



直流电动机中电刷和换向器是最容易磨损和需要经常维护、调整的零件,是影响电动机正常运转的关键部件,因此需要加强维护与检修。
1.电刷的研磨
新电刷或电刷与换向器的接触面小于75%时,就需对电刷进行研磨。
1)单个电刷的研磨 把细砂纸背面紧靠换向器表面,砂面朝电刷,按如图4-8a所示的方法来回抽动砂纸,便可将电刷与换向器逐渐磨合。
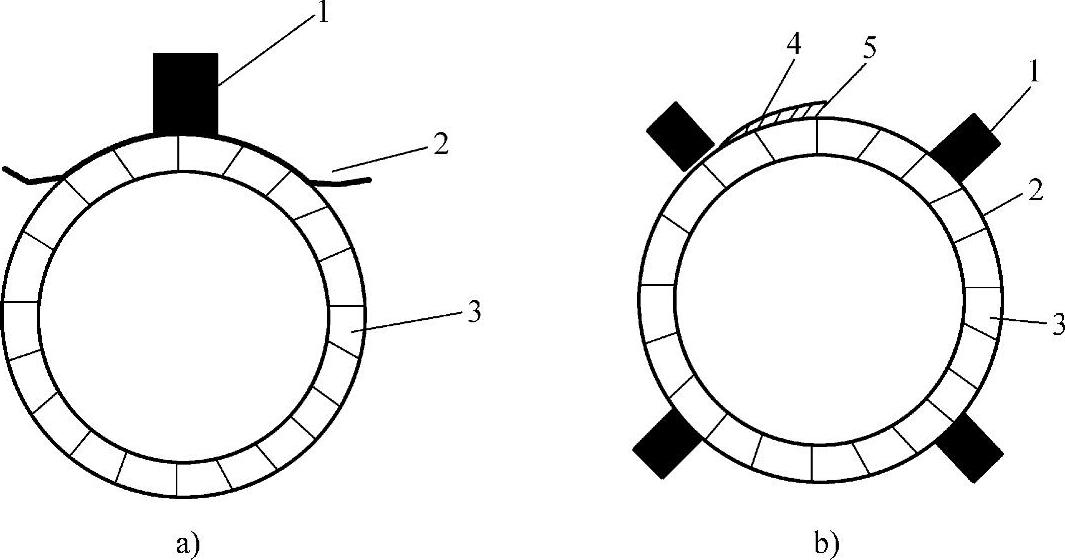
图4-8 电刷的研磨
a)单个电刷的研磨 b)全部电刷的研磨
1—电刷 2—砂纸 3—换向器 4—砂布的自由端 5—胶布
2)全部电刷的研磨 将砂纸背面绕换向器一周有余,用胶布把砂纸接头帖牢在换向器表面上,如图4-8b所示,然后缓慢转动电枢,将各电刷同时研磨好。
注:电刷研磨后,要用干净的布头擦拭干净;研磨时,砂纸不能采用金刚砂布。否则,砂布上脱落的金刚砂粒落入换向器缝中不易除掉,会损坏电刷和转动体。
2.电刷与换向器间噪声过大
1)换向器表面粗糙,应用砂纸研磨不清洁处,清除电刷粉末和污垢,如图4-9a所示为电刷粉末和污垢清除前后的情况;对凸出的云母,可用手拉刀刻去。
2)换向器表面没有形成氧化膜,应更换合适的电刷或减少电刷数量。
3)电刷与刷盒间距过大,导致电刷歪斜、易碎,如图4-9b所示。
4)刷握与换向器间距过大,应调整两者的间距至1.5~3mm。
5)电刷的牌号或质量不符合要求,应更换质量合格的原用牌号电刷。
6)电动机运行中抖动或振动,应查明原因并予以消除。
7)湿度过低,应增加周围空气的湿度。
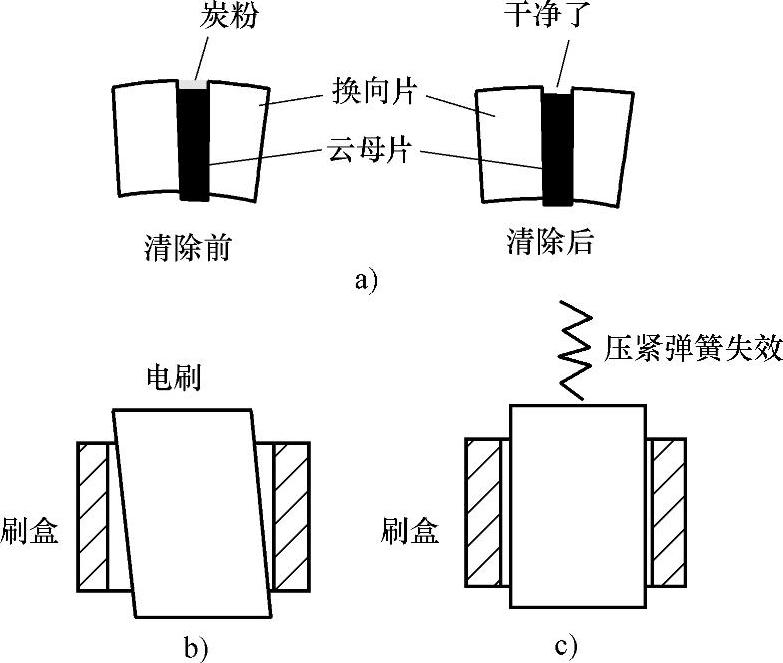
图4-9 引起电刷与换向器间噪声过大示意图
8)电刷压紧弹簧失效,如图4-9c所示,应更换。(https://www.xing528.com)
3.换向器的维护
1)正常情况下换向器表面应光洁,并有一层暗褐色、古铜色的氧化膜保护层,该保护层可改善电刷和换向器的工作条件,减小电刷和换向器的磨损,切不可用砂布磨掉。
2)换向器氧化膜不能形成时,应更换合适的电刷或减少电刷数量,以提高电流密度。
3)换向器氧化膜变色时,应检查换向器表面是否有油污、电刷型号及压力是否合适。
4)换向器表面有碳刷粉或有油污时,会引起环火,所以换向器云母槽内必须保护干净,如图4-9a所示。
5)换向器表面有轻微的灼痕时,可用细砂纸在旋转着的换向器上研磨。
6)换向器表面出现烧痕、节痕或挤铜时,应先对换向器作倒棱处理,然后先用粗砂布研磨,再用细砂布研磨。
7)换向器表面出现类似刀具切削的刀纹状痕迹时,应对换向器表面进行车削加工,车削过程中,应防止铜屑落入电枢绕组。
4.电刷下火花过大
1)电刷磨损严重或新换的电刷尺寸、牌号和质量不符合要求,若电刷磨损严重,宜一次全部更换;换新电刷时,应换原用牌号电刷并重新研磨,然后将其在半负载下运行约1h,使接触面在80%以上。
2)电刷压力过大,使摩擦损耗增加,火花增大,并加快电刷的磨损;电刷的压力过小或不均匀,使电刷接触不良,也会产生火花。可找一弹簧秤,校正电刷压力,使电刷压力保持在15~25kPa,也可凭手感来调整。
3)换向器表面有炭粉、铜屑积聚或有油雾侵入,在片间形成导电桥路,火花过大甚至有环火,可用砂纸研磨不清洁处,清除电刷粉末和污垢;换向器片间云母凸出,可用手拉刀刻去,必要时可精车。
4)电刷与刷握配合过紧,有卡涩现象,可用砂纸将电刷磨去些;电刷与刷握配合过松,使电刷在刷盒内晃动,应调换新电刷并研磨。
5)刷握松动或刷架中心位置不对,应紧固刷握或移动刷架座,使刷架在火花最小位置。
6)电枢绕组与换向器脱焊或断线,应找出脱焊或断路点并修复。
7)转子动平衡未校好,应重校转子动平衡。
8)电源电压过高,应调整电源电压至额定值。
9)负载过重,应减轻负载。
10)底座松动,电动机振动过大,应紧固底脚螺丝。
11)空气中有害气体破坏了换向器表面的氧化层,也会产生火花,换向困难,所以不要在有腐蚀性气体或尘埃的环境中工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。