



M7130型磨床的控制电路如图10-5所示。M7130型磨床的控制电路用到砂轮电动机、
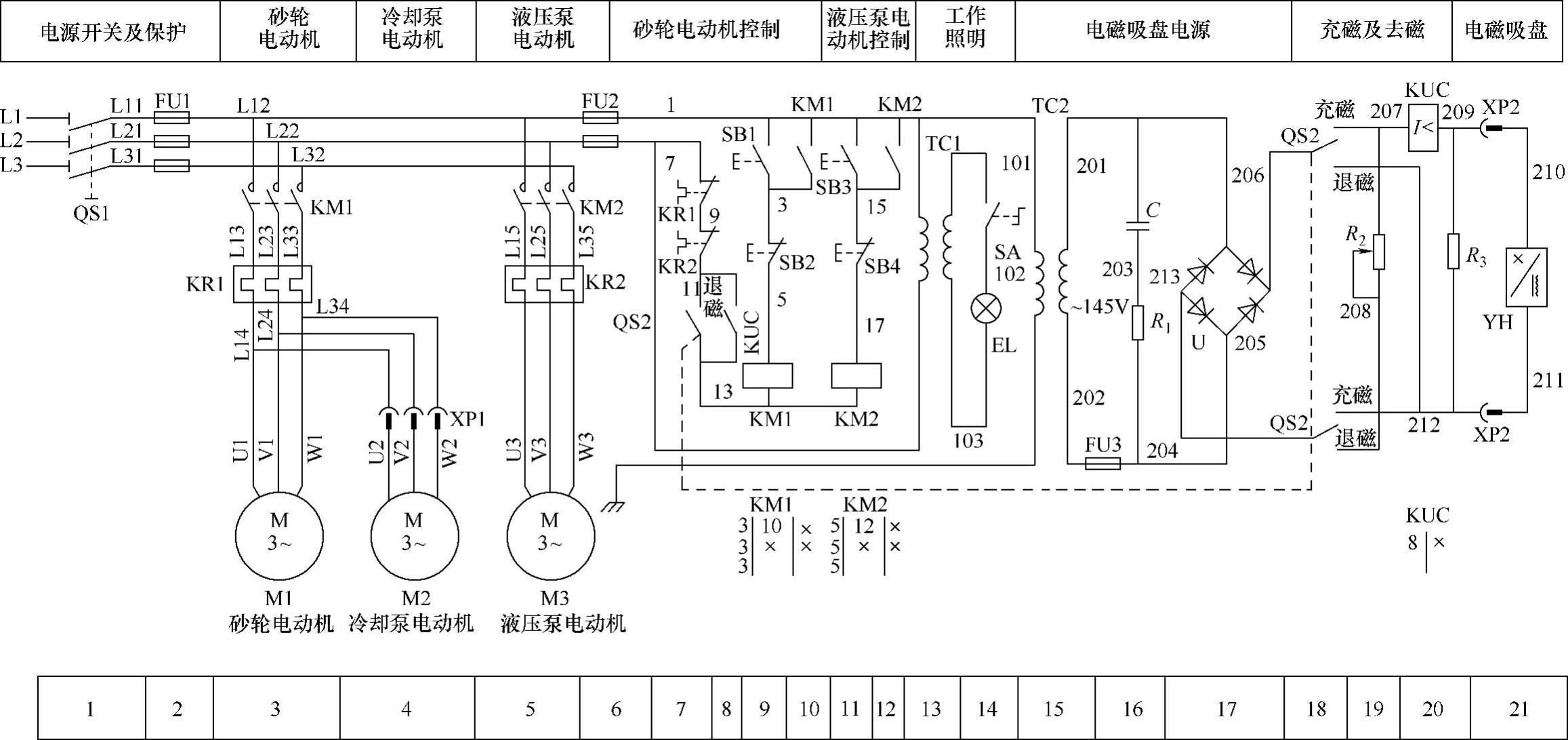
图10-5 M7130型磨床的控制电路
冷却泵电动机和液压泵电动机,如果不用冷却泵电动机,则可以将该电动机与电路的接插件XP1拔出。21区的YH为电磁吸盘,其功能是通电后会产生强磁场吸合待加工的部件,加工结束后工件会因带有剩磁而难于取下,所以还需给电磁吸盘通反向电源对工件对进行退磁。QS2为转换开关,它有3个触头,一个在7区,另两个在18区,该开关有“充磁、放松、退磁”三个档位,其中7区的触头只有在“退磁”档位时才闭合,在其它档位时均断开。
M7130型磨床的控制电路工作过程分析如下:
(1)准备工作
将电源开关QS1闭合,L1、L2两相电压经变压器TC1降压后为工作照明灯EL供电,将开关SA闭合,EL被点亮。另外,L1相与地之间的220V电压经变压器TC2降压后得到145V电压,该电压经桥式整流电路整流后输出直流电压,将转换开关QS2拨至“充磁”位置,直流电压通过欠电流继电器KUC加到电磁吸盘两端,电磁吸盘牢牢吸住待加工的工件,此外,由于欠电流继电器KUC线圈有电流流过,因此KUC在8区的常开触头闭合,L1、L2两相电压提供给控制电路。
如果不采用电磁吸盘,而使用压板固定工件,则可拔出电磁吸盘接插件XP2,但需将QS2开关拨至“退磁”位置,让QS2在8区的触头闭合,以便电源能提供给控制电路。
(2)砂轮电动机和冷却电动机控制
1)起动控制。

2)停止控制。(https://www.xing528.com)

(3)液压泵电动机控制
1)起动控制。

2)停止控制。

(4)电磁吸盘退磁控制
工件加工完成后,由于电磁吸盘的磁化作用,工件带有剩磁难于取下,因此取下工件前需要对工件进行退磁。
将转换开关QS2拨至“放松”档,触头处于开路状态,电磁吸盘线圈释放能量而产生上正下负的自感电动势,该电动势通过放电电阻R3回路释放,同时由于欠电流继电器KUC线圈,8区的KUC常开触头断开,控制电路电源被切断。
再将QS2拨至“退磁”档位,QS2两个动触头与退磁静触头接触,电源串入电位器R2为电磁吸盘供电,但电源极性变反,电磁吸盘通入较小的反向电流,产生磁场对工件进行退磁。退磁结束后,将QS2拨至“放松”位置。
电阻R1和电容C的作用是吸收变压器TC2次级线圈两端的短时过高的电压,当某些原因使TC2次级电压瞬时过高时(如L1相电压瞬间升高),TC2次级电压因对电容C充电而降低,使整流及外级电路得到保护。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。