



1.数控车床的常用指令
不同的数控系统,其指令功能也不相同。由于篇幅有限,为了说明不同系统指令功能差异,在讲述不同机床的编程实例时,每一类加工机床的实例用不同的系统进行讲解,而且同一系统不同系列或不同厂家的系统也会有所差异,编程时一定要研究所用机床的编程说明手册及其操作说明手册。下面以FANUC-0i系统为例介绍数控车床的编程方法。FANUC-0i系统的常用准备功能如表2-1所示。
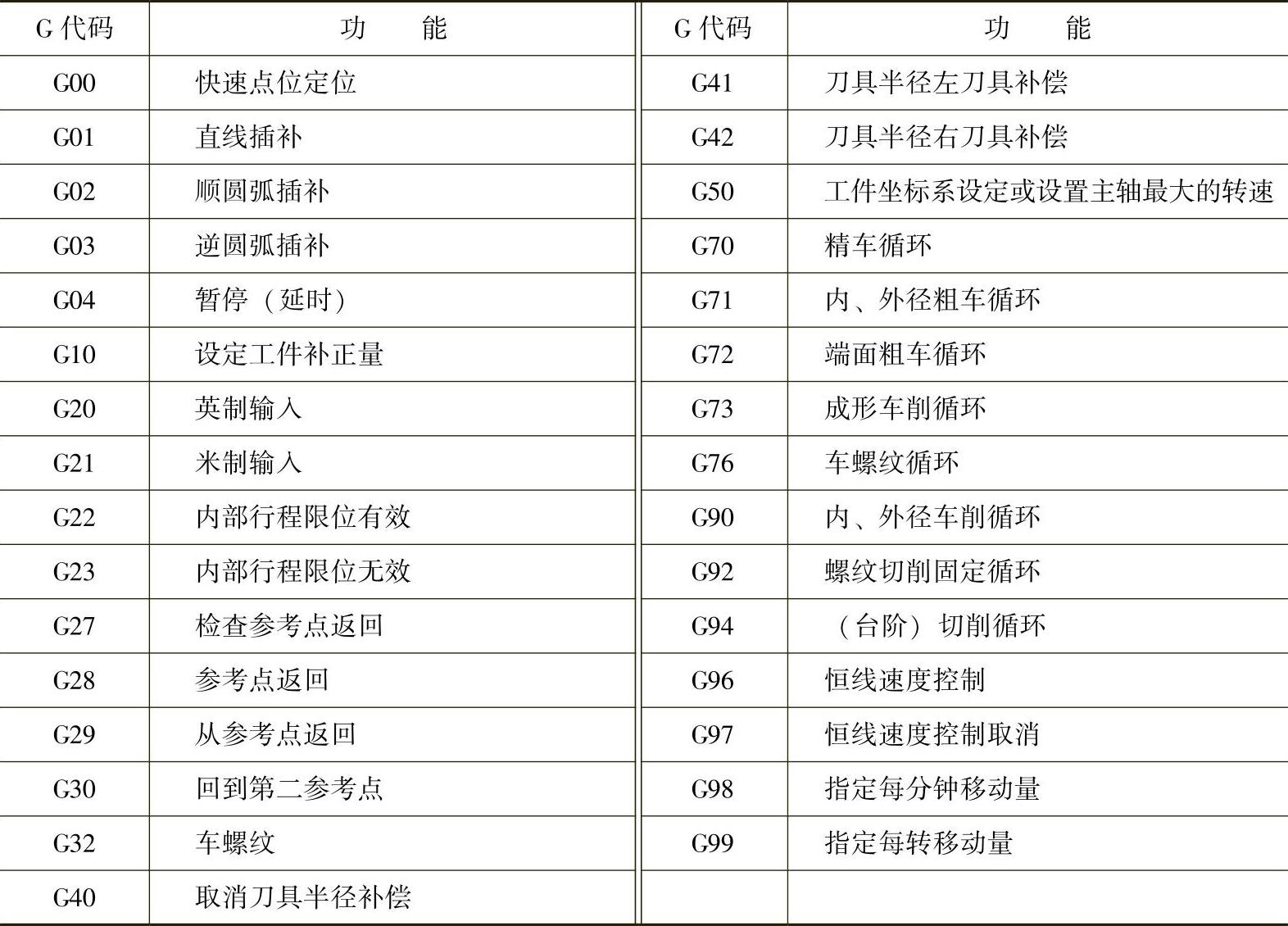
表2-1 FANUC-0i系统常用的G指令
2.数控车床编程中的注意事项
1)直径编程法和半径编程法。编制轴类工件的加工程序时,因其截面为圆形,所以尺寸有直径指定和半径指定两种方法,采用哪种方法要由系统的参数决定。采用直径编程时称为直径编程法;采用半径编程时称为半径编程法。车床出厂时均设定为直径编程,所以在编程时与X轴有关的各项尺寸一定要用直径编程。如果需要用半径编程,则要改变系统中相关的几项参数,使系统处于半径编程状态。
2)认真查阅所用机床和系统的编程手册,对代码格式、含义以及量纲弄清楚,以免出现不必要的错误。
3)刀架的位置不同将会使坐标系的X轴正向产生变化。
4)为了简化程序编制过程,对程序设计一定要有清晰的思路,设计好程序的结构。
3.实例介绍(https://www.xing528.com)
【例2-1】程序设计,加工图形如图2-11所示,毛坯为ϕ50mm×60mm的45钢。
课题分析:加工本例工件时,坯料已经完成粗加工为台阶轴,因此,台阶面加工时,只一次进刀即可完成。加工圆弧时,采用车圆法进行分层加工,即采用大小不等的圆弧半径,最终将圆弧加工出来。数控加工程序见表2-2。
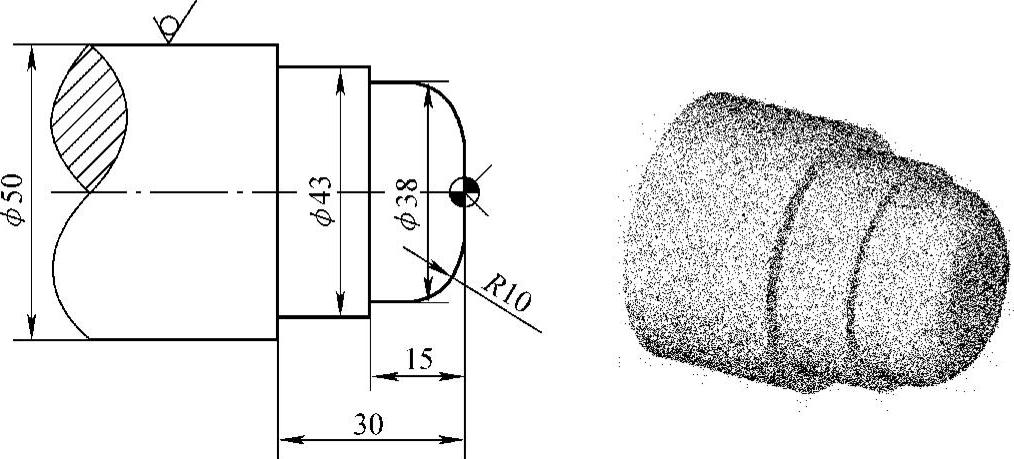
图2-11 车削加工轴类零件实例
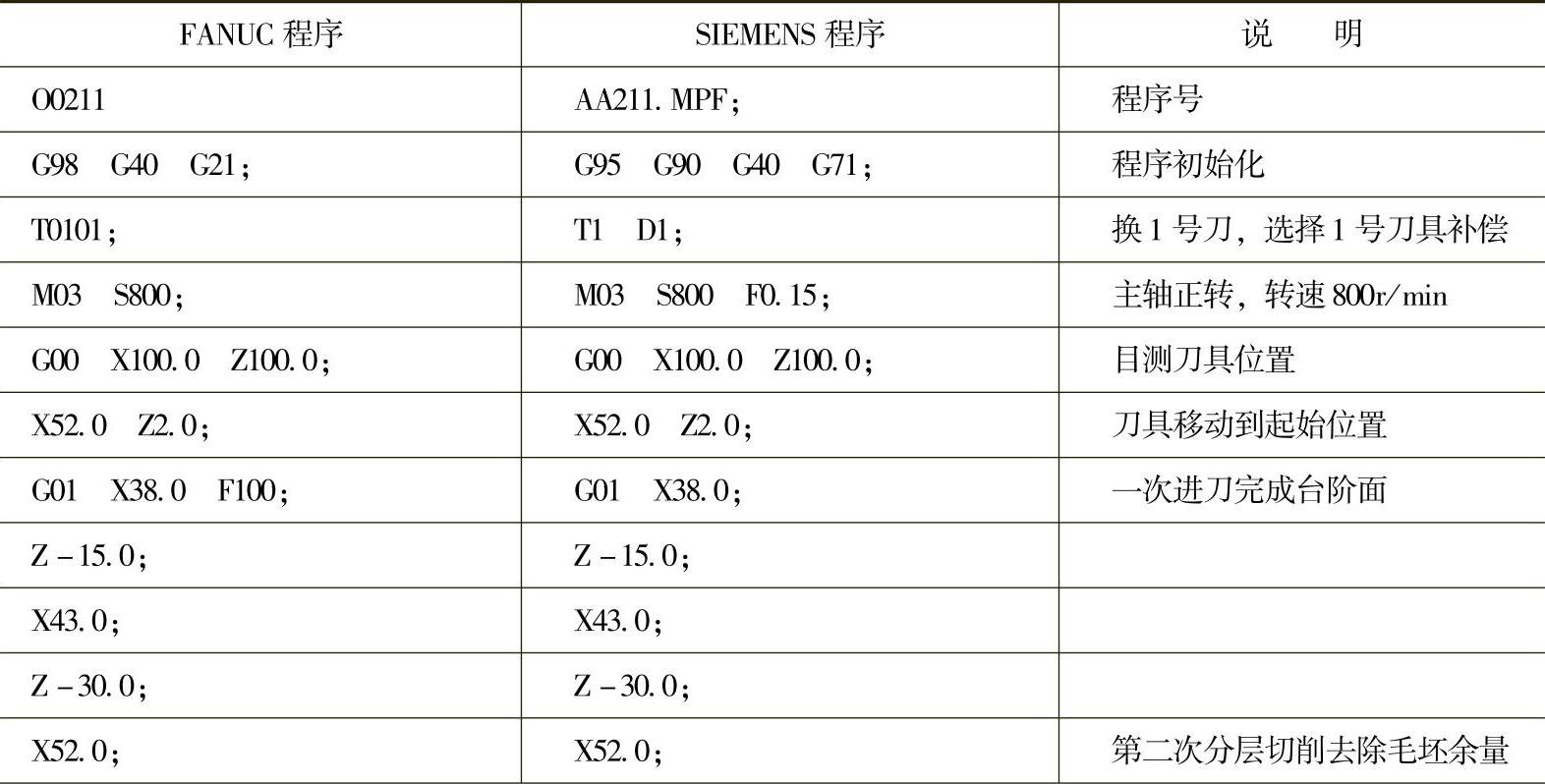
表2-2 数控加工程序
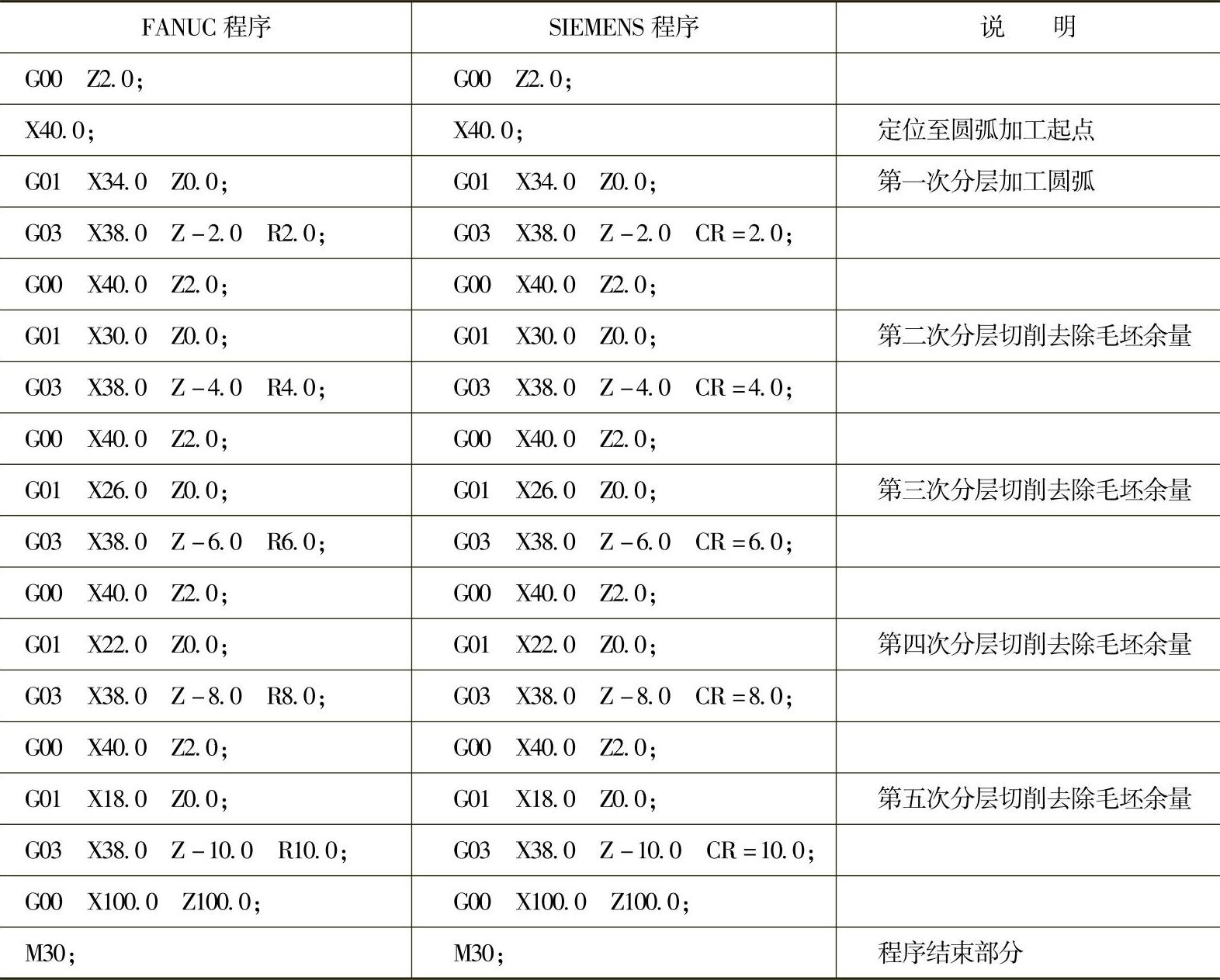
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。