



GMAW时,电弧的热功率主要取决于焊接电参数和保护气体的物理特性。电弧的热量与焊接电流值的平方及电弧电压成正比关系。在常规GMAW中,为保持稳定的焊接过程,焊接电流与电弧电压存在严格的匹配关系。随着焊接电流的增加,电弧电压相应提高,如图2-3中曲线所示。同时焊丝的熔化特性也随之变化。在常规GMAW区域(图2-3中虚线的左侧),随着焊接电流和电弧电压的提高,熔滴过渡形式从短路过渡、球状过渡向喷射过渡转变。焊接电流大于300A,电弧电压高于30V,即进入喷射过渡区。
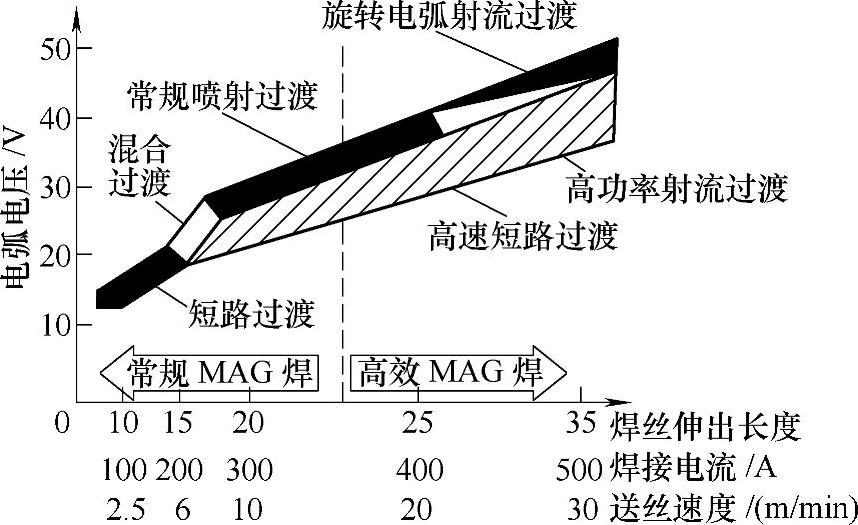
图2-3 GMAW熔滴过渡形式与焊接参数之间的关系
在高效GMAW区域(图2-3所示虚线的右侧),通过综合利用多元保护气体的物理特性和适度加大焊丝伸出长度,选用超常规的高焊接电流和高电弧电压,则可极大地提高焊丝的熔化速度,其熔滴过渡形式也发生质的变化,即产生高速短路过渡、射流过渡和旋转电弧喷射过渡。
由图2-3所示的关系曲线可知,在富Ar的混合气体保护下,采用ϕ1.2mm的实心焊丝,当送丝速度超过15m/min时,焊接电流大于350A,则电弧电压高于26V便进入高效GMAW焊接区。当其他焊接参数保持不变,焊丝伸出长度为22~35mm,焊接电流在350~500A范围内,电弧电压相应为26~40V,则出现高速短路过渡。这种熔滴过渡的特点是,短路、燃弧有规律地周期性交替,而短路的时间相当短,熔滴过渡频率相当高,可以达到很高的焊接效率,并能形成深、宽适当的焊缝形状,完全不同于常规短路过渡的焊缝成形,如图2-4d所示。
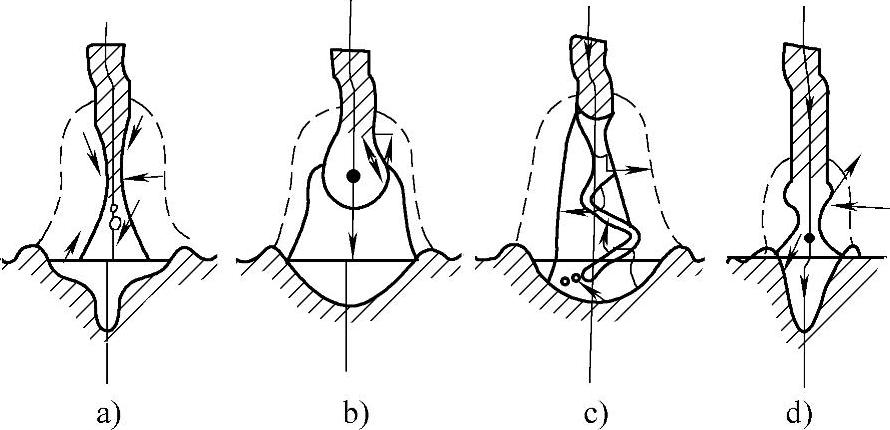
图2-4 高效GMAW时熔滴过渡形式和熔池形状(https://www.xing528.com)
a)喷射过渡 b)滴状过渡 c)旋转电弧喷射过渡 d)短路过渡
当焊接电流超过400A,电弧电压大于38V,焊丝伸出长度在25mm以上时,则会产生高功率射流过渡。在这种焊接条件下,焊丝端部处于液态的长度增大,电弧受到周围磁场的压缩而变窄,同时电弧的推力加大,结果使熔池的形状变得窄而深,如图2-4a所示。由于这种过渡形式对焊丝伸出长度的变化较为敏感,可能会出现电弧失稳现象。因此,在高功率射流过渡区应尽量保持焊丝伸出长度基本不变。
当电弧电压调整到40V以上,焊丝伸出长度大于30mm,尤其是在Ar+O2混合气体保护下,焊丝端部液态射流的长度明显增大,同时在周围强磁场的作用下,焊丝熔融端部偏离焊丝的轴线,产生径向位移而旋转,出现所谓旋转电弧射流过渡。这种射流过渡的速度相当稳定,并能达到15kg/h以上的高熔化速度。由于电弧是旋转的,故可形成浅而宽的熔池形状,如图2-4c所示。
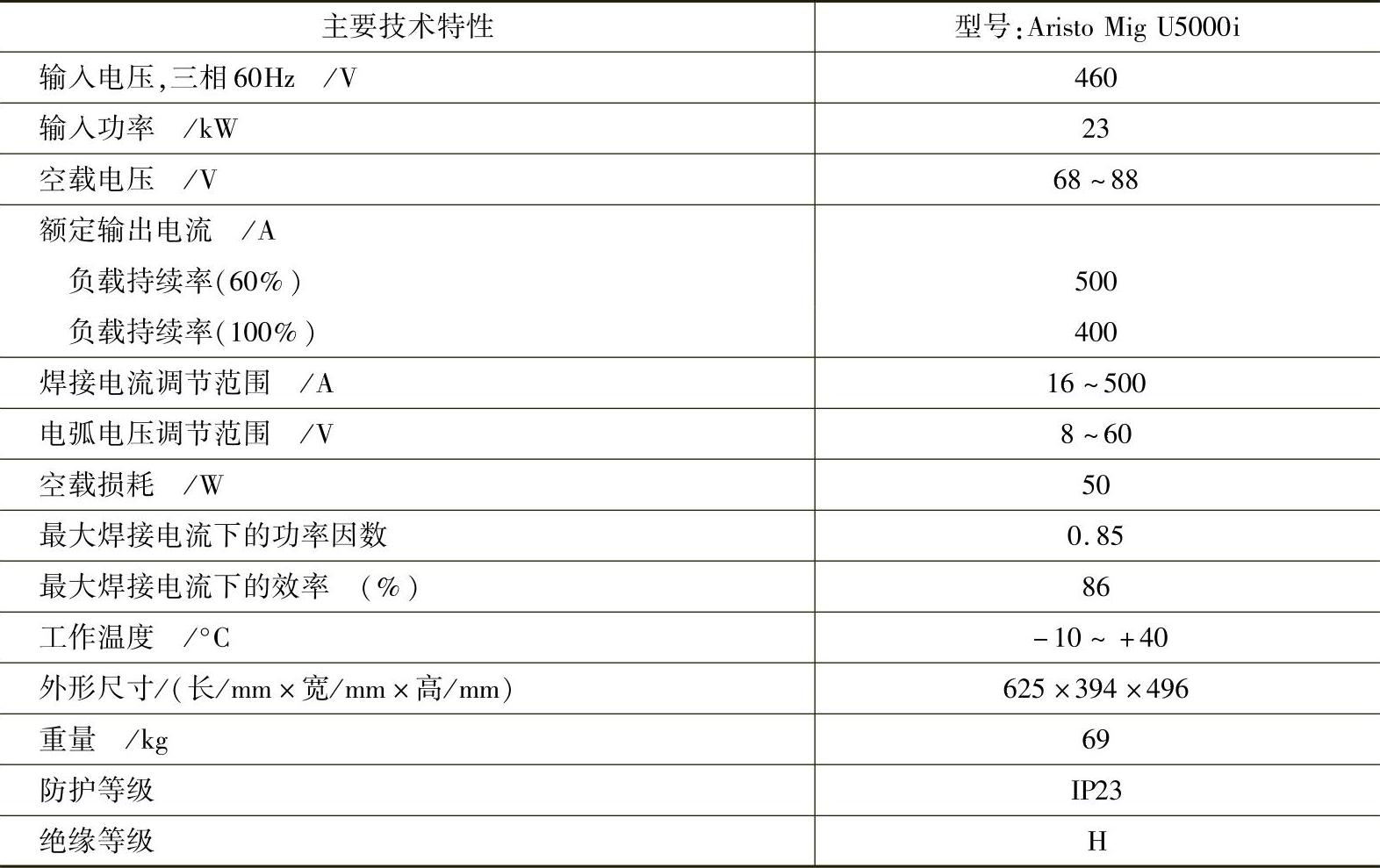
为适应这种大功率高效GMAW的新发展,世界各大焊接设备制造厂商都将额定焊接电流为500~630A的GMAW焊机作为常规产品投放市场。ESAB公司最新推出了大功率GMAW的焊接电源和送丝机,其技术特性参数见表2-1。
表2-1 AristoMigU5000i/U5000iwGMAW焊机的技术特性数据
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。