



1.SINUMERIK840D数控系统性能
SINUMERIK 840D是西门子公司20世纪90年代推出的高性能数控系统。它保持西门子前两代系统SINUMERIK 880和840C的三CPU结构:人机通信CPU(MMC-CPU)、数字控制CPU(NC-CPU)和可编程逻辑控制器CPU(PLC-CPU)。三部分在功能上既相互分工,又互为支持。
在物理结构上,NC-CPU和PLC-CPU合为一体,合成在NCU(Numerical Con-trolUnit)中,但在逻辑功能上相互独立。
相对于前几代系统,SINUMERIK 840D具有以下几个特点:
(1)数字化驱动 在SINUMERIK 840D中,数控和驱动的接口信号是数字量,通过驱动总线接口,挂接各轴驱动模块。
(2)轴控规模大 最多可以配31个轴,其中可配10个主轴。
(3)可以实现五轴联动 SINUMERIK 840D可以实现X、Y、Z、A、B五轴的联动加工,任何三维空间曲面都能加工。
(4)操作系统视窗化 SINUMERIK 840D采用Windows 95作为操作平台,使操作简单、灵活、易掌握。
(5)软件内容丰富功能强大 SINUMERIK 840D可以实现加工(Machine)、参数设置(Parameter)、服务(Services)、诊断(Diagnosis)及安装启动(Start-up)等几大软件功能。
(6)具有远程诊断功能 如现场用PC适配器、MODEM卡,通过电话线实现SINUMERIK 840D与异域PC通信,完成修改PLC程序和监控机床状态等远程诊断功能。
(7)保护功能健全 SINUMERIK 840D系统软件分为西门子服务级、机床制造厂家级、最终用户级等7个软件保护等级,使系统更加安全可靠。
(8)硬件高度集成化 SINUMERIK 840D数控系统采用了大量超大规模集成电路,提高了硬件系统的可靠性。
(9)模块化设计 SINUMERIK 840D的软硬件系统根据功能和作用划分为不同的功能模块,使系统连接更加简单。
(10)内装大容量的PLC系统 SINUMERIK840D数控系统内装PLC最大可以配2048输入和2048输出,而且采用了Profibus现场总线和MPI多点接口通信协议,大大减少了现场布线。
(11)PC化 SINUMERIK840D数控系统是一个基于PC的数控系统。
2.SINUMERIK840D数控系统硬件结构
SINUMERIK 840D数控系统硬件组成框图如图4-32所示。
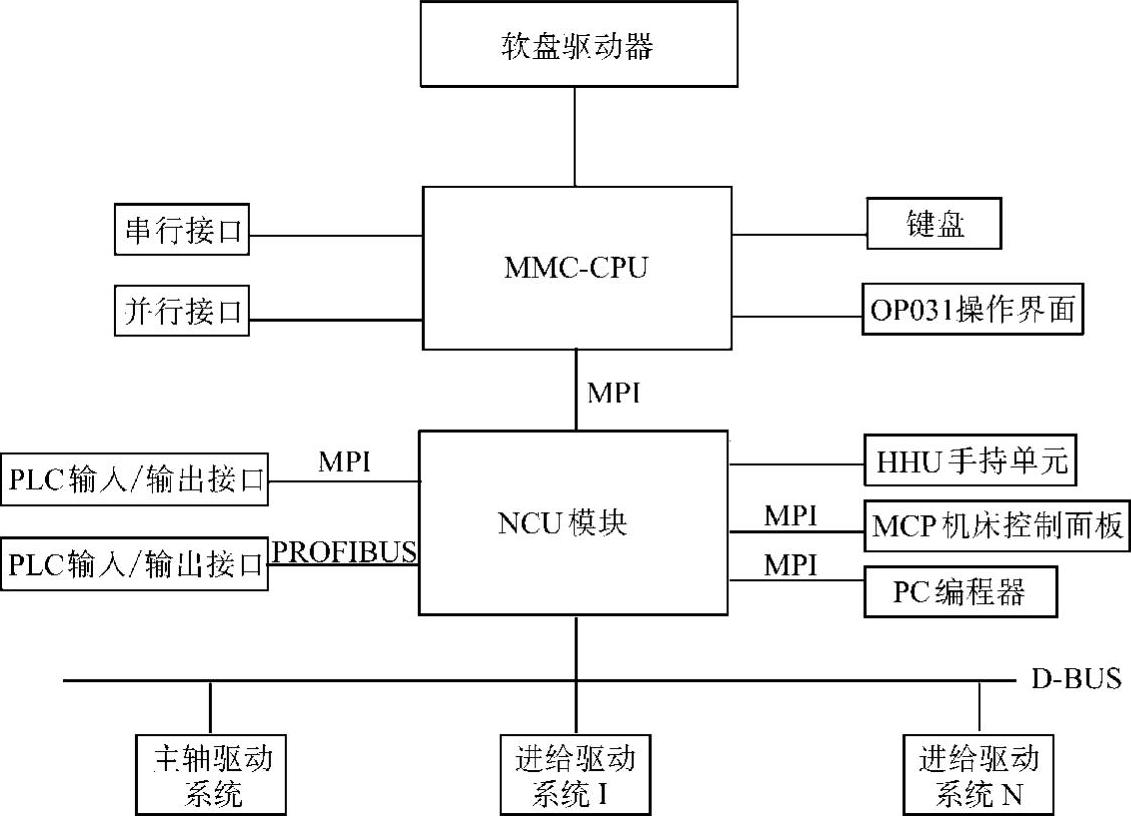
图4-32 SINUMERIK 840D数控系统硬件组成框图
下面介绍其主要的功能部件。
(1)数字控制单元(NCU) NCU(Numerical Control Unit)是SINUMERIK840D数控系统的控制中心和信息处理中心,数控系统的直线插补、圆弧插补等轨迹运算和控制、PLC系统的算术运算和逻辑运算都是由NCU完成的。在SINU-MERIK 840D中,NC-CPU和PLC-CPU采用硬件一体化结构,合成在NCU中。
(2)人机通信中央处理单元(MMC-CPU) MMC-CPU的主要作用是完成机床与外界及与PLC-CPU、NC-CPU之间的通信,内带硬盘,用以存储系统程序、参数等。
(3)操作员面板(OP)031 操作员面板OP的作用是:显示数据及图形,提供人机显示界面;编辑、修改程序及参数;实现软功能操作。
在SINUMERIK 840D中有OP031、OP032、OP032S、OP030以及PHG等5种操作员面板。其中,OP031是常使用的操作员面板。
(4)机床操作面板(MCP) MCP的主要作用是完成数控机床的各类硬功能键的操作。主要有以下六个硬功能键操作。(https://www.xing528.com)
1)操作模式键区。可选择的操作模式有JOG、MD、TEACH IN和AUTO等四种操作模式。
2)轴选择键区。实现轴选择,完成轴的点动进给、回参考点和增量进给。
3)自定义键区。供用户使用,通过PLC的数据块实现与系统的联系,完成机床生产厂所要求的特殊功能。
4)主轴操作区。主轴倍率开关,实现主轴转速0~150%倍率修调。主轴起停按钮实现主轴驱动系统的起停,一般控制主轴驱动系统的脉冲使能和驱动使能。
5)进给轴操作区。进给轴倍率开关,实现主轴转速0~200%倍率修调。进给轴起停按钮实现进给轴驱动系统的起停,一般控制进给轴驱动系统的脉冲使能和驱动使能。
6)急停按钮。实现机床的紧急停车,切断进给轴和主轴的脉冲使能和驱动使能。
(5)I/RF主电源模块 主电源模块主要功能是实现整流和电压提升功能。
(6)驱动系统 它包括主轴驱动系统和进给驱动系统两部分。
3.SINUMERIK840D数控系统软件结构
SINUMERIK 840D系统软件结构如图4-33所示。
SINUMERIK 840D软件系统包括四大类软件:MMC软件、NC软件、PLC软件和通信及驱动接口软件。
(1)MMC软件系统 在MMC102/103以上系统均带有5GB或10GB的硬盘,内装有基本输入、输出系统(BIOS),DR-DOS内核操作系统、Windows 95操作系统,以及串口、并口、鼠标和键盘接口等驱动程序,支撑SINUMERIK与外界MMC-CPU、PLC-CPU、NC-CPU之间的相互通信及任务协调。
(2)NC软件系统 NC软件系统包括下列内容:
1)NCK数控核初始引导软件,该软件固化在EPROM中。
2)NCK数控核数字控制软件系统。它包括机床数据和标准的循环子系统,是西门子公司为提高系统的使用效能,而开发的一些常用的车削、铣削、钻削和镗削功能等软件。用户必须理解每个循环程的参数含义才能进行调用。
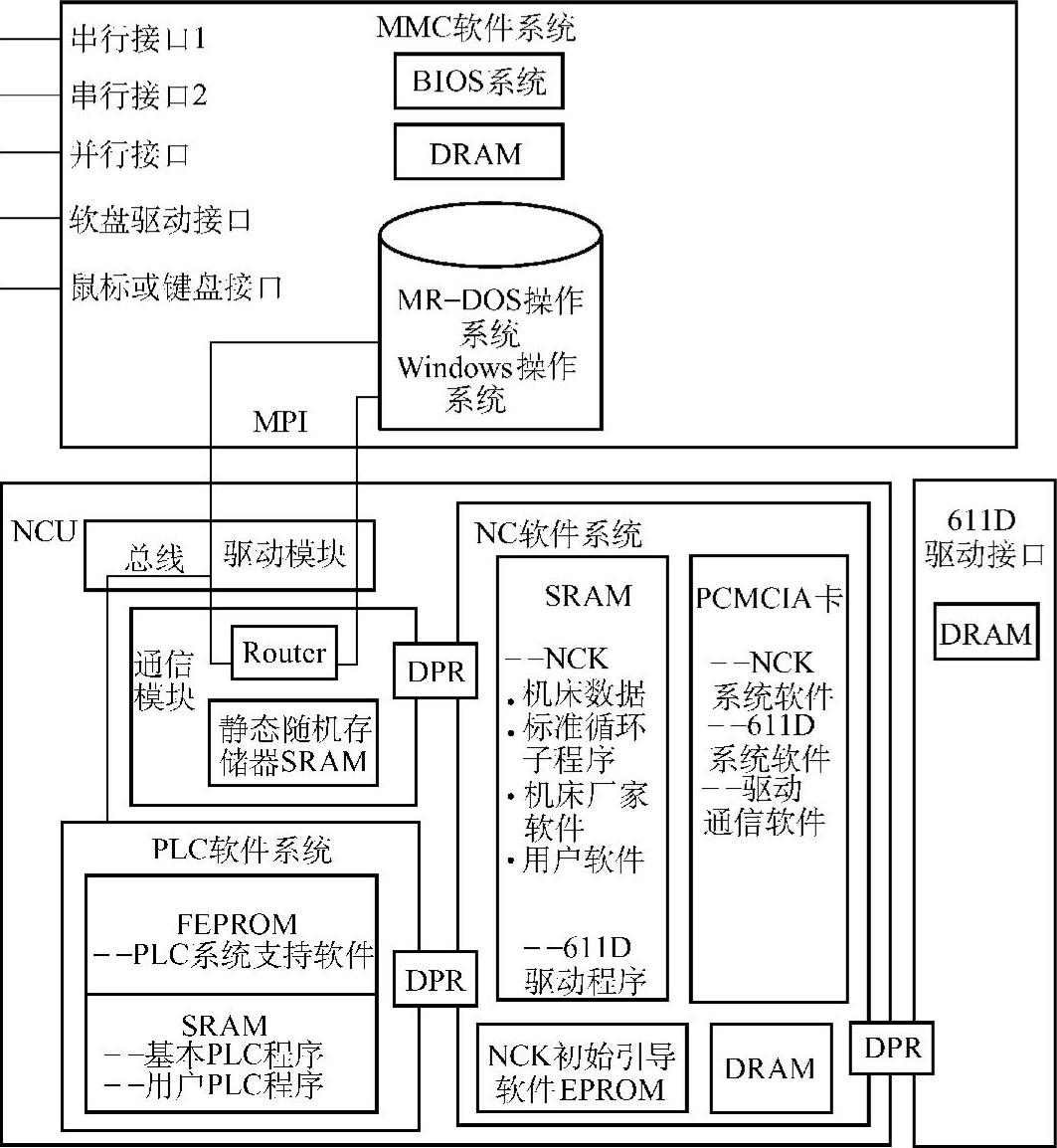
图4-33 SINUMERIK 840D数控系统软件结构图
3)SINUMERIK 611D驱动数据。它是指SINUMERIK 840D数控系统所配套使用的SIMODRIVE 611D数字式驱动系统的相关参数。
4)PCMCIA卡软件系统。在NCU上设置有一个PCMCIA插槽,用于安装PCMCIA个人计算机存储卡,卡内预装有NCK驱动软件和驱动通信软件等。
(3)PLC软件系统 PLC软件系统包括PLC系统支持软件和PLC程序。
1)PLC系统支持软件。它支持SINUMERIK 840D数控系统内装的CPU315-2DP型可编程逻辑控制器的正常工作,该程序固化在NCU内。
2)PLC程序。它包含基本PLC程序和用户PLC程序两部分。
(4)通信及驱动接口软件 它主要用于协调PLC-CPU、NC-CPU和MMC-CPU三者之间的通信。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。