



在埋弧焊中,可以通过焊剂配方的特殊设计实现高速焊、多丝高效埋弧焊,也可在焊剂中添加一定比例的铁粉,以提高其熔敷速度。
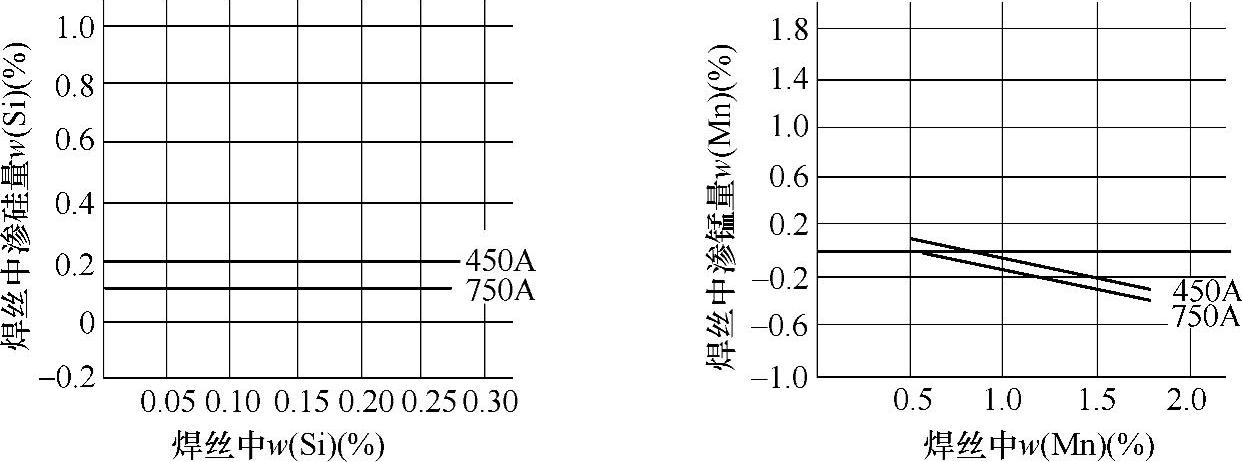
图1-180 OKFlux 10.47碱性焊剂埋弧焊时熔敷金属渗硅和渗锰曲线
1.高速埋弧焊焊剂
在制管、造船和钢结构元件生产等制造行业,总是力求达到最高的焊接速度,以取得最好的经济效益。但在高速埋弧焊时,焊缝金属的冷却速度相当快,焊缝的成形在很大程度上取决于焊剂熔渣的物理特性。换言之,焊剂的特性必须保证在高的焊接速度下(>2m/min)焊缝良好的成形。
目前已研制出多种高速埋弧焊焊剂,包括熔炼焊剂和烧结焊剂,其商品牌号和主要化学成分见表1-43。
表1-43 高速埋弧焊剂商品牌号及主要化学成分
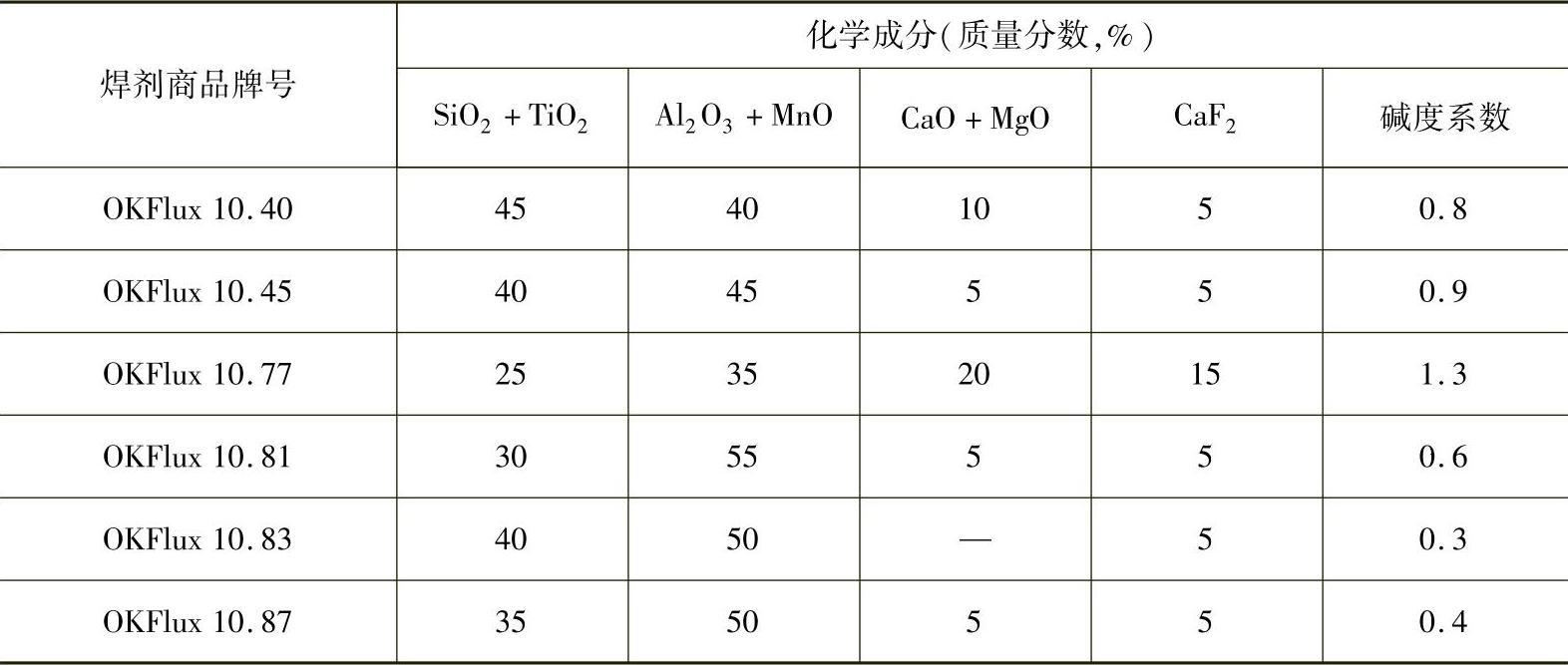
在表1-42所列的高速埋弧焊剂中,OKFlux 10.45熔炼焊剂可达到的焊接速度最高,通常可超过3.0m/min。而OKFlux 10.81烧结焊剂焊接的焊缝成形最佳。焊接角焊缝时,可以形成凹形焊缝表面。
2.高效多丝埋弧焊焊剂
高效多丝埋弧焊时,由于总焊接电流可能超过3000A,电弧热功率相当大,焊接熔池在高温停留时间延长,熔池长度明显加大,冷却速度大大减慢,使焊缝完好的成形变得较为困难。因此,必须合理的调整焊剂的配方,保证在高效多丝埋弧焊的大电流条件下焊缝良好成形。
目前在国际市场上可采购到的典型高效埋弧焊焊剂有OKFlux 10.72和OKFlux 10.74。这两种焊剂都是以铝酸盐和氧化钙为主要成分的碱性烧结焊剂,其碱度系数相应为1.9和1.4。OKFlux 10.72焊剂的化学成分(质量分数)为:SiO2+TiO220%、Al2O3+MnO 25%、Cao+MgO 30%和氟化钙25%。能经受相当高的焊接电流,适应高效单丝埋弧焊和各种多丝埋弧焊,包括双/双丝串列电弧埋弧焊,其最高熔敷速度可达40kg/h。这种焊剂的另一个特点是,与常用碳钢和低合金钢焊丝组合。埋弧焊焊缝金属具有优异的低温冲击韧度,-50°C低温冲击吸收能量均大于50J。OKFlux 10.72焊剂还具有良好的脱渣性,因此可以减小对接接头V形坡口的角度。表1-44的数据表明,坡口角从常规的60°减至50°,其横截面积可缩减19%。这不仅降低了焊接材料的消耗,而且减少了焊缝层数,进一步提高了焊接生产效率。
表1-44 不同坡口角下Y形对接接头横截面积对比(https://www.xing528.com)

注:坡口钝边=5mm,装配间隙=0。
OKFlux 10.74焊剂是一种专为厚壁管纵缝高效埋弧焊研制的碱性烧结焊剂,适用于多丝高效埋弧焊,焊丝数量可多达6根。这种焊剂的物理性能和冶金特性与OKFlux 10.72焊剂相似。其最主要的优点是,在高的焊接速度下焊缝成形良好,表面平整,余高较小,这就大大简化了焊缝外表的修正工作,便于表面涂层,明显地降低了生产成本。
OKFlux 10.74焊剂与标准碳钢和低合金钢焊丝组合,高效多丝埋弧焊焊缝金属具有令人满意的低温冲击韧度,详见表1-45实测数据。
表1-45 OKFlux10.74焊剂与各种焊丝组合埋弧焊焊缝金属力学性能
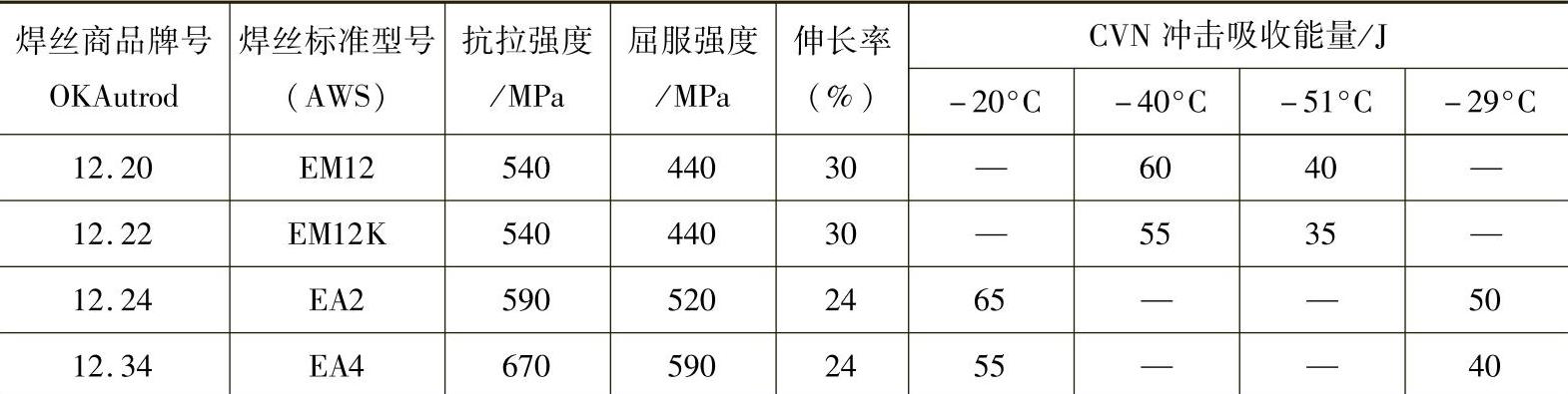
注:试样均为焊后状态。
3.添加铁粉的埋弧焊焊剂
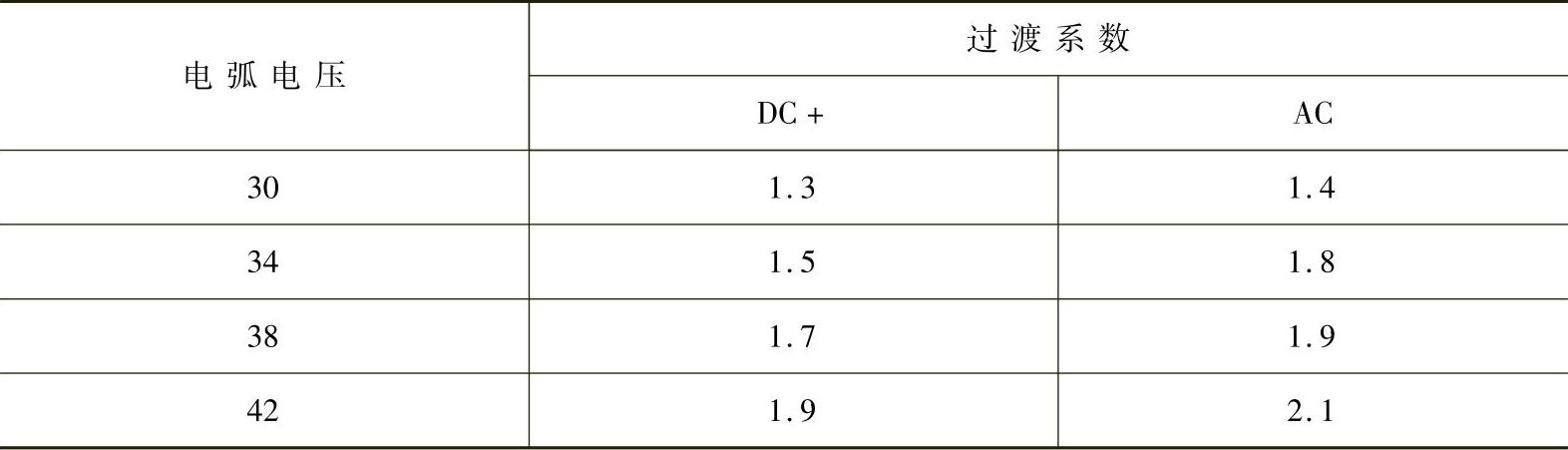
在焊剂中添加铁粉也是提高埋弧焊熔敷度的有效方法。目前已研制出添加铁粉的烧结焊剂,并以OKFlux 10.30商品牌号推向市场。这种焊剂以氧化钙-硅酸盐为主要成分,碱度系数为1.6,并添加质量分数约为35%的铁粉。埋弧焊时,焊剂中的铁粉向焊接熔池的过渡系数最高可达2.1,详见表1-46的实测数据,从表中可见,过渡系数取决于电弧电压和焊接电流种类。
表1-46 OKFlux10.30铁粉焊剂的过渡系数
OKFlux 10.30焊剂具有相当高的电流承载能力,多丝埋弧焊时,总的承载电流可达2100A。同时,焊剂的物理性能适应于单面焊双面成形埋弧焊工艺。三丝埋弧焊可以一次行程单面焊双面成形焊接最大厚度达25mm的对接缝。焊接效率成倍提高,目前已在造船行业得到实际应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。