



使用两根以上焊丝的埋弧焊统称为多丝埋弧焊。在制管工业生产中,已采用6丝高效埋弧焊,其熔敷速度可高达90kg/h,最高焊接速度为2.5m/min。
图1-17为三丝埋弧焊原理图,通常前置焊丝接直流电源,中间焊丝和尾随焊丝接交流电源。三丝埋弧焊的熔敷速度最高可达40kg/h。在不同的焊接电流下,与其他各种埋弧焊熔敷速度的对比如图1-18所示。从中可见,三丝埋弧焊的熔敷速度明显地高于其余各种高效埋弧焊。
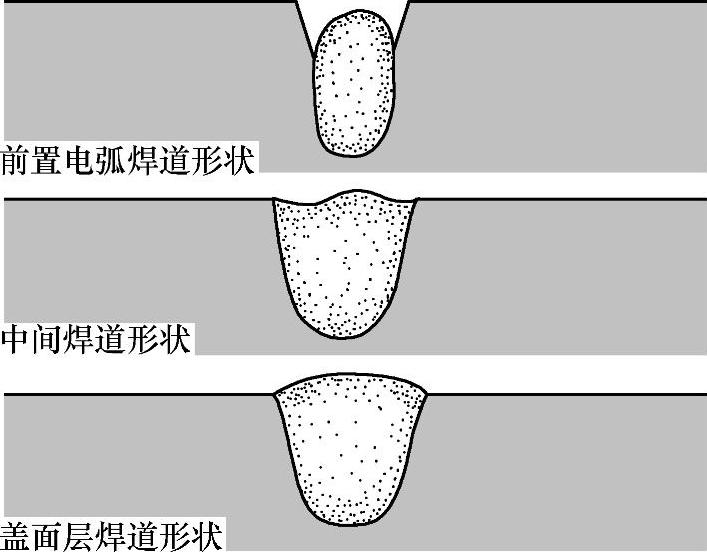
三丝埋弧焊时,每根焊丝可起到不同的作用。前置焊丝通常选用大电流和低电压,以达到深熔的目的;中间焊丝选用比前置焊丝较低的电流,使熔深略有增加并改善焊道的成形;尾随焊丝选用更低的电流和较高的电压,以形成平整的焊道外形,如图1-19所示。
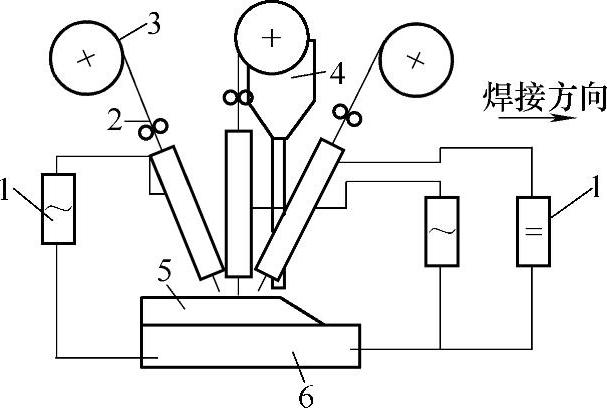
图1-17 三丝埋弧焊工作原理
1—焊接电源 2—送丝机 3—焊丝盘 4—焊剂漏斗 5—焊剂层 6—焊件
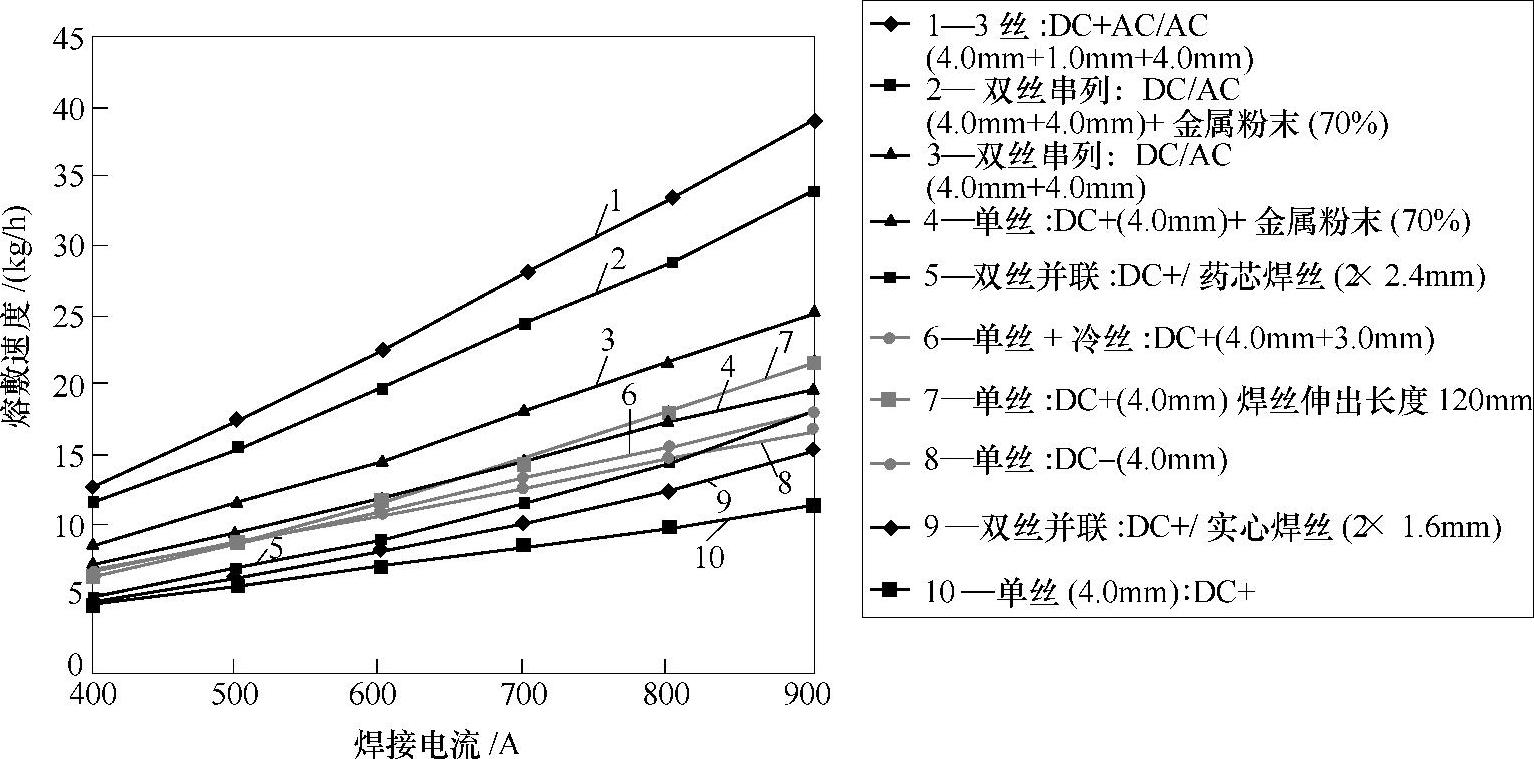
图1-18 三丝埋弧焊与其他各种埋弧焊熔敷速度的对比
4mm、2.4mm、3mm、1.6mm—焊丝直径 DC—直流(电) AC—交流(电)
三丝埋弧焊还可调整焊丝的间距和焊丝与焊件表面的夹角,以控制焊缝的成形,其调节范围如图1-20所示。前置焊丝通常垂直于焊件表面,或稍作后拖,以获得最大的熔深,中间焊丝可垂直于焊件或向前倾斜,这样可减少对焊接熔池的搅动;尾随焊丝一般向前倾斜,以获得平滑的焊道表面。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-19 三丝埋弧焊时焊道的成形
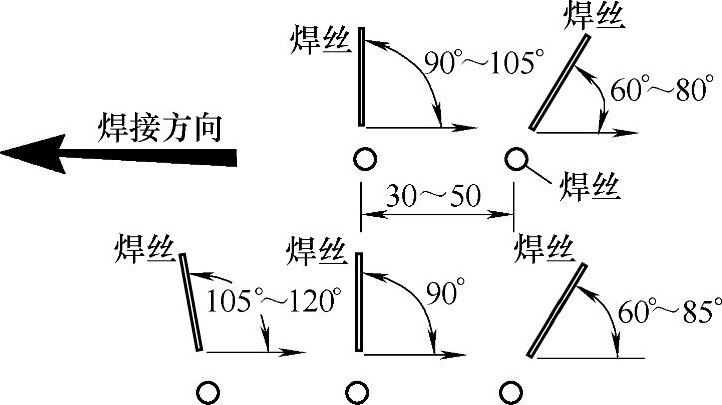
图1-20 三丝埋弧焊时焊丝间距及夹角的调节范围
双丝和多丝埋弧焊的一个重要缺点是焊接热输入相当高,致使焊缝和热影响区晶粒粗大,塑性和韧性大幅度地下降。因此这种埋弧焊只能用于对塑性和韧性要求不高的厚壁接头,或用于对焊接热输入不敏感的钢材。为克服多丝埋弧焊的这一缺点,最近研发成功了双/双丝串列埋弧焊方法,英文名称为Tandem-twin SAW。其工作原理如图1-21所示。实际上是将两套双丝并联埋弧焊机头串列组合使用。与普通的双丝串列埋弧焊相比,既提高了熔敷速度(见图1-22)又提高了焊接速度,降低了焊接热输入,提高了接头的塑性和韧性,屈服强度为415MPa,焊缝金属-50℃冲击吸收能量达70J。这种多丝高效埋弧焊方法首先在风电装备的风塔筒体纵、环缝焊接中得到了实际的应用。
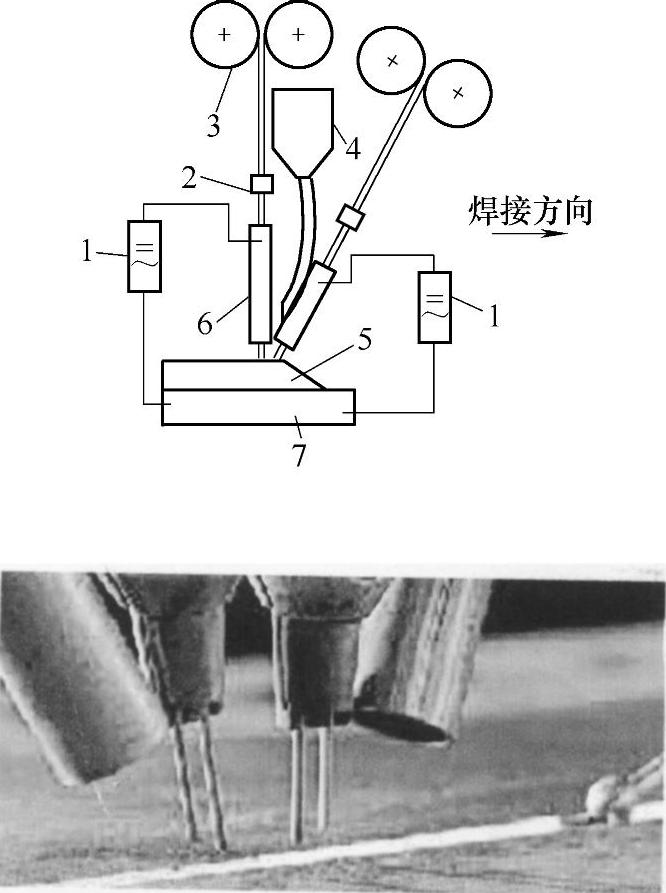
图1-21 双/双丝串列埋弧焊工作原理
1—焊接电源 2—送丝机 3—焊丝盘 4—焊剂漏斗 5—焊剂层 6—导电嘴 7—焊件
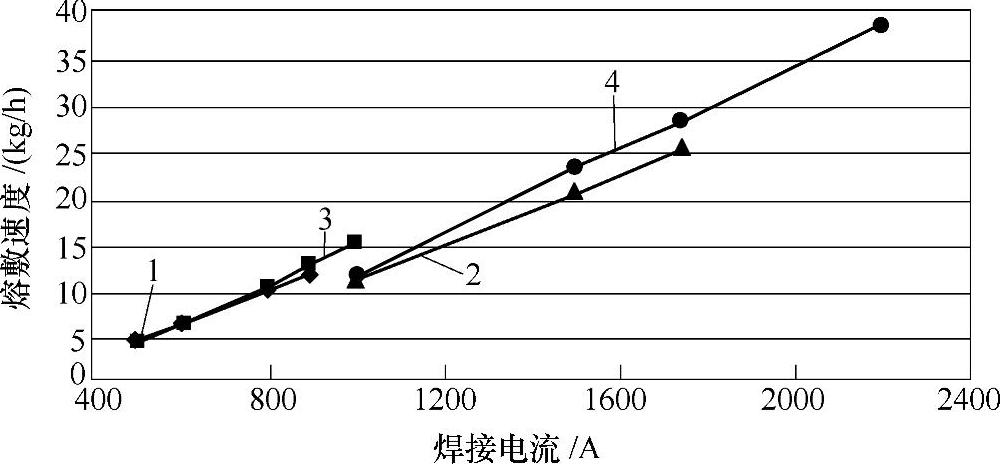
图1-22 双/双丝串列埋弧焊与其他埋弧焊方法熔敷速度的对比
1—单丝 2—双丝串列 3—双丝并联 4—双/双丝串列
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。