



众所周知,药芯焊丝(金属粉芯焊丝)原本是气体保护焊用焊丝。后发现在埋弧焊中使用药芯焊丝(金属粉芯焊丝)可进一步提高熔敷速度,并改善焊缝成形(详见本章1.2.6节)。最近,国外著名焊接材料制造厂商(美国的Hobart Brothers,ESAB和Lincoln公司等)研制了多种专用于埋弧焊的药芯焊丝和金属粉芯焊丝,并以标准化定型产品投放世界市场。
1.埋弧焊用药芯焊丝和金属粉芯焊丝的牌号及化学成分
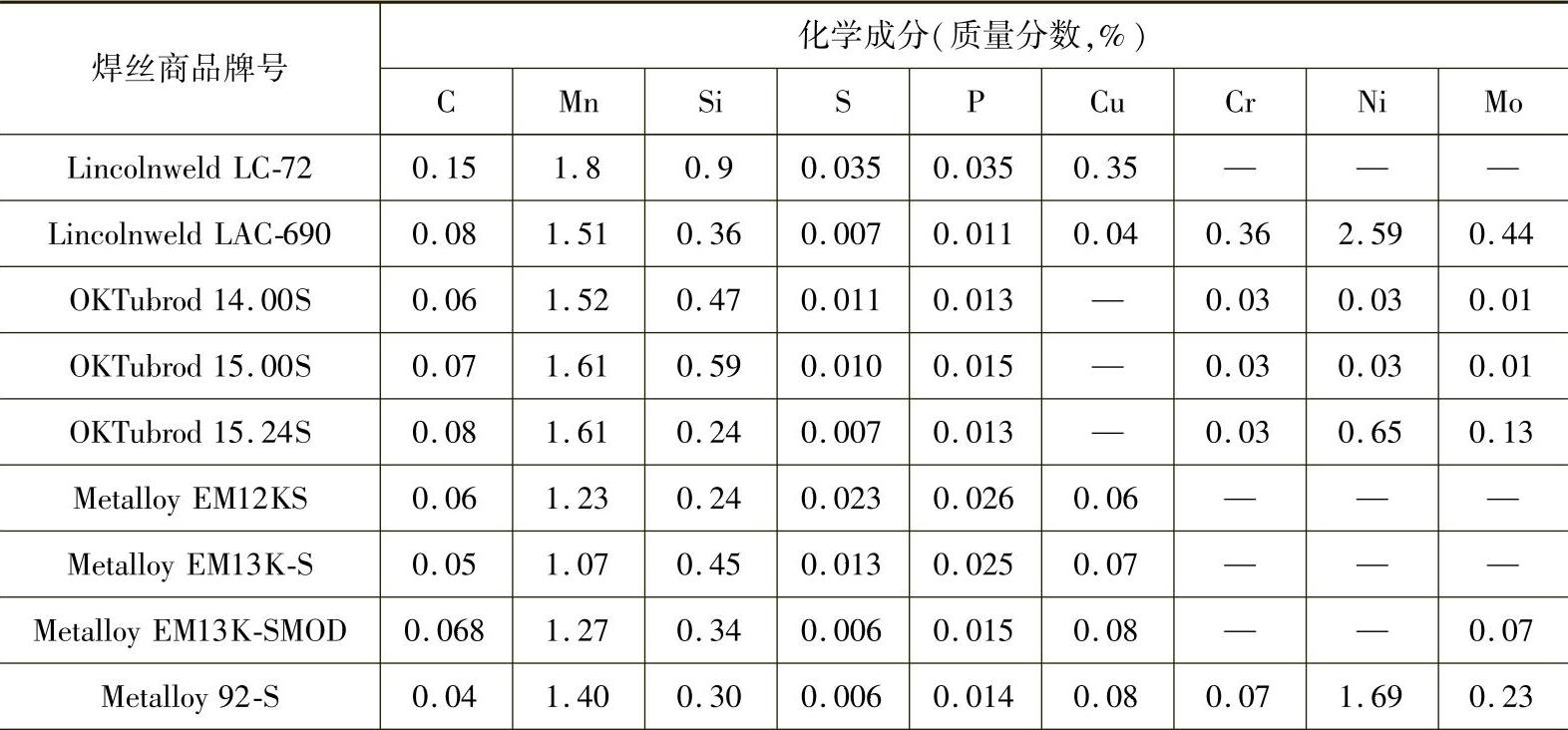
埋弧焊用药芯焊丝和金属粉芯焊丝,按其合金成分可分成两大类,即碳钢药芯焊丝(金属粉芯焊丝)和低合金钢药芯焊丝(金属粉芯焊丝)。目前在市场上可供应的这类埋弧用药芯焊丝和金属粉芯焊丝的商品牌号和标准型号以及合金系列详见表1-38。某些常用埋弧焊用药芯焊丝和金属粉芯焊丝熔敷金属的典型化学成分见表1-39。
表1-38 埋弧焊用药芯焊丝和金属粉芯焊丝的商品牌号及标准型号

(续)
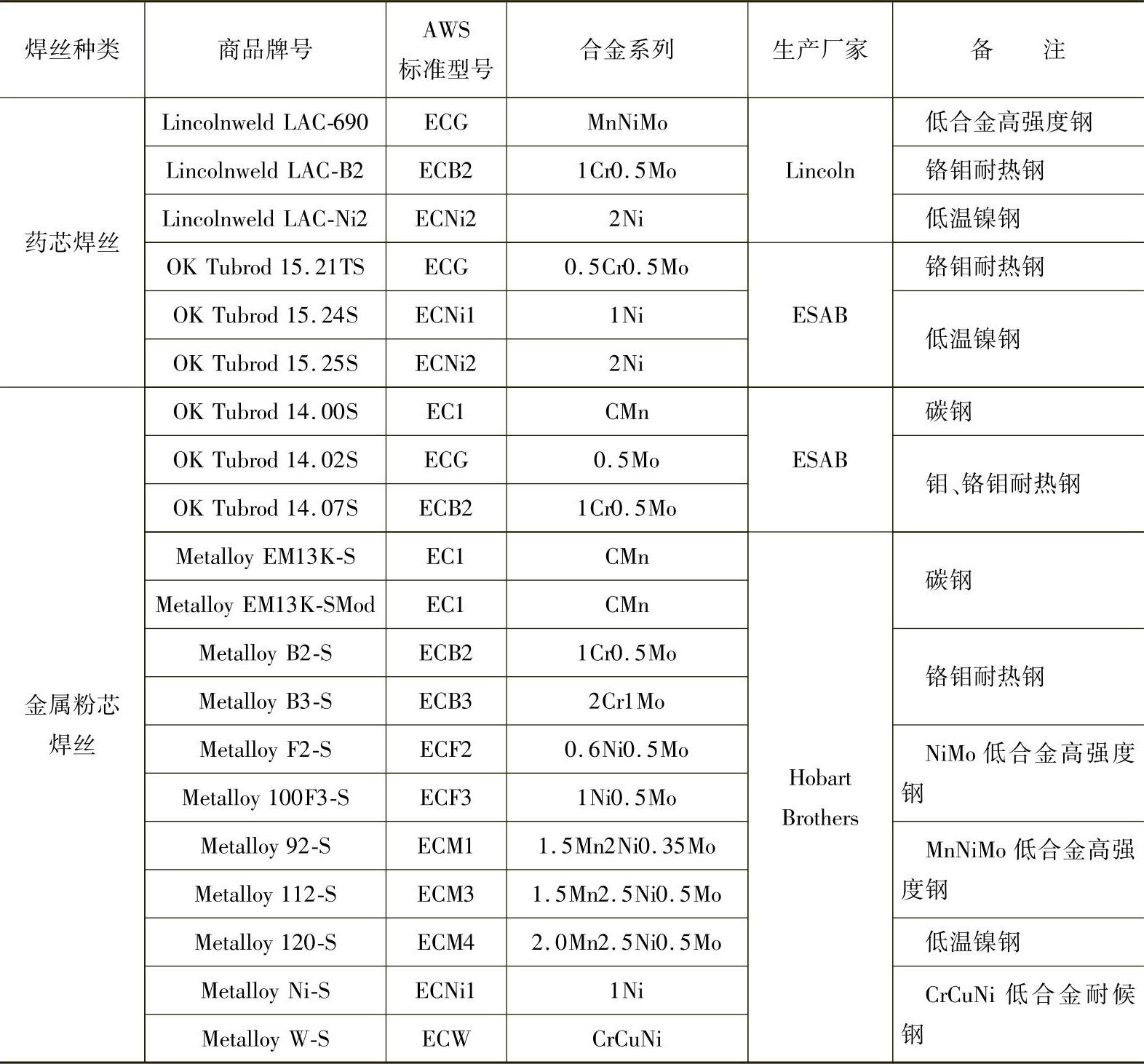
表1-39 埋弧焊用药芯焊丝和金属粉芯焊丝熔敷金属标准化学成分
(续)
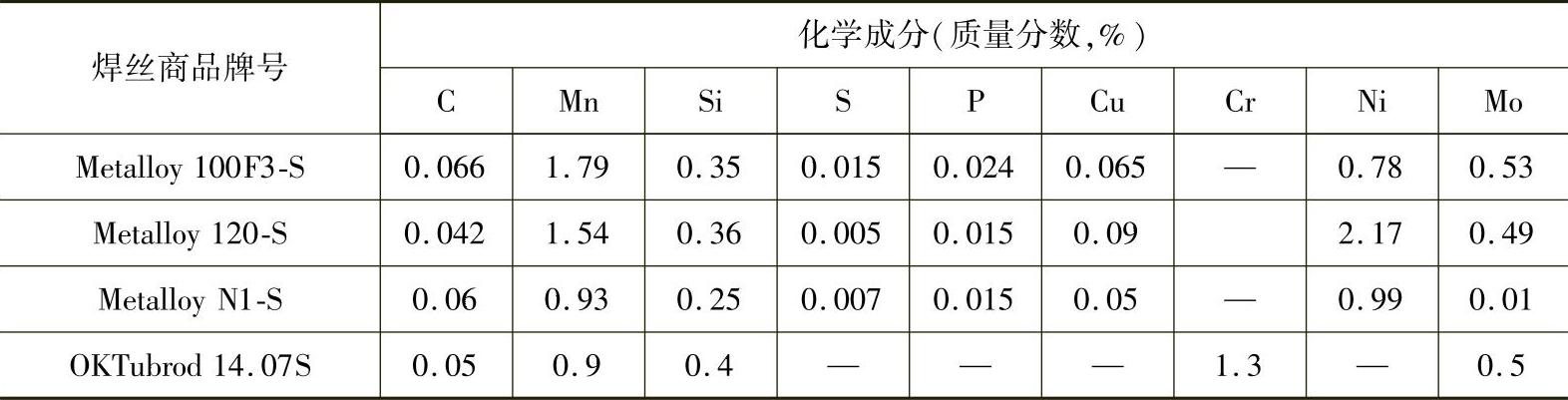
注:表载数据引自Lincoln,ESAB,Hobart Brothers公司最新产品样本。
2.埋弧焊用金属粉芯焊丝熔敷金属的典型力学性能
在国际上,埋弧焊用药芯焊丝和金属粉芯焊丝均按照AWS A5.17/A5.17M:1997《埋弧焊用碳钢焊丝和焊剂标准》和AWS A5.23/A5.23M:2007《埋弧焊用低合金钢焊丝和焊剂标准》生产和验收。其熔敷金属在焊态和焊后热处理状态下的力学性能必须符合上列标准的规定。
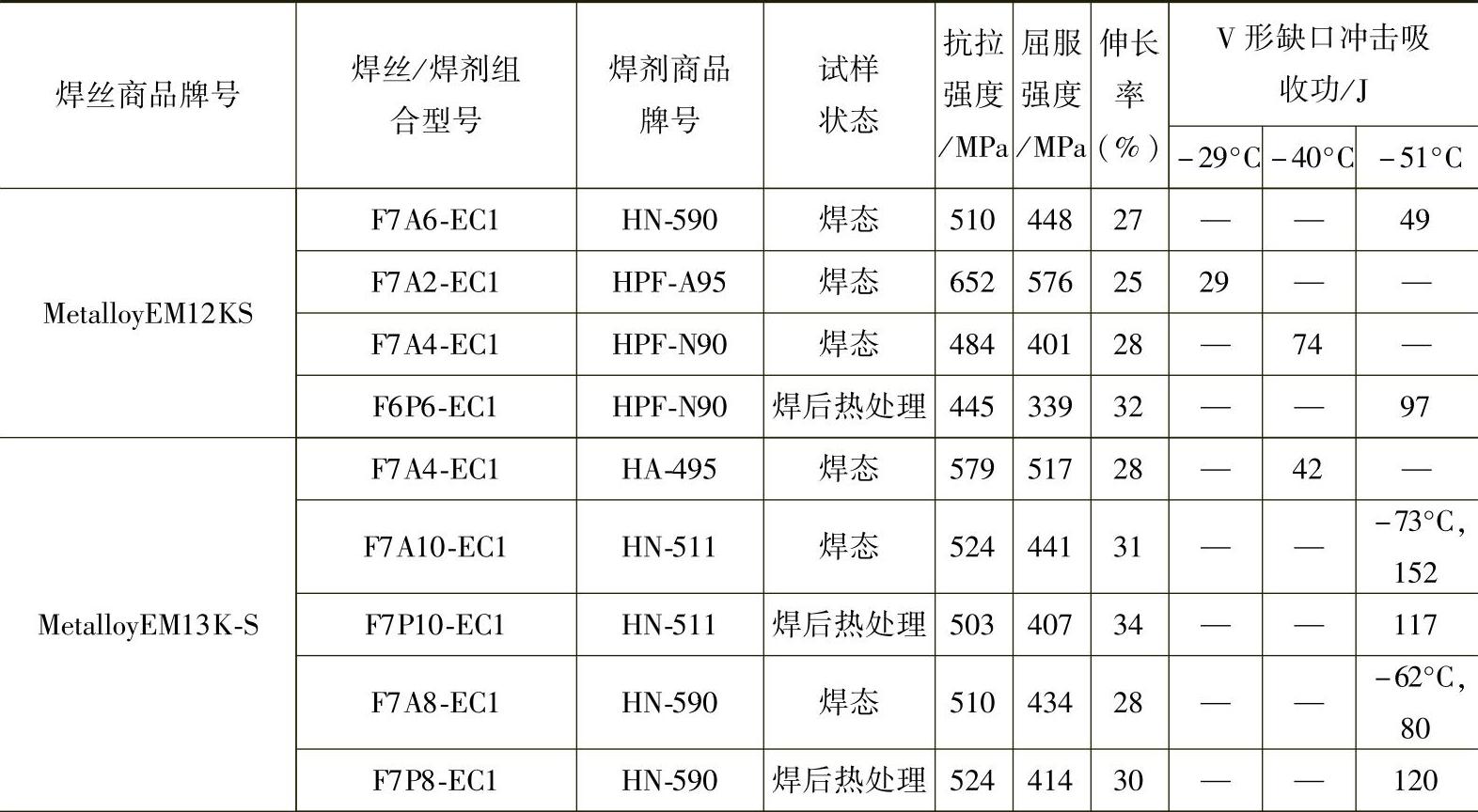
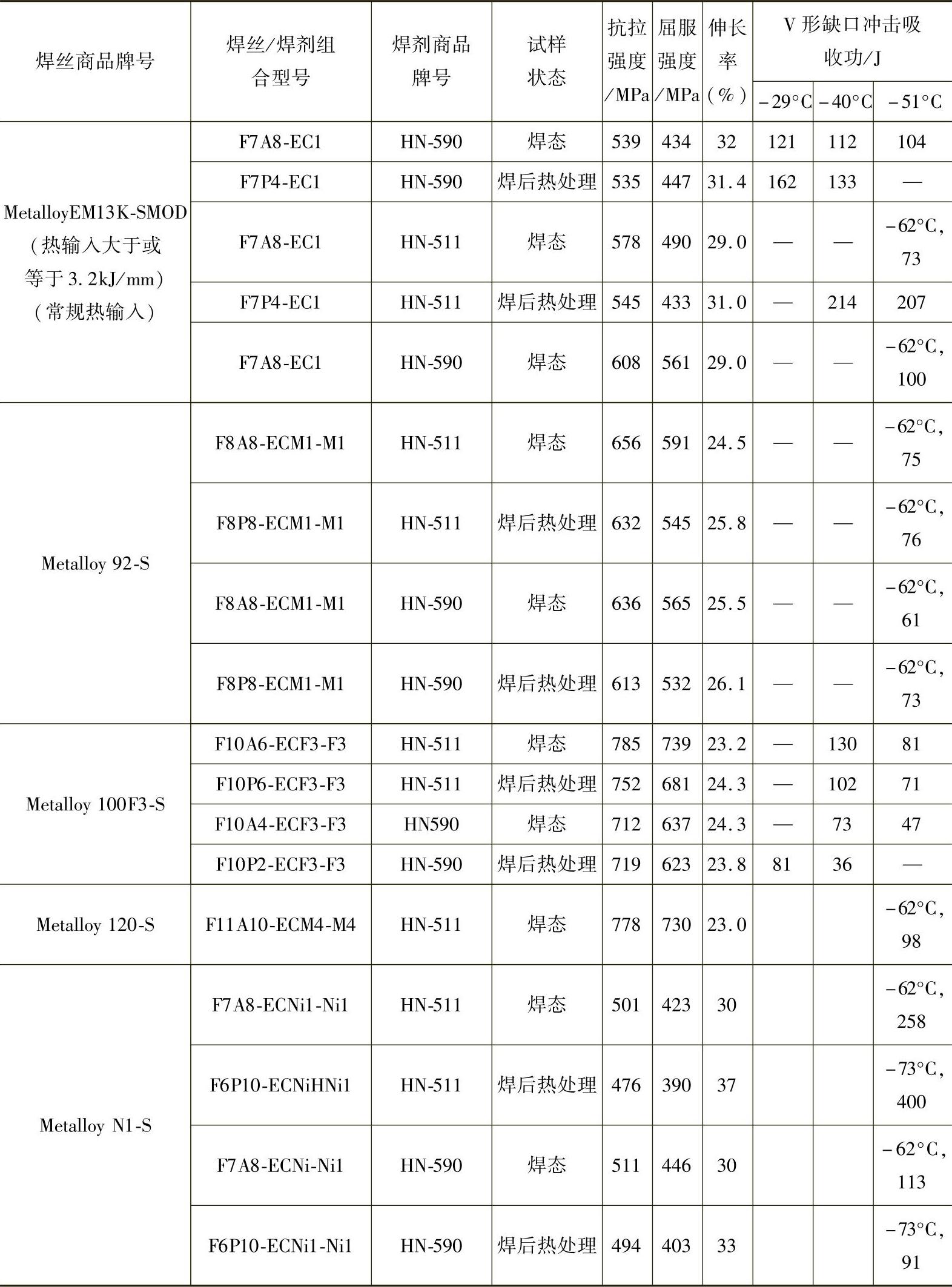
埋弧焊熔敷金属的力学性能不仅取决于所选用焊丝的成分,而且还与所选配的焊剂特性有关。碳钢埋弧焊时,可以选配中性焊剂和活性焊剂,焊丝中的合金成分将产生一定程度的烧损,而低合金钢埋弧焊时,多半选配碱度系数不同的碱性焊剂,可根据对熔敷金属冲击韧度的要求而定。因此,上列标准按焊丝/焊剂组合型号规定熔敷金属力学性能指标。这对于埋弧焊用药芯焊丝和金属粉芯焊丝亦不例外。表1-40列出了几种常用金属粉芯焊丝与不同焊剂组合使用时,熔敷金属在焊态和焊后热处理状态下的力学性能典型数据,从中可见,金属粉芯焊丝埋弧焊熔敷金属韧性有明显的提高。
表1-40 几种常用金属粉芯焊丝与不同焊剂组合埋弧焊时熔敷金属的力学性能
(续)
3.药芯焊丝(金属粉芯焊丝)埋弧焊用焊剂
药芯焊丝和金属粉芯焊丝埋弧焊,可按焊丝的合金成分以及对焊缝金属力学性能的要求,分别选用活性焊剂、中性焊剂和碱性焊剂。在国际上目前通用的焊剂商品牌号见表1-41。(https://www.xing528.com)
表1-41 药芯焊丝埋弧焊用焊剂的商品牌号
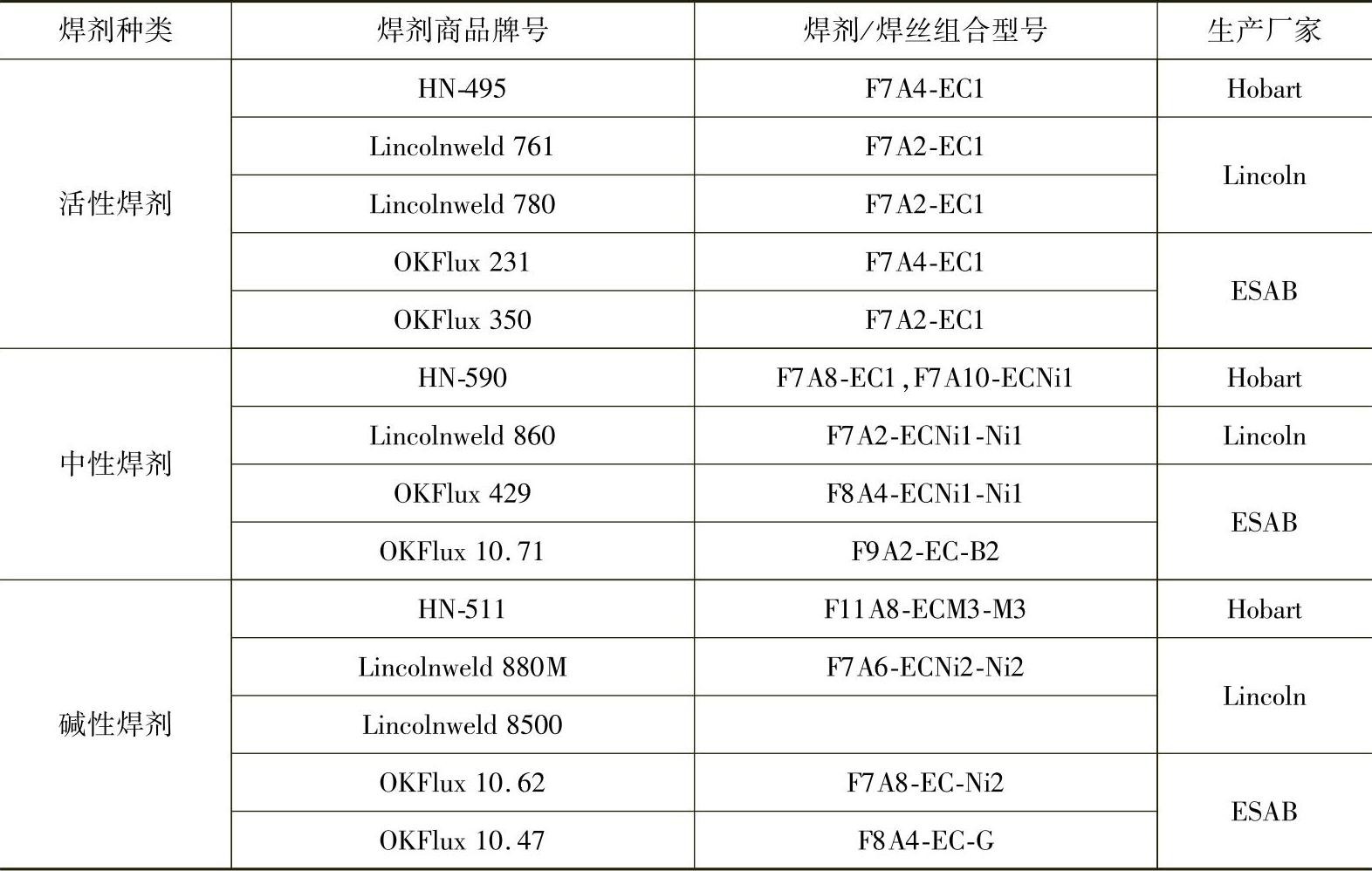
注:按现行国际通行规则,活性焊剂的碱度系数为≤0.9,中性焊剂的碱度系数为1.0~1.2,碱性焊剂的碱度系数为1.3~2.0。碱度系数大于2.0的焊剂为高碱度焊剂,OKFlux10.62焊剂的碱度系数为3.4,属于高碱度系数。
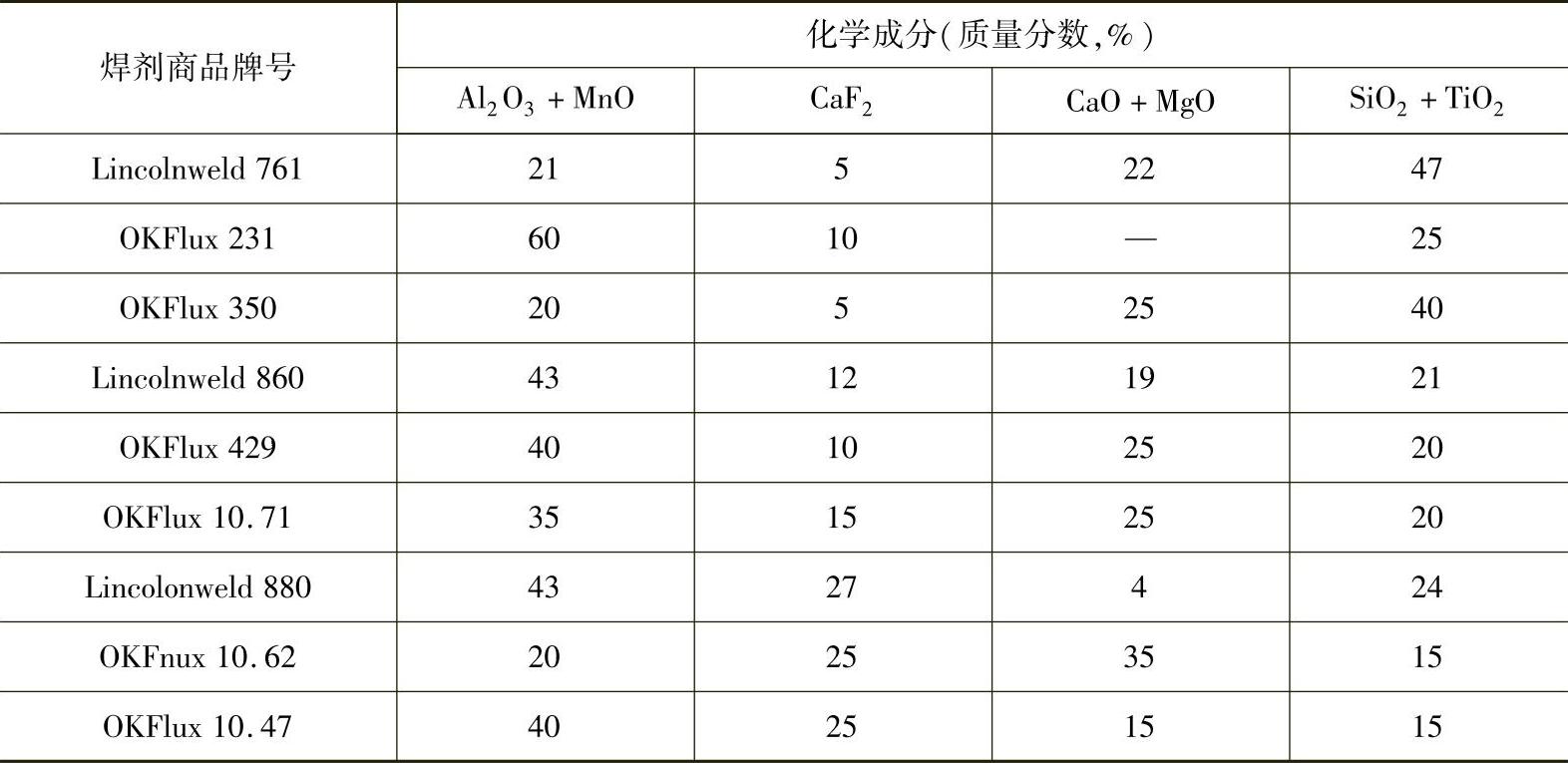
(1)焊剂的化学成分 表1-41所列焊剂的主要化学成分见表1-42。
表1-42 药芯焊丝埋弧焊用商品焊剂主要化学成分
(2)焊剂的基本特性 OKFlux 10.47为熔炼型碱性焊剂,碱度系数为1.3。其最大的特点是吸潮性相当低。在大气中长时间存放后,水分含量基本不变,图1-175为采用OKFlux 10.47焊剂和OKTubrod 15.245药芯焊丝,埋弧焊熔敷金属扩散氢含量与焊剂在大气中存放时间的关系。从图中可见,OKFlux 10.47焊剂在相对湿度为80%,温度25°C的大气中存放14天后,熔敷金属的扩散氢含量仍保持在2.5mL/100g超低氢的水平。因此,特别适用于对低温冲击韧度要求较高的低合金钢厚壁接头的焊接。图1-176对比了OKFlux 10.47焊剂与碱性烧结焊剂埋弧焊熔敷金属扩散氢含量的实测数据,进一步说明了这种熔炼焊剂的优越性。
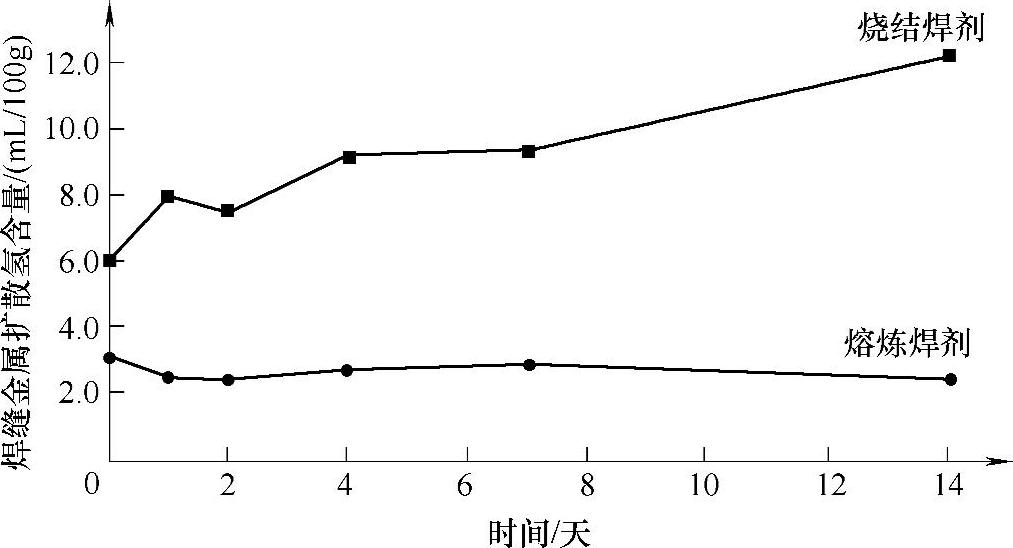
图1-175 OKFlux 10.47/OKTubrod 15.24s埋弧焊熔敷金属的 扩散氢含量与焊剂在大气中存放时间的关系
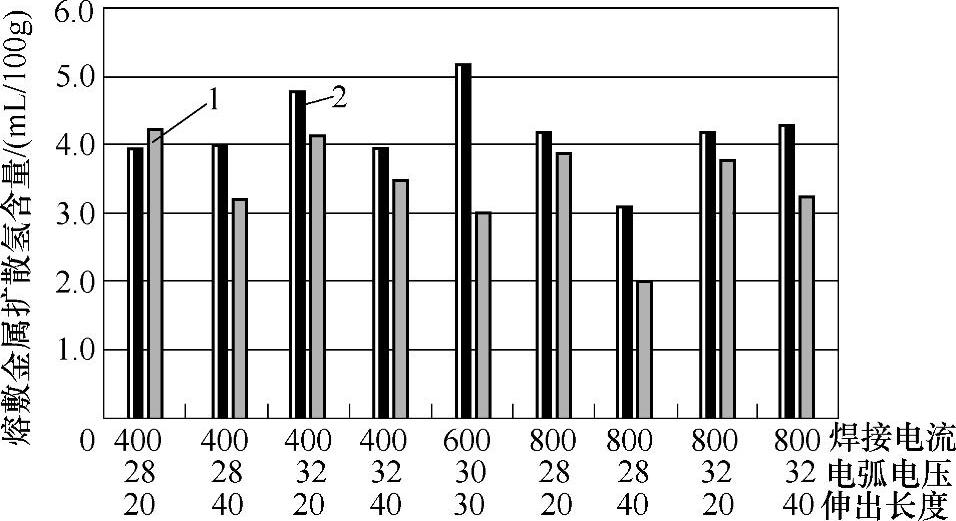
图1-176 OKFlux 10.47熔炼焊剂与碱性烧结焊剂埋弧焊熔敷金属扩散氢含量的对比数据
1—T15.24s/OK10.47药芯焊丝 2—实心焊丝/碱性烧结焊剂
OKFlux 10.47焊剂与Tubrod 15.24s药芯焊丝组合埋弧焊,全焊缝金属不同试验温度下的V形缺口冲击吸收功见图1-177,它在-60°C下的最低冲击吸收功大于70J。满足了海洋工程钢结构对焊接接头低温韧性的高要求。
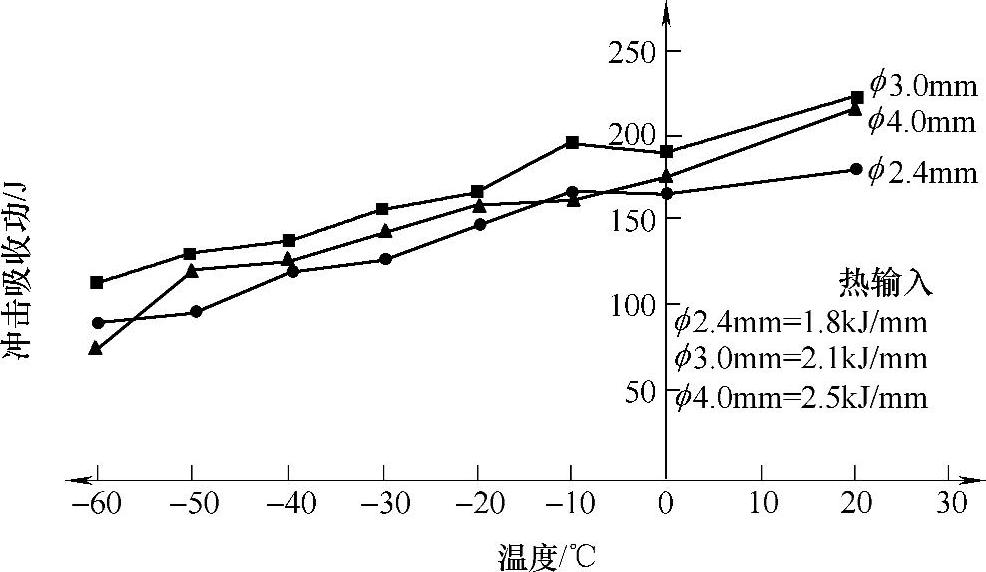
图1-177 OKFlux 10.47/Tubrod 15.24S组合埋弧焊全焊缝金属在不同试验温度下V形缺口冲击吸收功
埋弧焊焊剂的冶金特性通常以熔敷金属的渗硅和渗锰量来表征。图1-178~图1-180分别示出OKFlux 350(活性焊剂),OKFlux 10.71(中性焊剂)和OKFlux 10.47(碱性焊剂)典型的渗硅、渗锰曲线。从图中可见,采用活性焊剂埋弧焊时,熔敷金属的渗硅、渗锰量最大,中性焊剂次之,碱性焊剂则最小。
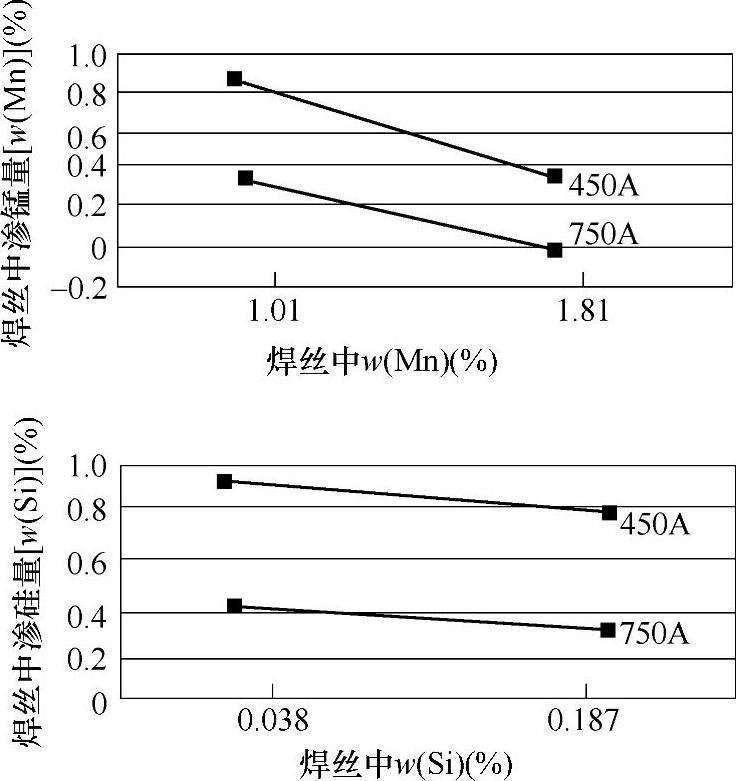
图1-178 OKFlux 350活性焊剂埋弧焊时熔敷金属渗锰和渗硅曲线
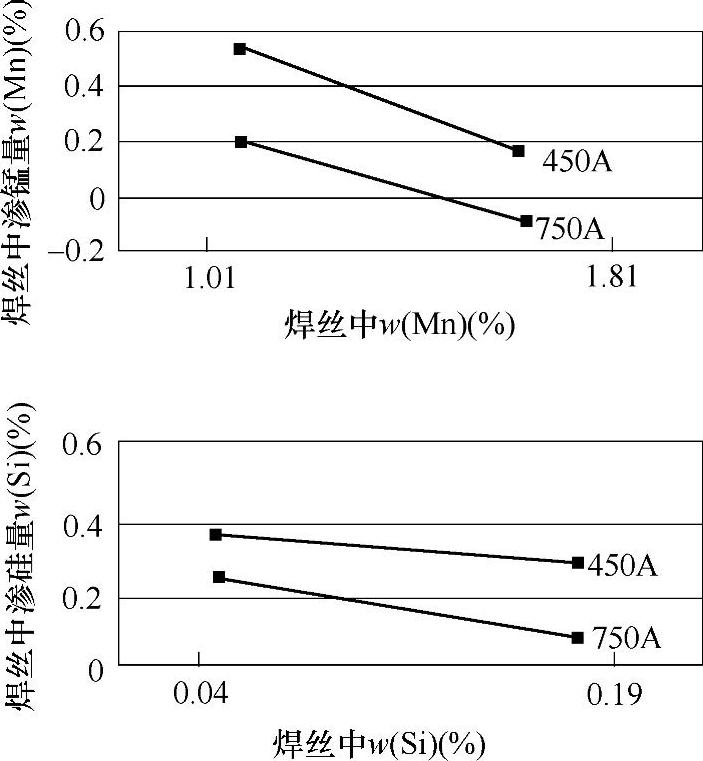
图1-179 OKFlux 10.71中性焊剂埋弧焊时熔敷金属渗硅和渗锰曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。