



精密冲裁工艺过程要求设备同时提供冲裁力、压边力和反压力,通常在专用的精密冲裁压力机上进行。我国在开展精密冲裁的初期,为了克服缺乏精密冲裁设备的难题,当时曾出现多种方案,诸如弹簧施压精密冲裁模、橡胶施压精密冲裁模、液压精密冲裁模和液压模架等。经过一段时间的生产实践表明,采用液压模架在通用压力机上开展精密冲裁是最佳方案。
液压模架结构如图2-3-64所示。它由上、下模座,上、下活塞,上、下压板,导柱、导套及弹簧组成,结构十分简单。在模架的四角装有四副刚性好、精度很高的滑动导柱导套,使液压模架具有良好的导向精度和刚性,用它来取代通用压力机的滑块,满足精密冲裁工艺对压力机滑块导向精度和刚性的要求。上、下模座有液压缸和活塞,通入液压油后,合模时可分别提供压边力和反压力,开启时可分别提供卸料力和顶件力。这样通用压力机装上液压模架后就具有精密冲裁压力机的功能。液压模架的安装和拆卸和普通模具完全相同,不需对压力机进行任何改装。卸下液压模架后压力机即可用于其他非精密冲裁的生产,非常简便,不影响压力机的周转使用。
鉴于有些机械压力机的行程较大,为了避免精密冲裁模的滚动导柱导套脱开,在这种情况下,需使模架的上模座不固定在压力机的滑块上,而由套在导柱上的四个弹簧支撑,回程开启时,液压模架的上模座依靠弹簧的力量复位。
实践表明,在一定条件下,采用精密冲裁压力机进行精密冲裁零件生产,技术经济效果最显著。和以上各种形式相比采用液压模架更接近于按拥有精密冲裁压力机的方式组织生产,通用范围极广,既适用于大批量生产,各零件分别采用专用精密冲裁模,又适于中小批量生产,尺寸范围相近的零件采用不同的模芯共用一副通用精密冲裁模架。更换精密冲裁模具很方便。
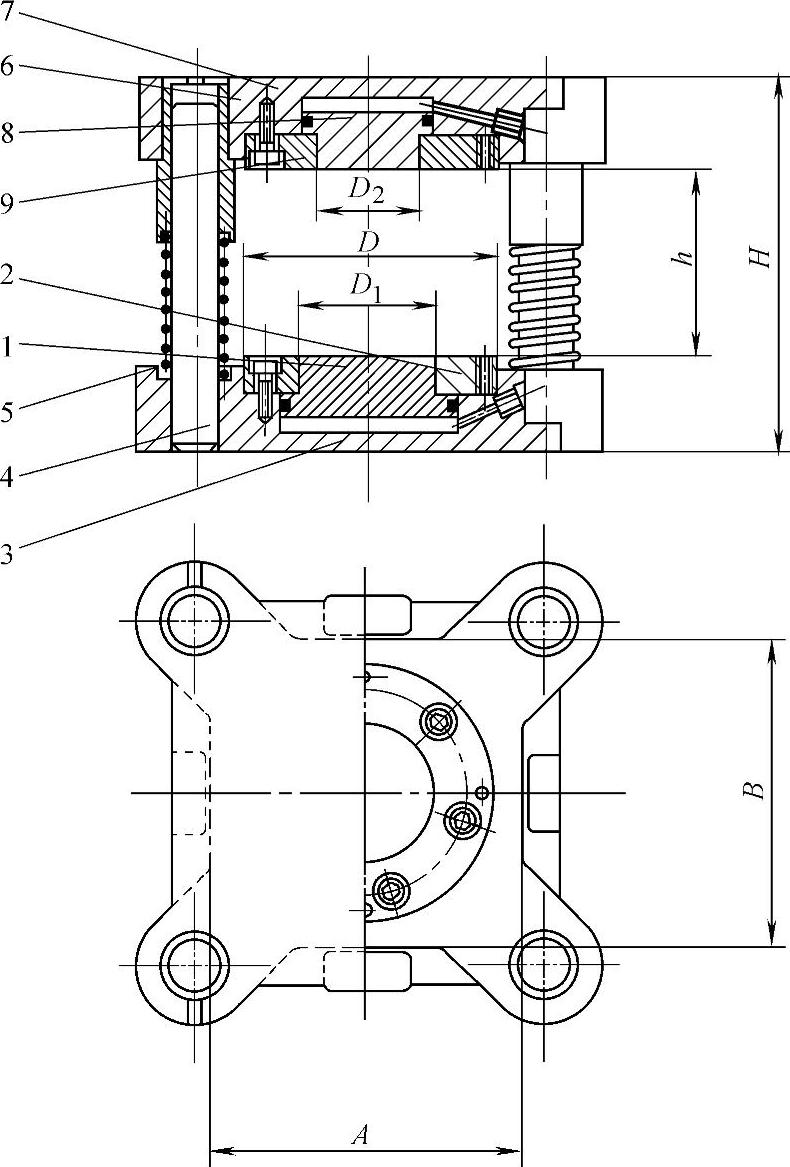
图2-3-64 液压模架
1—下活塞 2—下压板 3—下模座 4—导柱 5—弹簧 6—导套 7—上模座 8—上活塞 9—上压板
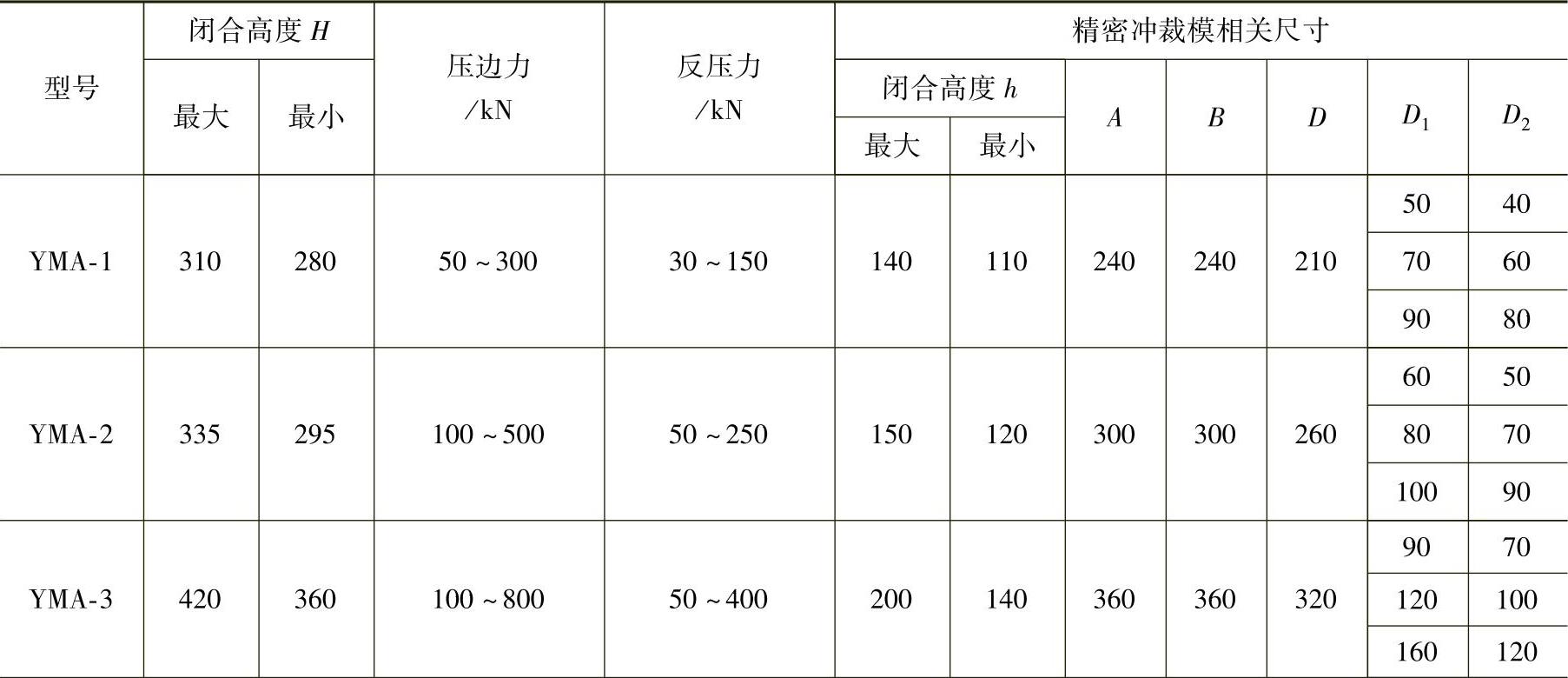
液压模架系列见表2-3-19,可以和不同规格的各种通用压力机相匹配,满足各种尺寸范围零件的精密冲裁。
液压模架和液压精密冲裁模可以采用相同的液压系统,其原理图如图2-3-65所示。(https://www.xing528.com)
表2-3-19 液压模架系列(单位:mm)
(续)
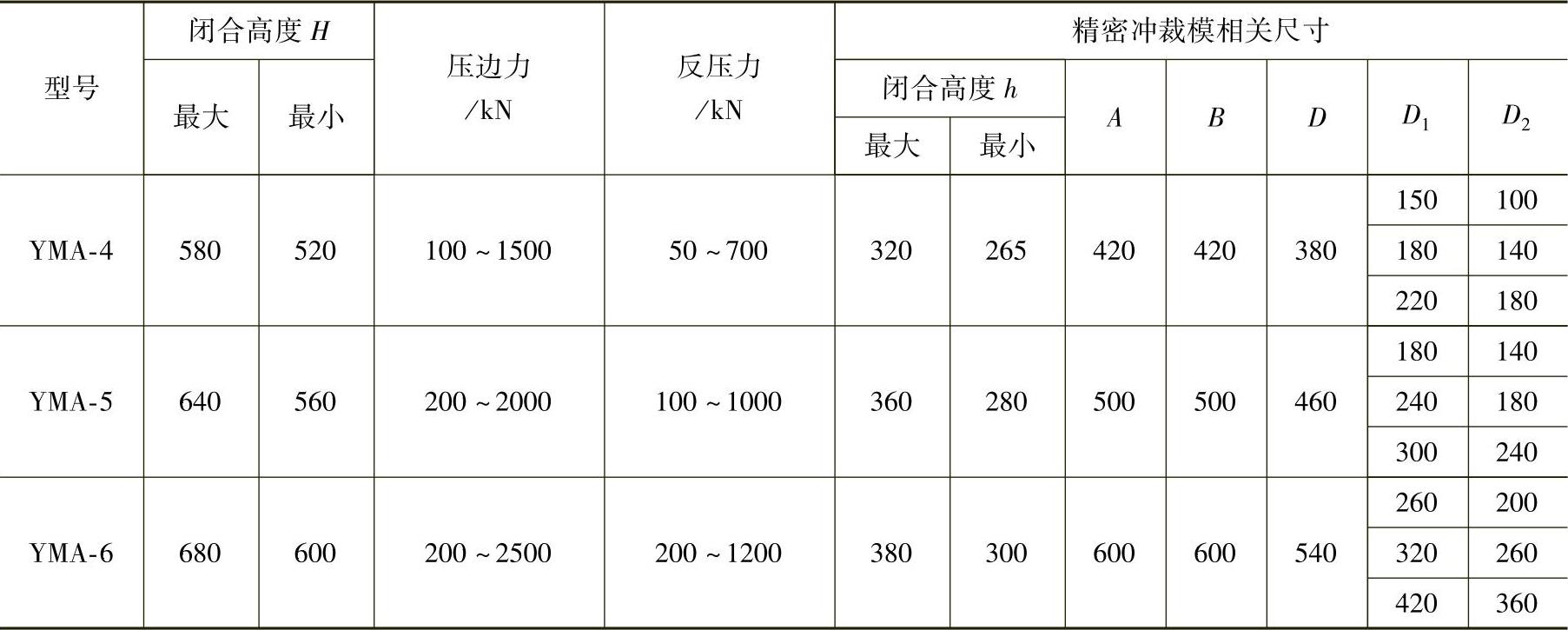
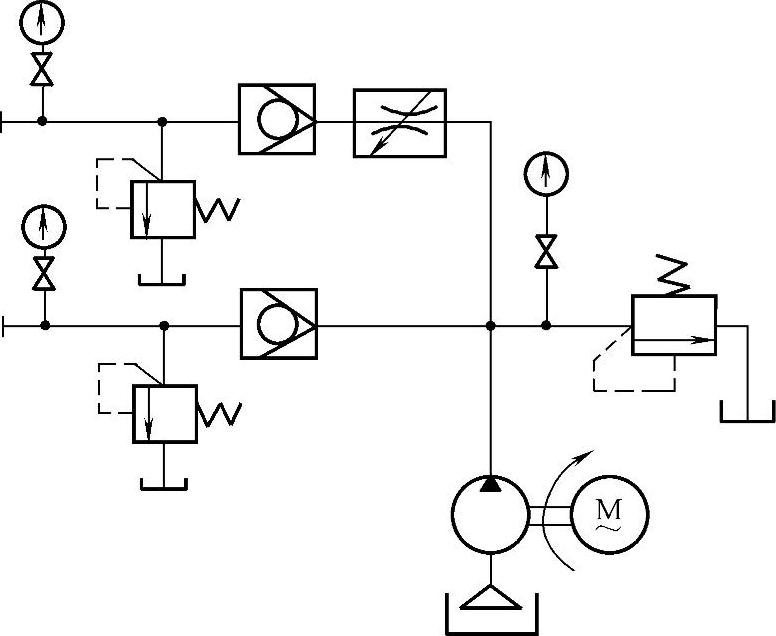
图2-3-65 液压系统原理图
液压模架装在通用压力机上即可开展精密冲裁,投资省、见效快,但它的导向精度、抗偏载能力和生产效率均比专用的精密冲裁压力机低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。