



大量的试验证明,TandemGMAW中按前、后焊丝所焊焊接电流种类,可有以下四种工作模式:
1.脉冲/脉冲的工作模式
在Tandem GMAW中,脉冲/脉冲工作模式是最常用的,且能达到最佳效果的工作模式,其脉冲电流波形和熔滴过渡形式如图2-32所示。在这种工作模式下,两根焊丝均接脉冲电流,并将波形相位差调整到180°,可以产生最佳的熔滴过渡,即每次脉冲过渡一个熔滴。焊接电弧十分稳定,磁偏吹最小,焊接质量的一致性高,并可控制焊接热输入。通常将前丝的焊接电流调到较高的数值,以达到较大的熔深,后丝则起填充接缝的作用,使焊缝成形良好。正如前节所讨论的,这种工作模式特别适用于铝合金和不锈钢的焊接。
2.直流/脉冲的工作模式
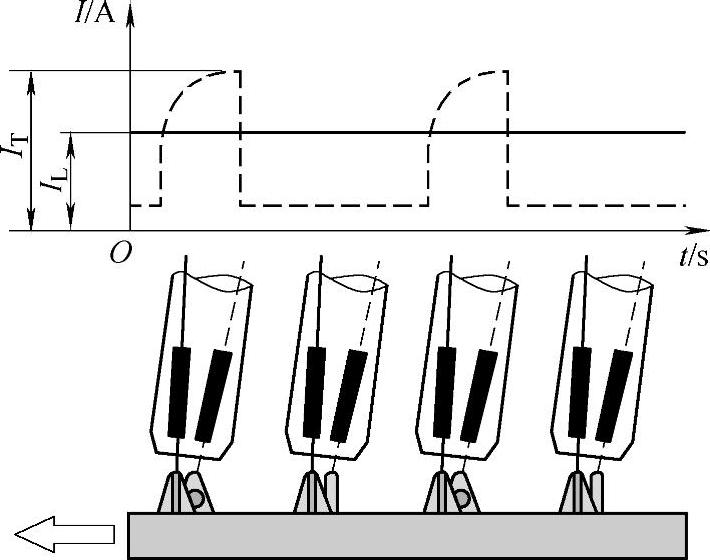
直流/脉冲的工作模式是将前丝接直流电,后丝接脉冲电流,其电流波形和熔滴过渡形式如图2-33所示。通常将前丝的直流电调到较高的数值,使其产生喷射过渡,并达到最大的熔深或最高的焊接速度。后丝的脉冲电流,使焊丝产生稳定的脉冲喷射过渡,并将两电弧之间的电磁干扰降低到最小,并改善焊缝的成形。调整后丝脉冲的波形参数,可降低焊接热输入,控制焊接熔池的温度。
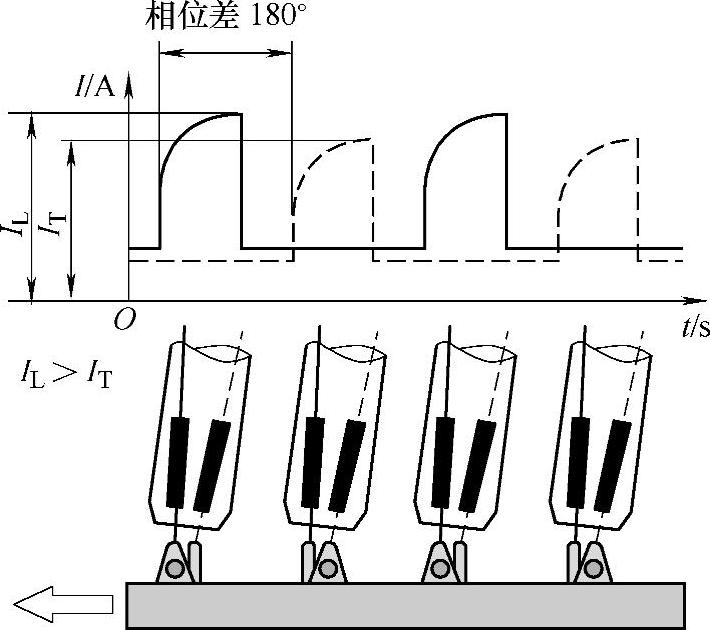
图2-32 Tandem GMAW脉冲/脉冲工作模式下脉冲电流波形和熔滴过渡形式
IL、IT—脉冲电流波形
 (https://www.xing528.com)
(https://www.xing528.com)
图2-33 直流/脉冲工作模式下电流波形和熔滴过渡形式
IT—前丝直流电波形 IL—后丝脉冲电流波形
3.脉冲/直流的工作模式
脉冲/直流的工作模式是将前丝接脉冲电流,后丝接直流电,其电流波形和熔滴过渡形式见图2-34。其特点是前丝的脉冲电流峰值大大高于后丝的直流电。通常将焊接参数作这样的调整,即使前丝产生稳定的脉冲喷射,后丝产生高速短路过渡。
在这种工作模式下,焊接速度高,热输入低,焊接变形小,搭桥性好,特别适用于薄板接头的高速焊。
4.直流/直流的工作模式
直流/直流的工作模式是将前后丝均接直流电。在这种工作模式下,两电弧干扰严重,焊接过程很不稳定,至今未找到妥善的解决办法,不能用于工业生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。