向,则应是保证工艺过程需要和工件剪切面质量的前提下使废料最少。对于外形两侧剪切面质量要求有差异的工件,排样时应将要求高的一侧放在进料方向,以便冲裁时搭边最充分。图2-3-60所示为排样的实例,零件带齿的一侧要求高,另一侧要求低,因此将齿形一侧放在进料方向。精密冲裁由于采用了V形环压边,搭边的宽度比普通冲裁大,表2-3-15给出了精密冲裁所需搭边的最小值。
排样的原则和普通冲裁相同,如果工件不要求材料的轧制方向,则应是保证工艺过程需要和工件剪切面质量的前提下使废料最少。对于外形两侧剪切面质量要求有差异的工件,排样时应将要求高的一侧放在进料方向,以便冲裁时搭边最充分。
图2-3-60所示为排样的实例,零件带齿的一侧要求高,另一侧要求低,因此将齿形一侧放在进料方向。
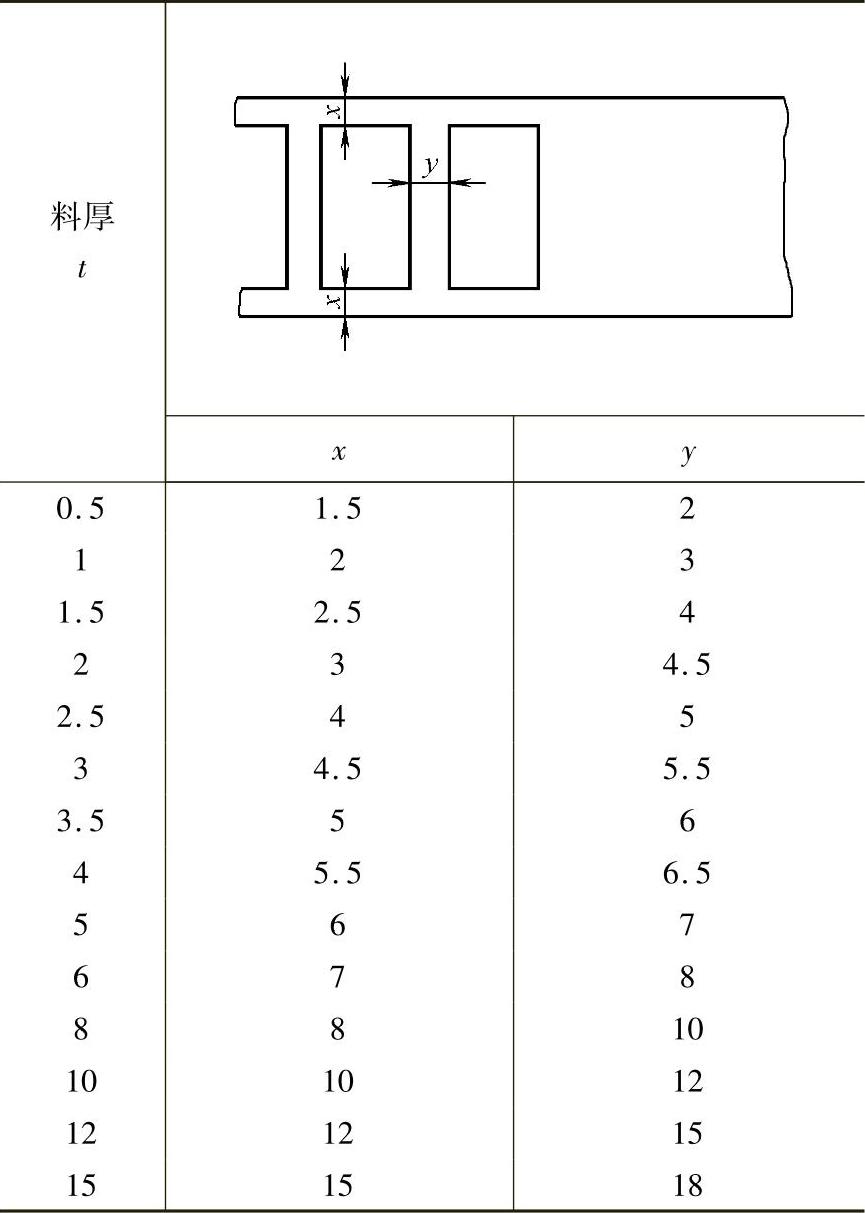
精密冲裁由于采用了V形环压边,搭边的宽度比普通冲裁大,表2-3-15给出了精密冲裁所需搭边的最小值。
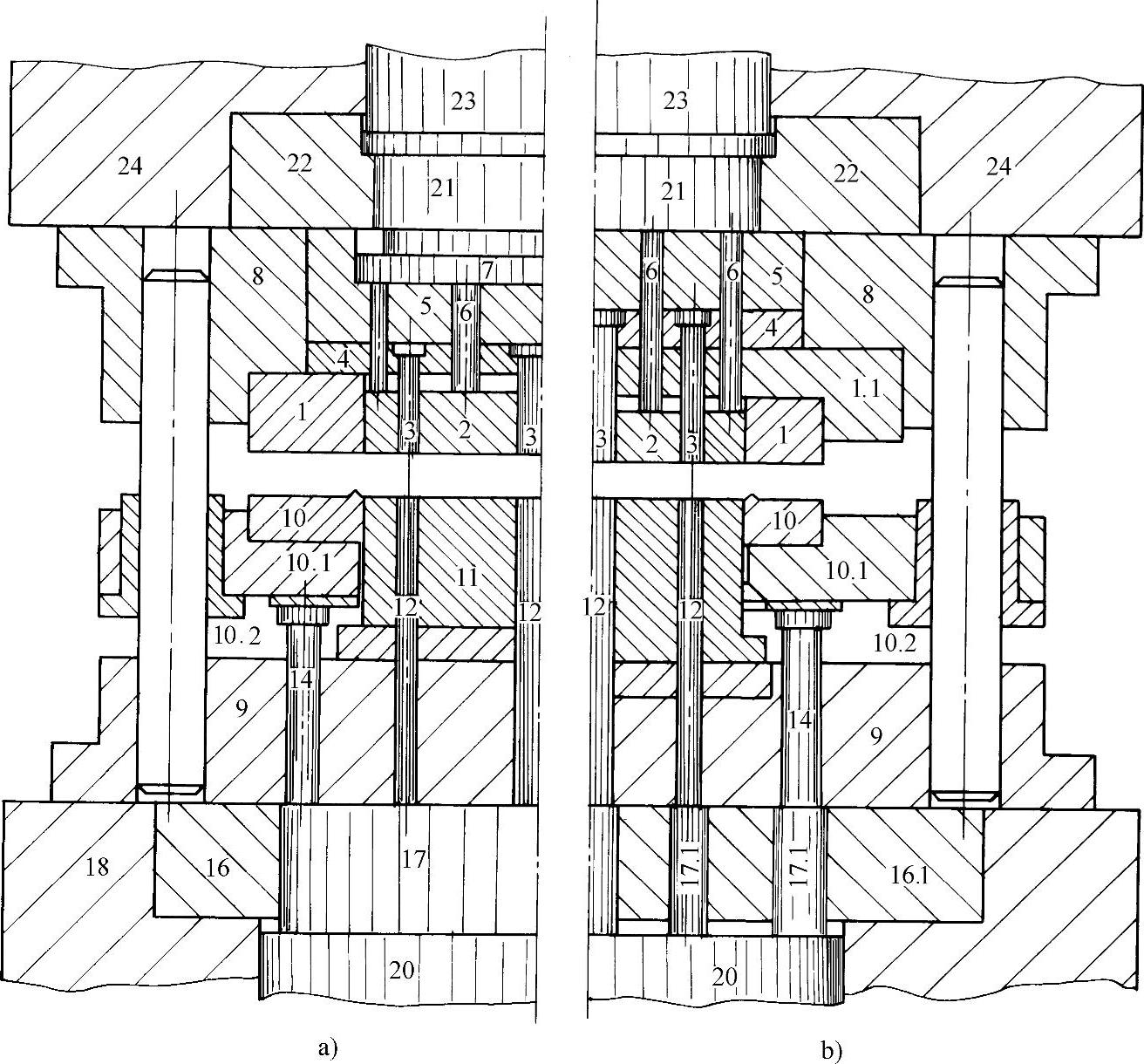
图2-3-57 固定凸模式精密冲裁模典型结构
a)典型结构 b)采用专用结合环
1—凹模 1.1—座圈 2—反压板 3—冲孔凸模 4—冲孔凸模固定板 5—上垫板 6、14—传力杆 7、21—压力垫 8、9—模座 1O—压边圈 1O.1—座圈 1O.2—导套 11—凸凹模 12—顶杆 16—结合环 16.1—专用接合环 17—压力垫 17.1—传力杆 18—压力机工作台 2O、23—压边力柱塞 22—接合环 24—上工作台
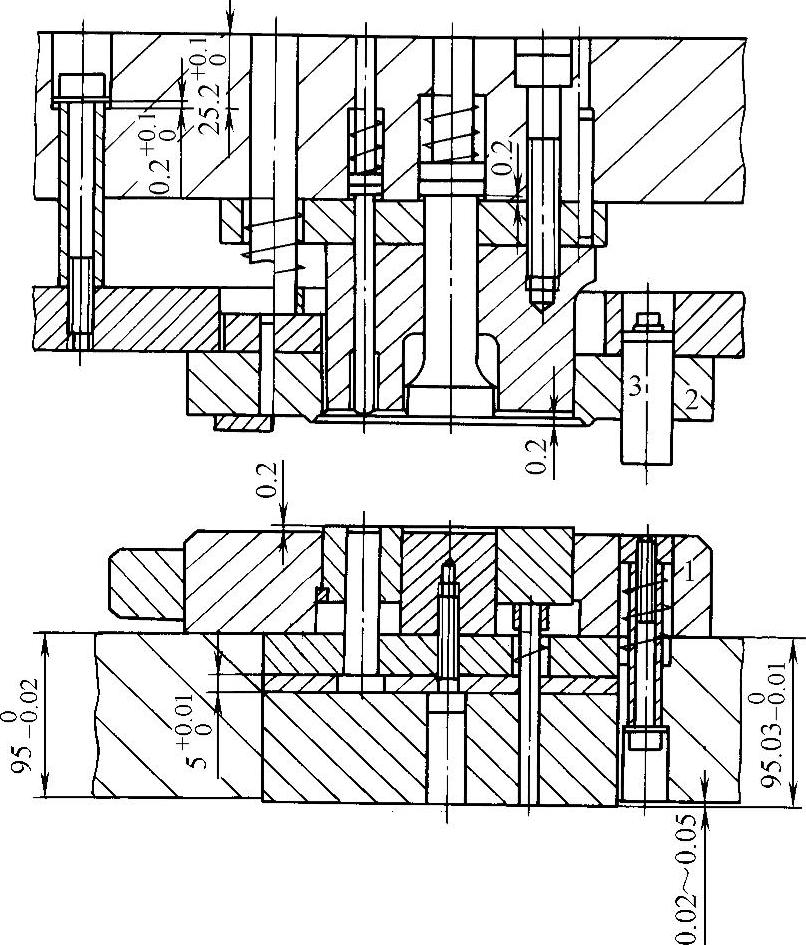
图2-3-58 固定凸模式精密冲裁模典型结构(https://www.xing528.com)
1—凹模 2—压边圈 3—闭锁销
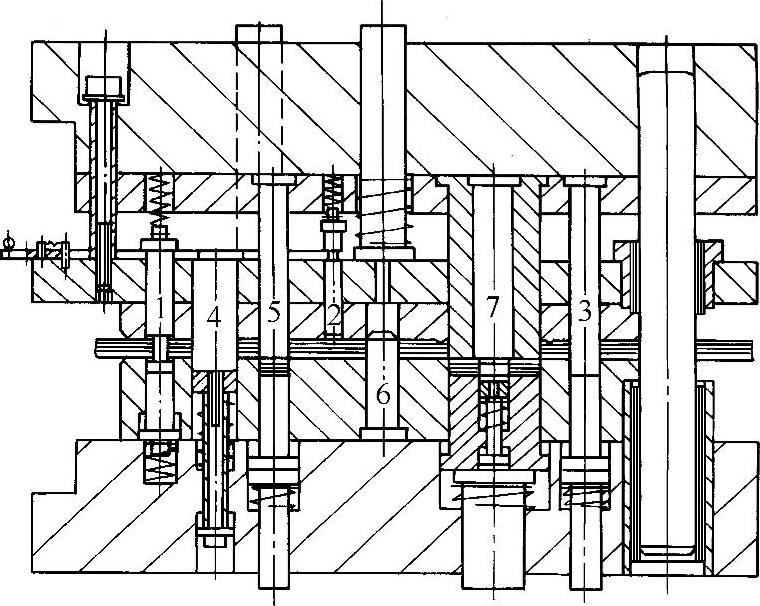
图2-3-59 连续精密冲裁模
1—导料销 2—弹顶杆 3—平衡杆 4—闭锁销 5—冲孔凸模 6—定位销 7—凸模定位销
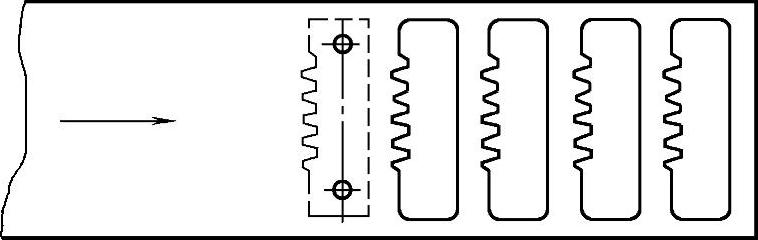
图2-3-60 排样
表2-3-15 搭边最小值(单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。