



在大量生产中,冲压技术不断向高速化和自动化方向发展。采用高速压力机进行高速、自动、连续冲压,取消后续设备和二次送料是提高冲压生产率的一个重要途径[1]。高速冲压在国内外得到了普遍发展。过去冲压速度一般为45~80次/min(指压力机滑块每分钟行程次数),现在冲压速度在200次/min以下者称为低速冲压;200~600次/min称为中速冲压;600次/min以上称为高速冲压。平时人们所说的高速冲压,多半是在中速范围之内[2]。高速的概念随着技术发展在不断变化,并且压力机每分钟行程次数还和公称压力及滑块行程长度有关,因而很难用一个简单的数字作为划分是否是高速压力机的标准。在日本有一些公司把600kN以下的小型压力机分为下述4个速度等级[2]:
超高速 ≥1000次/min
高速 >400~1000次/min
次高速 >250~400次/min
常速 ≤250次/min
根据现代技术水平以400次/min以上为高速是比较恰当的。大量实验数据表明,当压力机行程次数达到400次/min时,压力机便会出现共振现象,压力机在运转中的不平衡现象明显增强,出现剧烈晃动,滑块下死点动态性能急剧恶化,因而必须在压力机结构上采取普通压力机所不具备的特殊结构和特殊措施才能保证压力机的平稳运行。
高速压力机在设计、制造和安装上同普通压力机有着很大差别,主要表现在:
1)高刚度:高速压力机整机刚度以通用闭式压力机的二分之一变形量为最低标准。
2)高精度:高速压力机各项静态精度最低应达到日本JIS B 6402—1997《机械压力机 准确度的测试》标准中特级精度以上。
3)压力机高速运转时大量的动能以热的形式释放,所以高速精密压力机在结构上应考虑发热问题。具体讲在设计时必须考虑床身及整机的热变形和热平衡问题,选择合适的曲轴支承方式,润滑方式及流量,避免部件膨胀对压力机动态性能产生的不利影响,采取预防热变形的措施。(https://www.xing528.com)
4)压力机每分钟行程次数提高,运动部分质量所产生的惯性力与速度平方成正比地增大。在不降低整机刚度和运动部分刚度前提条件下,尽量减轻回转部分和往复运动部分的质量极为重要。另外动力传递部分交变载荷幅值及频率也必然增大,对材料的选择、热处理方法等都要予以充分考虑,以提高机床耐疲劳破坏的能力。
5)高速压力机必须采取动平衡措施,以消除运动部分的不平衡现象,控制振动和噪声。
6)配备适合高速条件下工作的高精度送料装置,采用坚固、精度高的滑块导向装置。
近年来,大规模集成电路和电器元件、彩电、录像机、计算机、办公室和通信设备以及微电动机的生产进一步扩大,更有力地推进了高速压力机的发展势头。如德国舒勒公司生产的高速压力机,由500~3150kN成系列产品,行程次数达600次/min。瑞士埃萨公司制造的400kN高速压力机,最高行程次数达1000次/min。日本三菱公司生产的HP系列高速压力机,由400~1100kN成系列产品,行程次数达600~1500次/min。美国明斯特公司1974年研制的550kN闭式双点超高速压力机,行程次数达1600次/min;1975年又发展了270kN闭式双点超高速压力机,速度进一步提高到2000次/min[1]。日本能率制作所开发的小型高速压力机速度达到了3000次/min,在满负荷条件下也达到了JIS标准中特级精度要求,标志着高速压力发展到超高速和超精密阶段[3]。
当行程次数高达500次/min以上时,压力机在运行中的不平衡现象就显著增加,必须妥善解决原材料质量,送料精度,模具寿命,设备强度、刚度和精度,故障的自动监测,振动与噪声等一系列技术问题。
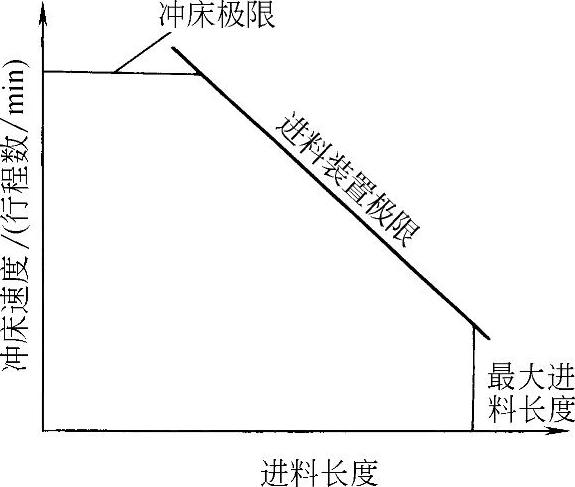
图2-4-1 高速压力机极限
图2-4-1所示是根据高速化时的行程长度、送料长度和压力机本身的极限以及根据送料装置的极限,表示出的压力机速度极限。
压力机的高速化有使生产率提高,减少冲压车间面积,提高冲压件剪切面质量,减缓模具磨损等效果。但亦带来一些问题(见表2-4-1),必须提出对策,有效地加以解决。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。