



平面压边精密冲裁是类似于强力压边精密冲裁的一种精密冲裁工艺,它和后者的主要区别是:
1)压边圈上没有V形齿,为平面形状,冲裁开始前和冲裁过程中平面压边圈均压紧材料,保持材料和冲裁方向垂直。
2)冲裁间隙取值和强力压边精密冲裁不同,间隙值更小。
美国EBWay公司开发的挤出精密冲裁(Grip-flow stamping)和德国Wanzke公司开发的集成精密冲裁(Integral fineblanking)均属于平面压边精密冲裁,都具有专用的精密冲裁压力机进行大批量的生产。
F.Rotter给出了平面压边精密冲裁的试验结果如图2-3-74和图2-3-75所示。
落料试样直径ϕ70mm,4种材料分别为CK10、16MnCr5、CK35、42CrMo4,相当于我国钢号的10、20CrMn、30、42CrMo;试样材料厚度t分别为6mm和11mm;冲裁间隙c分别为0.015mm和0.045mm;反压力P3为200kN。两种材料厚度和两种冲裁间隙交叉试验获得4组试验数据,分别如图2-3-74a、b、c、d所示。
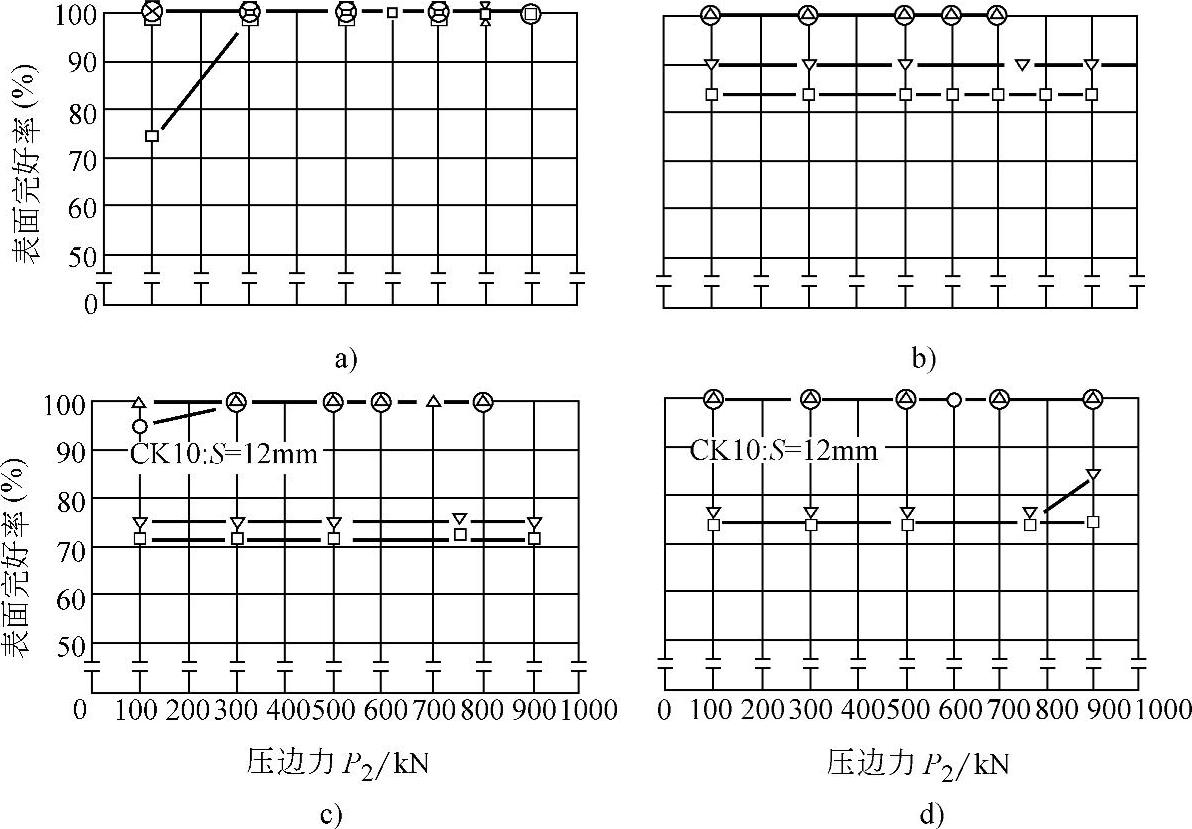
图2-3-74 平面压边精密冲裁剪切面完好率(落料)
a)t=6mm,c=0.015mm b)t=6mm,c=0.045mm c)t=11mm,c=0.015mm d)t=11mm,c=0.045mm
反压力P3=200kN材料:○—CK10□—CK35△—16MnCr5∇—42CrMo4(https://www.xing528.com)
图2-3-75给出了试样材料为RSt37,厚度t=12mm,孔径D=21mm,在不同相对冲裁间隙c/t=(0.25~4)%和不同压边力P2、反压力P3的条件下,平面压边精密冲裁孔的表面完好率。RSt的化学成分和力学性能和我国的10钢基本相同,属于强度低塑性好的材料。
从图2-3-74可以看出,平面压边精密冲裁落料,当材料厚度t=6mm,间隙c=0.015mm时,各种材料均可达到100%的剪切面完好率;而当c=0.045mm时,只有塑性好的材料CK10,16MnCr5才能得到完整的剪切面完好率。当材料厚度t=11mm时,无论间隙c=0.045mm或=0.015mm,都只有塑性较好的CK10,16MnCr5才可能获得完整的剪切面完好率。
从图2-3-75可以看出,平面压边精密冲裁孔,当相对冲裁间隙c/t≤0.5%时,可获得100%的剪切面完好率。
从上述两图还可以看出,平面压边精密冲裁落料或冲孔时,压边力P2的增减对剪切面完好率均无影响;而平面压边精密冲裁孔时,增加反压力P3可提高剪切面完好率。
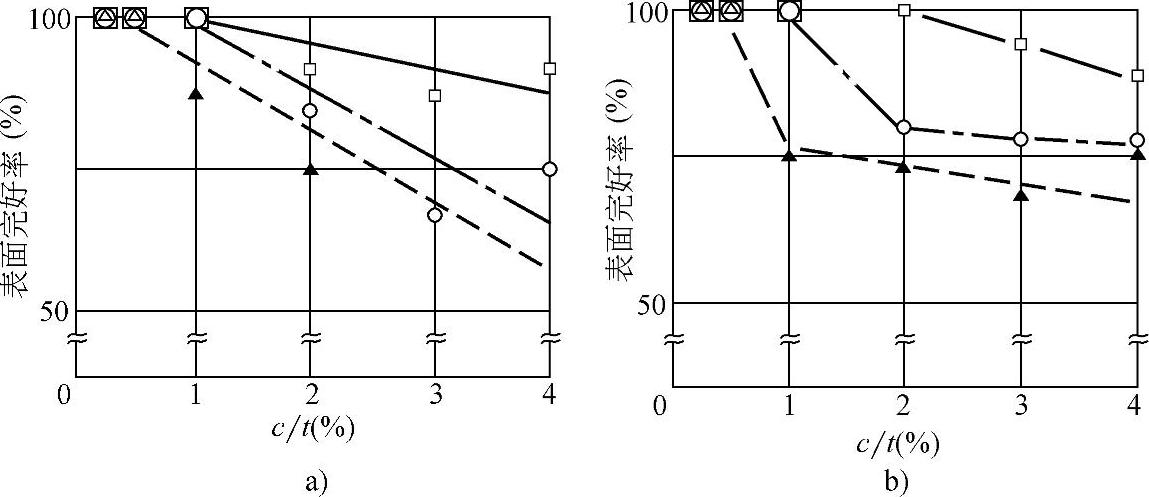
图2-3-75 平面压边精密冲裁剪切面完好率(冲孔)
材料:RSt37 料厚t=12mm 孔径D=21mm
▲—P3=100kN ○—P3=200kN □—P3=300kN
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。