



1.焊前准备
(1)试件加工 选用厚度为12mm的Q235A钢板,用剪板机或氧乙炔气割方法将其加工成100mm×100mm的方形板块,然后用钻床在板的中心钻孔,钻孔的尺寸与所使用管件的内径相同。选用φ57mm×3.5mm的20无缝钢管,加工成75~100mm长的管段,坡口角度为50°。
(2)试件的清理 用砂纸和锉刀将管件和板件坡口及周围20mm范围内的油污、铁锈等清理干净,使之呈现金属光泽。并用锉刀将管件钝边打出,钝边尺寸为1.5~2.0mm。
(3)试件的组对与定位焊 骑座式管板垂直固定的组对参数见表2-34。
表2-34 骑座式管板垂直固定组对尺寸

由于管壁较薄,定位焊时不宜采用虚焊法,通常是在焊缝上进行击穿定位焊接。定位焊时所用焊条与正式焊接时相同。定位焊缝为3处,按圆周均匀分布,定位焊缝只焊两处,第三处为引弧焊接处,如图2-38所示。定位焊缝要错开金相试验的取样部位。定位焊缝长度为10mm左右,定位焊后的管内壁要与试板上所加工孔的内壁同心同轴,且圆滑过渡。定位焊缝两端,焊前要用角向磨光机修成斜坡状。
(4)焊接电源及焊接材料的选择 选用BX3-300-1型交流弧焊机作为焊接电源,其空载电压不低于70~80V,焊接电源动特性和调节特性良好。焊条型号为E4303,焊前经150~200°C烘干,保温1h,放入焊条保温筒内以备使用。使用前检查焊条表面有无药皮开裂、脱落和焊芯生锈、偏心等现象。
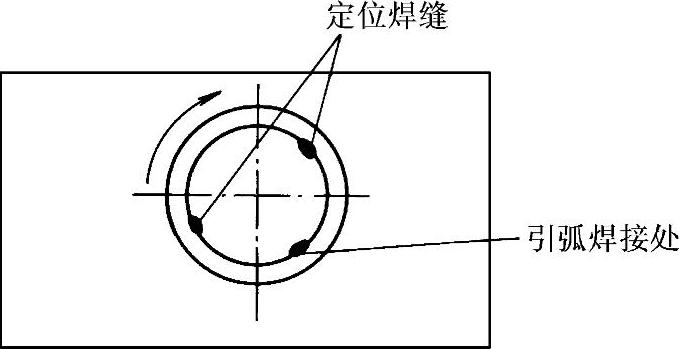
图2-38 定位焊缝位置示意图
(5)焊接参数的选择 骑座式管板垂直俯位固定焊其他各项焊接参数的选择见表2-35。
表2-35 骑座式管板垂直固定焊焊接参数

2.焊接(https://www.xing528.com)
(1)引弧 由于焊条直径较细,宜采用划擦法引弧,引弧点应在距始焊处10~15mm的底板坡口内侧,既可在焊接前方处,也可在焊接后方处。电弧引燃后要适当拉长,在始焊部位进行1.5~2s的预热,然后再压低电弧进行焊接。焊接开始时,电弧重心要放在底板坡口根部,2/3在底板坡口根部,1/3在管的坡口根部,以保证两侧热量平衡。实现上下两端的根部连接后,要快速间断灭弧施焊,此时要注意熔孔形成状况,2~3s后,放慢节奏,开始正式打底焊接。
(2)打底焊 焊接过程中要保持短的焊接电弧和适当的熔滴送进速度,每次给送液态金属的时间要控制在1.5~2s之内,间断灭弧的时间为1~1.5s。焊接过程中,焊条与底板和焊接方向之间的夹角如图2-39所示。随焊接位置的变化,手腕要不时变换角度。当位置跨度过大,不利于焊接时,应停止焊接,操作者调整位置后再行施焊。运条中要注意观察熔孔的尺寸变化情况,一般来说,垂直焊时,坡口下侧的熔孔是看不到的,而上侧的熔孔则由于金属熔渣的下淌裸露出来,坡口上侧熔孔的尺寸要比间隙大1~1.5mm。液态金属送入熔池时,电弧要在坡口根部稍作停顿,以保证根部充分熔透和形成熔孔。焊接电弧1/3在坡口外侧燃烧,2/3在坡口内侧燃烧。为避免坡口下侧与底板根部连接处产生未熔合和夹渣等缺陷,电弧的每一个引弧点的主要热量都要倾向于底板的根部边缘棱角处。当发现坡口上侧熔孔扩大时,要及时在熔孔上侧尖角处补充一滴液态金属,修补好熔孔尺寸,使之保持正常。当液态熔渣因某种原因产生超前流动堵塞熔孔时,借助电弧吹力加以排除。
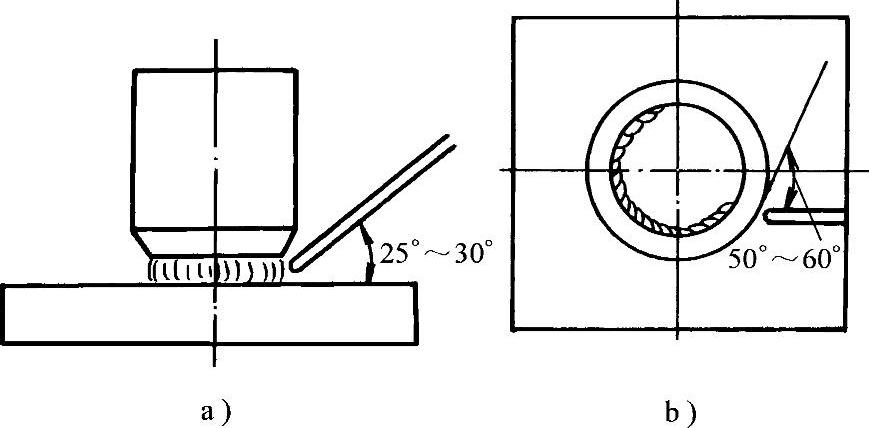
图2-39 打底焊运条角度
a)焊条与底板间夹角 b)焊条与焊接方向夹角
(3)收弧 终止焊接前,在高温熔池上轻轻点焊两下,补充少量液态金属,给送熔滴的动作要快捷果断,否则起不到减小熔池产生冷缩孔的作用。也可用回焊方法收弧,但要注意收弧点不要太大,否则不利于接头。
(4)接头 接头方法有两种:热接法和冷接法。
热接时,更换焊条要迅速,在金属熔池尚处于红热状态时,即起弧焊接,起弧点在熔池前方10~15mm外,电弧引燃后,直接拉至原熔池弧坑上,压低电弧向根部焊接,形成新的熔孔后,恢复正常断弧焊接。
冷接时,要对焊缝及收弧处做必要的清理工作。电弧重新引燃后,要拉长电弧对原熔池及附近区域进行1.5~2s的预热,然后将电弧由熔池向底板坡口根部边缘斜向下焊接,当听到“ ”声时,立刻灭弧,并恢复正常焊接。
”声时,立刻灭弧,并恢复正常焊接。
当焊到距定位焊接头处4~5mm时,变断弧焊为连弧焊。此时焊条倾角增大为40°~50°,并将电弧下压做上下斜锯齿形摆动,封口后不要立即断弧,应继续斜向摆动,直到将定位焊缝全部覆盖并形成新的熔孔为止。
从以上的焊接过程分析可知,骑座式管板垂直固定焊单面焊双面成形的机理和操作要点:因管板焊接时,板与管受热熔化状态差异较大,焊接过程中电弧所处位置及焊条倾斜角度是背面焊缝成形的关键。通过控制焊条倾角使管与板受热均衡,然后注意保持均匀合适的熔孔尺寸,就能够获得均匀一致,且无缺陷的背面焊缝成形。
(5)盖面焊 由于管壁较薄,无需焊接填充层,打底层焊接完成后,即可直接盖面。管板垂直固定焊盖面时,焊缝呈平角焊位置。焊接前要将打底焊道表面的焊渣和飞溅物清理干净。焊接过程中,焊条与底板的夹角为50°~60°,将电弧中心对准打底焊道偏下处,焊条做锯齿形小幅度摆动,摆动速度要慢,注意熔池上下边缘的熔化情况,防止产生咬边和焊脚下塌现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。