



1.焊前准备
(1)试件的加工 选用12~14mm厚的Q235A钢板,用剪板机或氧乙炔切割方法加工出100mm×100mm的方形试件,然后用钻床在板的中心钻孔,钻孔尺寸为管外径+2.5~3mm。选用φ57mm×3.5mm的无缝钢管,管的加工尺寸长度为75~100mm。
(2)试件的清理 用砂纸或锉刀将试件坡口20mm范围内的铁锈、毛刺、油污等清理干净,使之呈现金属光泽,然后用半圆锉刀在底板处进行修磨并锉出1~1.5mm的钝边。
(3)焊接电源及焊接材料的选择 选用BX3或BX1系列的交流焊机,其空载电压不低于60V。选用的焊条型号为E4303,焊条直径为2.5mm和3.2mm。焊条使用前经150~200℃烘干,保温1h,使用时要放入保温筒内随用随取。使用前要检查焊条有无偏心、焊芯生锈和药皮开裂、脱落现象。
(4)试件的组对与定位焊 插入式管板水平固定焊的管板组对形式及焊接位置如图2-50所示,组对的各项尺寸见表2-42。
采用直接击穿法进行定位焊,定位焊位置如图2-50所示,选在焊缝对称60°的爬坡位置,定位焊缝长度为10~15mm。
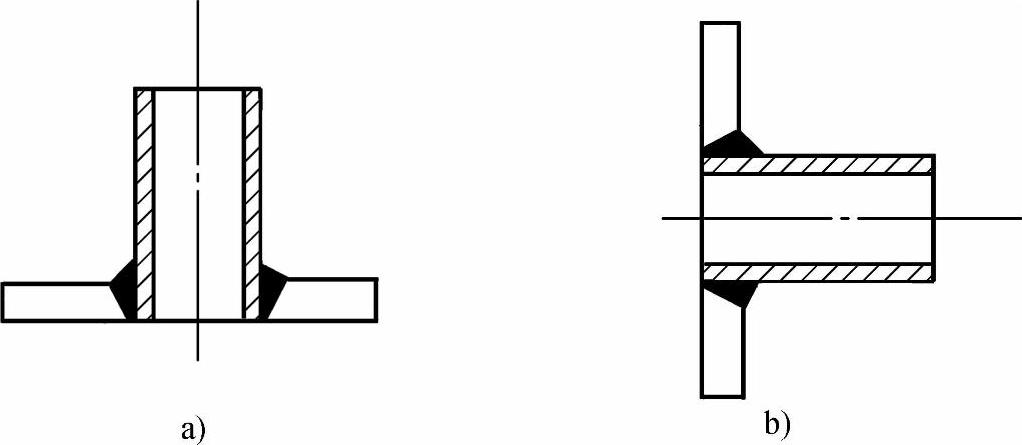
图2-50 插入式管板水平固定焊的组对形式及焊接位置
a)组对形式 b)焊接位置
表2-42 插入式管板水平固定焊的组对尺寸

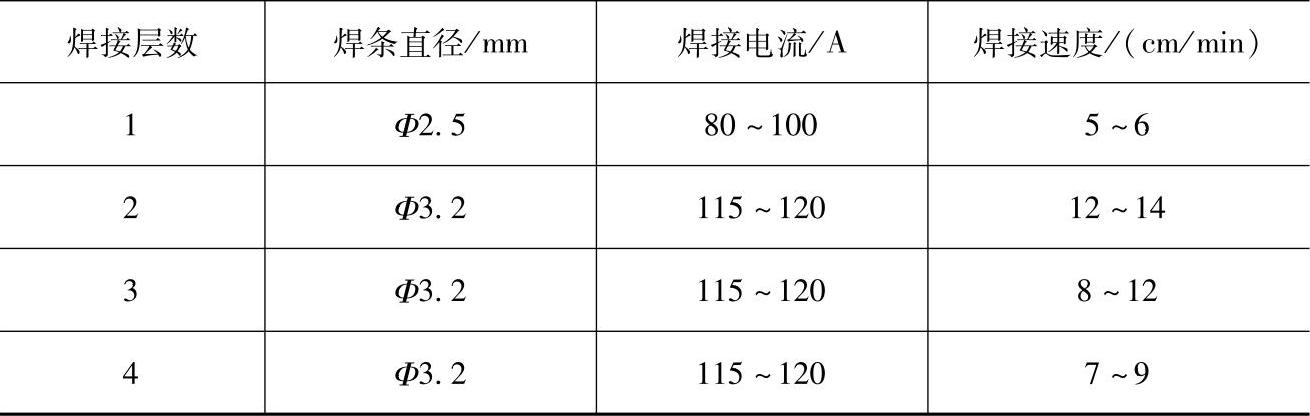
(5)焊接参数的选择 插入式管板水平固定焊焊接参数见表2-43。
表2-43 插入式管板水平固定焊焊接参数
 (https://www.xing528.com)
(https://www.xing528.com)
2.焊接
(1)引弧 将组对好的试件水平固定在焊接位置上,分左侧和右侧两部分由底向上焊接,可先从右侧施焊。采用划擦法引弧,引弧点距仰焊位置左侧15~20mm处。电弧引燃后拉向距仰焊中心5mm处。先拉长电弧对坡口根部进行预热1~2s,然后压低电弧进行打底焊。此时焊条与试件及焊接方向之间的夹角如图2-51所示。

图2-51 焊条与试件及焊接方向之间的夹角
a)焊条与试件底板夹角 b)焊条与焊接方向夹角
(2)打底焊 开始焊时,电弧要放在管子根部一侧,待其熔化后迅速拉向底板根部钝边一侧,形成连接熔池后立即断弧。建立第一个焊接熔池后,要快速跟进断弧焊接。断弧的频率要快,以1~1.5s为宜。
插入式管板水平固定焊打底焊时,因板和管承热很不均匀,如操作不当,易在靠近管子根部一侧产生未焊透,而底板坡口根部则可能产生烧穿,在试件坡口背面形成焊瘤。因此,要求运条过程中一定要注意板与管之间的电弧热量分布。每次起弧时,都要把电弧的重心放在管子根部一侧。当管的根部被击穿后,立即向底板一侧轻轻移动,并迅速拉断。焊接过程中要注意观察熔孔尺寸变化情况,仰位和立位时可清晰地看到熔孔,此时熔孔尺寸要保持在1~1.5mm之间。当由立焊移到平焊位置时,可观察到熔孔的尺寸逐渐减小。焊接位置变化时,焊条角度也不断进行调整。当爬坡焊到平焊位置时,焊工站位也要进行调整,使之处在一个合适的位置上。上半部分焊接时,金属熔滴易下淌,为避免液态金属下淌形成焊瘤,操作时应注意减少给送液态金属的时间,适当加快断弧的频率。当焊条运行至试件顶端时,不要在12点处停留,而是继续向前施焊5~10mm,这样有利于左向焊时的封口焊接。电弧停焊时,注意在熔池上轻轻补充两滴液态金属,以防收弧处出现冷缩孔。
当右半部分打底焊完成时,要对焊缝进行认真清理。特别是仰焊部位,不得有任何焊渣和飞溅物存在。必要时要用錾子对起弧处进行修整。然后进行左向焊。
仰焊部位接头时,先用电弧对接头处进行1~2s的预热,然后压低电弧进行接头焊接。接头的位置要选择在右侧部分焊缝端部向后5~10mm处。此时电弧要短,并稍做横向摆动。当焊条端部行至坡口根部时,立即用电弧向上顶焊。形成熔孔后,立即拉断电弧,进行断弧焊接,焊接方法与右向焊时相同。
(3)收弧 当焊至距接头处5mm时,要变断弧焊为连弧焊。连弧焊时要压低电弧,适当增大横向摆动幅度。封口后不要立即断弧,要继续向前焊接5~10mm停弧。
从以上焊接过程分析可以得出,插入式管板水平固定焊单面焊双面成形的机理和操作要点:管与板承热差异大,焊接时,焊接电弧偏向管的根部一侧时间要长些,使管与板之间的热量保持平衡。同时,每一滴液态金属的送进都要到达根部,以保证根部熔合良好。
(4)填充及盖面焊 填充及盖面焊共需三层,分左右两部分进行焊接。由下向上施焊,焊条角度的变化与打底焊时相同,运条方法宜采用斜锯齿运条方法。进行填充焊前要对坡口内的焊接熔渣认真进行清理。填充焊电流要适当加大,焊条直径选用φ3.2mm为宜。操作时要特别注意坡口两侧的熔合情况,以免产生夹渣或未熔合。为保证焊缝平整,有利于盖面层的焊接,焊条摆动时要中间稍快,两侧稍作停顿。盖面层的焊接从左侧或右侧开始均可,但其始焊部位应在仰焊中心部位偏左或偏右10~15mm的位置,目的是便于接头和收弧的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。