



1.焊接姿式和握枪要领
二氧化碳气体保护焊由于焊枪结构较为复杂,因此操作起来不如焊条电弧焊那样方便自如。选择正确的焊接姿式和握枪要领直接关系到焊接质量的好坏,其操作要领如下:
1)身体和焊件的位置要合适,以方便焊接。
2)焊枪软管应舒展,以免影响均匀送丝。
3)焊枪可移动范围要大,焊接过程中可以很好地观察焊枪角度、熔池情况。
4)立焊、仰焊位置时,焊枪不宜进行摆动,且焊枪上的把线不应拖坠焊枪向前移动。
2.引弧与收弧
在CO2气体保护焊中,引弧与收弧比较频繁,操作不当易产生焊缝缺陷,如引弧处熔深浅,收弧处凹陷严重,甚至产生弧坑裂纹等。
(1)短路引弧 引弧前焊丝端头与焊件应保持2~3mm的距离,然后开启焊枪上的手动开关,焊接电弧即在焊丝与焊件之间被引燃,引弧后应尽量将电弧压低并做适当的横向摆动,以防焊缝中心金属堆积过高而使焊缝两侧产生未熔合现象。
(2)焊缝端头引弧 需在焊缝端头引弧的焊件(如单面焊双面成形的板状试件)应在距离焊缝端头4~5mm处引弧,然后稳步移向端头,待母材熔化后,再以正常速度沿焊缝方向移动。
(3)收弧 当焊接电源没有衰减电流装置时,焊枪应在弧坑处停留一下,并在熔池尚未凝固前,间断短路2~3次,使熔滴填满弧坑。当焊接电源设有衰减装置时,应使用衰减电流,将弧坑填满,然后熄弧。
3.接头
CO2气体保护焊单面焊双面成形打底焊时,由于收弧处的焊接金属较厚,不宜直接接头,故重新引弧接头前应对前道焊缝收弧处的焊接金属进行削薄打磨,即将收弧处用角向磨光机打磨成斜坡状,然后在斜坡的顶端引弧,引燃电弧后,均匀平稳地将电弧移到斜坡底部,并做均匀摆动。
4.焊接方向
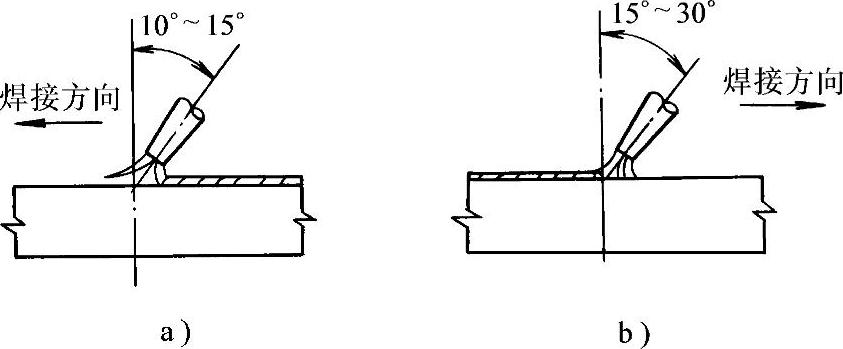
CO2气体保护焊按焊接方向的不同可分为左向焊法和右向焊法两种,如图1-6所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-6 左向焊法和右向焊法
a)左向焊法 b)右向焊法
(1)左向焊法 焊枪由右向左移动,焊枪向手把方向稍作倾斜。该焊法可以清晰地观察焊缝间隙及熔孔大小,并且熔深较浅,是单面焊双面成形技术的主要焊接方法。
(2)右向焊法 焊枪由左向右移动,焊枪向焊接方向略作倾斜。该焊法熔池清晰,熔深较大,气体保护效果好,适用于中厚板的坡口填充焊接。缺点是用小焊接参数焊接时,不易观察焊缝,易焊偏。
5.焊枪的摆动方法及适用范围
CO2气体保护焊单面焊双面成形的打底焊一般有以下几种焊枪摆动方法。
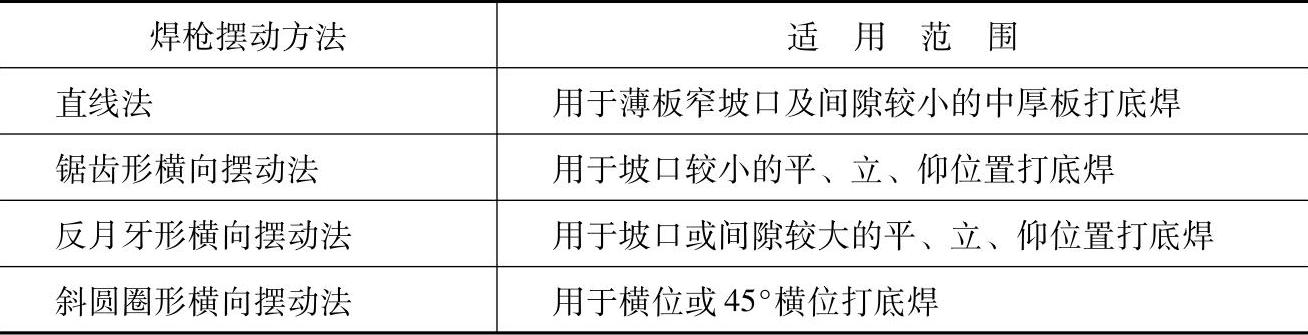
(1)直线法 该方法主要用于薄板及间隙较小的中厚板的打底焊。可以有效减少焊接热输入量,从而减小薄板焊时的变形。中厚板打底焊时采用直线法可防止未焊透现象。
(2)锯齿形横向摆动法 该方法是焊工培训中单面焊双面成形工艺采用的主要摆动方法。焊接时,焊枪由右向左均匀摆动,并保持适当的熔孔直径,即可以保持良好的背面焊缝成形。
(3)反月牙形横向摆动法 该方法适用于焊接间隙较大的焊件。可有效控制熔池温度,避免背面焊缝由于金属过热而超高。焊接时,焊枪由右向左在坡口间隙处做反月牙形均匀摆动,摆动到两端的终止处要稍作停留,以防焊缝中心温度过高而产生缺陷。
(4)斜圆圈形摆动法 横位打底焊时,为防止液态金属下淌,可采用右向焊法,并且焊枪由左向右作斜圆圈形上下摆动和向前移动,从而得到良好的焊缝背面成形。
焊枪摆动方法及适用范围见表1-4。
表1-4 焊枪摆动方法及适用范围
在生产实际中焊枪的摆动方法还有很多,如奥氏体不锈钢的窄间隙打底焊,宜采用直线往复方法进行焊接。但无论采用哪种方法施焊,都应根据材料的性质、施焊条件、试件所处的位置等进行综合考虑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。