



步进电动机定长运行的控制电路如图6-21所示。
下面对照图6-20来说明图6-21所示电路的工作原理,具体如下:
(1)设定移动的长度值
步进电动机通过压辊抽拉线材,抽拉的线材长度达到设定值时切刀动作,切断线材。本系统采用两位BCD数字开关来设定切割线材的长度值。BCD数字开关是一种将十进制数0~9转换成BCD数0000~1001的电子元件,常见的BCD数字开关外形和内部结构如图6-22所示,从图中可以看出,1位BCD数字开关内部由4个开关组成,当BCD数字开关拨到某个十进制数字时,如拨到数字6位置,内部4个开关通断情况分别为d7断、d6通、d5通、d4断,X007~X004端子输入分别为OFF、ON、ON、OFF,即给X007~X004端子输入BCD数0110。如果高、低位BCD数字开关分别拨到7、2位置,则X007~X004输入为0111,X003~X000输入为0010,即将72转换成01110010并通过X007~X000端子送入PLC内部的输入继电器X007~X000。
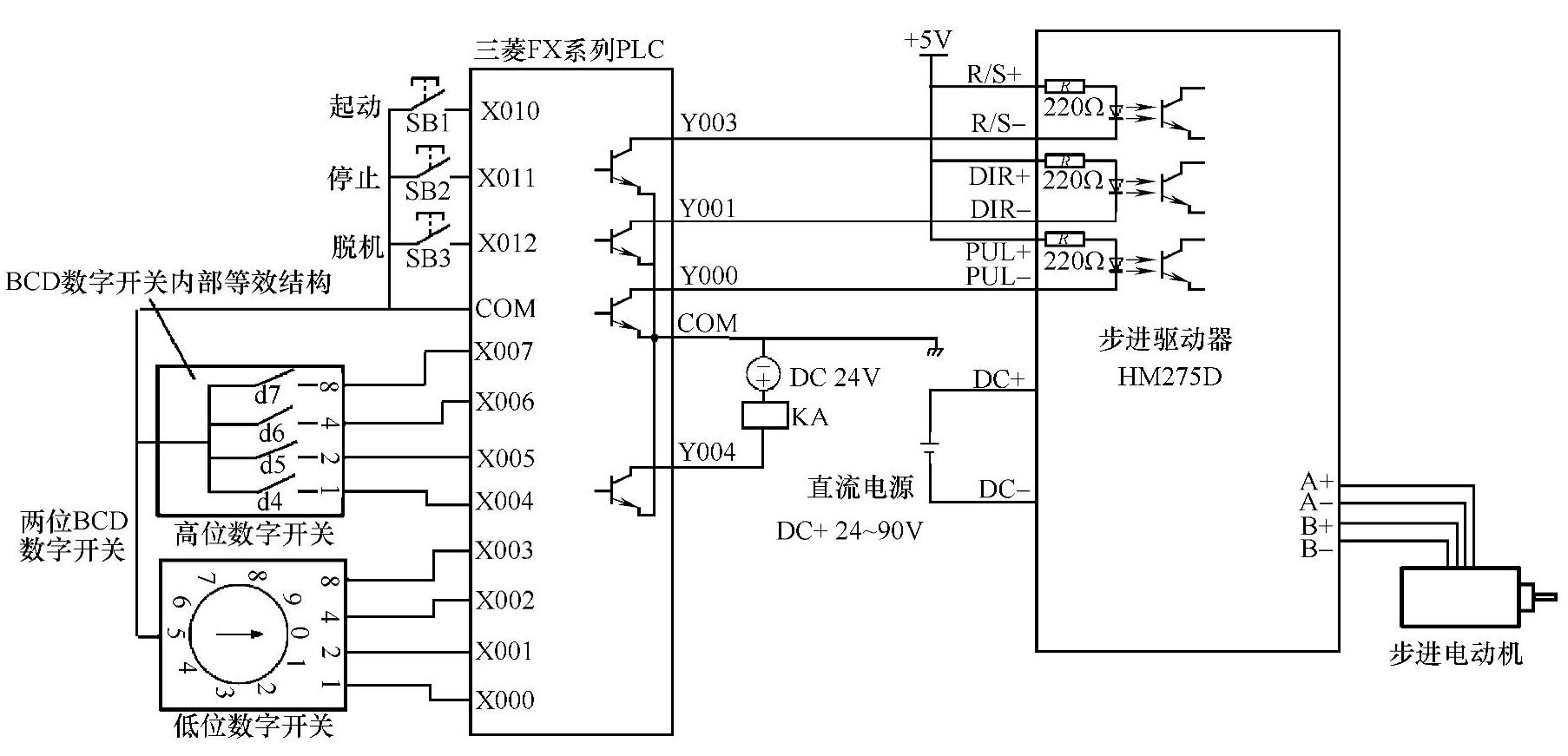
图6-21 步进电动机定长运行的控制电路
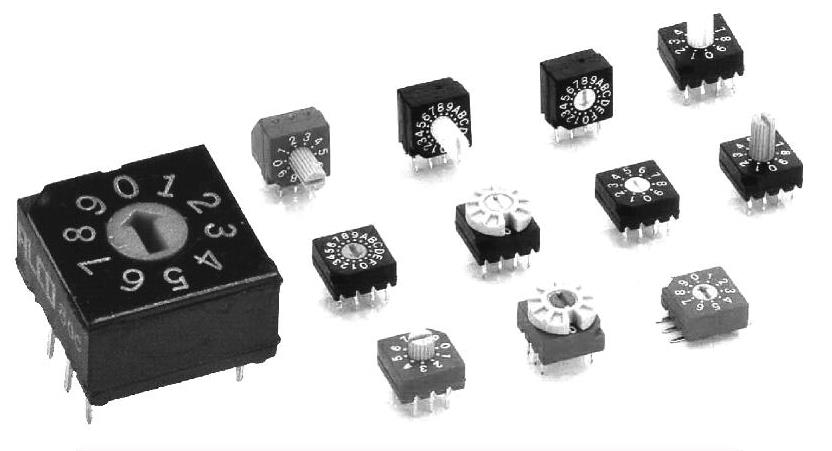
图6-22 常见的BCD数字开关外形(https://www.xing528.com)
(2)起动控制
按下起动按钮SB1,PLC的X010端子输入为ON,内部程序运行,从Y003端输出高电平(Y003端子内部晶体管处于截止),从Y001端输出低电平(Y001端子内部晶体管处于导通),从Y000端输出脉冲信号(Y000端子内部晶体管导通、截止状态不断切换),结果驱动器的R/S-端得到高电平、DIR-端得到低电平、PUL-端输入脉冲信号,驱动器驱动步进电动机顺时针旋转,通过压辊抽拉线材,当Y000端子发送完指定数量的脉冲信号后,线材会抽拉到设定长度值,电动机停转并自锁转轴,同时Y004端子内部晶体管导通,有电流流过KA继电器线圈,控制切刀动作,切断线材,然后PLC的Y000端又开始输出脉冲,驱动器又驱动电动机抽拉线材,以后重复上述工作过程,当切刀动作次数达到指定值时,Y001端输出低电平、Y003端输出仍为高电平,驱动器只输出一相电流到电动机,锁住电动机转轴,电动机停转。更换新线盘后,按下起动按钮SB1,又开始按上述过程切割线材。
(3)停止控制
在步进电动机运行过程中,如果按下停止按钮SB2,则PLC的X011端子输入为ON,PLC的Y000端停止输出脉冲(输出为高电平)、Y001端输出高电平、Y003端输出高电平,驱动器只输出一相电流到电动机,锁住电动机转轴,电动机停转,此时手动无法转动电动机转轴。
(4)脱机控制
在步进电动机运行或停止时,按下脱机按钮SB3,PLC的X012端子输入为ON,Y003端子输出低电平,R/S-端得到低电平,如果步进电动机先前处于运行状态,则R/S-端得到低电平后驱动器马上停止输出两相电流,电动机处于惯性运转;如果步进电动机先前处于停止状态,则R/S-端得到低电平后驱动器马上停止输出一相锁定电流,这时可手动转动电动机转轴来抽拉线材。松开脱机按钮SB2,步进电动机又开始运行或进入自锁停止状态。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。